Vous aimerez peut-être aussi
- Effect of NB Addition On The Microstructure and Properties of AlCoCrFeNi PDFDocument7 pagesEffect of NB Addition On The Microstructure and Properties of AlCoCrFeNi PDFmykey652Pas encore d'évaluation
- Experimental and Computational Investigation of High-Entropy Alloys For Elevated High-Temperature ApplicationsDocument2 pagesExperimental and Computational Investigation of High-Entropy Alloys For Elevated High-Temperature Applicationsmykey652Pas encore d'évaluation
- Additive Manufacturing of High Entropy AlloysDocument13 pagesAdditive Manufacturing of High Entropy Alloysmykey652Pas encore d'évaluation
- Modern Materials Prepared With The Use of Levitation Melting Method in The Magnetic FieldsDocument5 pagesModern Materials Prepared With The Use of Levitation Melting Method in The Magnetic FieldsArdu StuffPas encore d'évaluation
- Aliaje Al Ano Aliere MecanicaDocument12 pagesAliaje Al Ano Aliere Mecanicamykey652Pas encore d'évaluation
- Criterion For Sigma Phase Formation in CR - and V Containing High-Entropy AlloysDocument7 pagesCriterion For Sigma Phase Formation in CR - and V Containing High-Entropy Alloysmykey652Pas encore d'évaluation
- Anomalous, High-Voltage Irreversible Capacity in Tin Electrodes For Lithium BatteriesDocument5 pagesAnomalous, High-Voltage Irreversible Capacity in Tin Electrodes For Lithium Batteriesmykey652Pas encore d'évaluation
- Crystal Structure DescriptionsDocument109 pagesCrystal Structure Descriptionsmykey652Pas encore d'évaluation
- CatalogDocument22 pagesCatalogmykey652Pas encore d'évaluation
- Intrinsic Surface Hardening and Precipitation Kinetics of Al0.3CrFe1.5MnNi0.5 Multi-Component AlloyDocument7 pagesIntrinsic Surface Hardening and Precipitation Kinetics of Al0.3CrFe1.5MnNi0.5 Multi-Component Alloymykey652Pas encore d'évaluation
- NRG 40C Anemometer Data SheetDocument2 pagesNRG 40C Anemometer Data Sheetmykey652Pas encore d'évaluation
- Characterization of Oxide Dispersed AlCoCrFe High Entropy Alloy Synthesized by Mechanical Alloying and Spark Plasma SinteringDocument5 pagesCharacterization of Oxide Dispersed AlCoCrFe High Entropy Alloy Synthesized by Mechanical Alloying and Spark Plasma Sinteringmykey652Pas encore d'évaluation
- Docs INSG Insight 20 Nickel Alloys 2013Document9 pagesDocs INSG Insight 20 Nickel Alloys 2013abasakPas encore d'évaluation
- Act 1Document7 pagesAct 1Ch V S RajuPas encore d'évaluation
- Effect of aluminium on corrosion resistance of high-entropy alloysDocument8 pagesEffect of aluminium on corrosion resistance of high-entropy alloysBuluc GheorghePas encore d'évaluation
- CRS Solar EnergyDocument31 pagesCRS Solar Energymykey652Pas encore d'évaluation
- Corrosion Behavior of CuCrFeNiMn High Entropy Alloy System in 1M Sulfuric Acid SolutionDocument7 pagesCorrosion Behavior of CuCrFeNiMn High Entropy Alloy System in 1M Sulfuric Acid Solutionmykey652Pas encore d'évaluation
- The Alloyed Pleasure Bulk Metallic Glasses (BMGS) and High-Entropy Alloys (HEAs)Document44 pagesThe Alloyed Pleasure Bulk Metallic Glasses (BMGS) and High-Entropy Alloys (HEAs)mykey652Pas encore d'évaluation
- Microstructure and Properties of Age-Hardenable AlxCrFe1.5MnNi0.5 AlloysDocument8 pagesMicrostructure and Properties of Age-Hardenable AlxCrFe1.5MnNi0.5 Alloysmykey652Pas encore d'évaluation
- Enhancing Pitting Corrosion Resistance of AlxCrFe1.5MnNi0.5 High-Entropy Alloys by Anodic Treatment in Sulfuric AcidDocument5 pagesEnhancing Pitting Corrosion Resistance of AlxCrFe1.5MnNi0.5 High-Entropy Alloys by Anodic Treatment in Sulfuric Acidmykey652Pas encore d'évaluation
- Superalloys MarketDocument3 pagesSuperalloys Marketmykey652Pas encore d'évaluation
- Microstructures and Properties of High-Entropy AlloysDocument93 pagesMicrostructures and Properties of High-Entropy Alloysmykey652Pas encore d'évaluation
- EntropiaDocument32 pagesEntropiamykey652Pas encore d'évaluation
- Power Semiconductors Renewable EnergyDocument4 pagesPower Semiconductors Renewable Energymykey652Pas encore d'évaluation
- Nanostructured AgPbmSbTem System Bulk Materials With Enhaced Thermoelectric PerformanceDocument7 pagesNanostructured AgPbmSbTem System Bulk Materials With Enhaced Thermoelectric Performancemykey652Pas encore d'évaluation
- Ajor20120300002 20388340Document10 pagesAjor20120300002 20388340mykey652Pas encore d'évaluation
- Ajor20120300002 20388340Document10 pagesAjor20120300002 20388340mykey652Pas encore d'évaluation
- Microstructures and Properties of High-Entropy AlloysDocument93 pagesMicrostructures and Properties of High-Entropy Alloysmykey652Pas encore d'évaluation
- Recovery of Precious Metals From E-WasteDocument74 pagesRecovery of Precious Metals From E-WasteRazvan Mican100% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
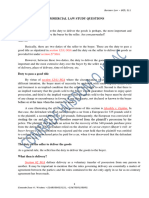
- Commercial Law Study QuestionsDocument33 pagesCommercial Law Study QuestionsIfeanyi NdigwePas encore d'évaluation
- Definition of Terms (Fire Code of The Philippines)Document9 pagesDefinition of Terms (Fire Code of The Philippines)broomer27Pas encore d'évaluation
- IGCSE Syllabus Checklist - ICT (0417)Document15 pagesIGCSE Syllabus Checklist - ICT (0417)Melissa Li100% (1)
- Bangalisan V Ca G.R. No. 124678 July 31, 1997 Regalado, J.: FactsDocument1 pageBangalisan V Ca G.R. No. 124678 July 31, 1997 Regalado, J.: FactsKate GaroPas encore d'évaluation
- Reservoir Rock and Fluid PropertiesDocument2 pagesReservoir Rock and Fluid PropertiesRahul MarathePas encore d'évaluation
- Saleslist 5Document43 pagesSaleslist 5scribd495Pas encore d'évaluation
- Faiq ResumeDocument3 pagesFaiq ResumeFoudziah SarinPas encore d'évaluation
- Design and Implementation of A Computerized Library Offense Documentation SystemDocument8 pagesDesign and Implementation of A Computerized Library Offense Documentation Systemofficial adePas encore d'évaluation
- 900 Old Koenig Package - Vertical PDFDocument30 pages900 Old Koenig Package - Vertical PDFmichael zPas encore d'évaluation
- Celkon Mobiles - Wikipedia, The Free EncyclopediaDocument1 pageCelkon Mobiles - Wikipedia, The Free EncyclopediaJignesh ChaudharyPas encore d'évaluation
- Haulotte Compact 8-10-12 Elec Scissor ManualDocument76 pagesHaulotte Compact 8-10-12 Elec Scissor Manualezeizabarrena96% (27)
- Model MRP: Samsung B7620Document19 pagesModel MRP: Samsung B7620Rajni MenonPas encore d'évaluation
- Uy Vs Gonzales DigestDocument2 pagesUy Vs Gonzales DigestFrancis De CastroPas encore d'évaluation
- 6.6 Evaluation Rating Sheet For Non PrintDocument10 pages6.6 Evaluation Rating Sheet For Non PrintMichele AlfechePas encore d'évaluation
- Atlassian Vladimir Yastreboff Sept21Document1 pageAtlassian Vladimir Yastreboff Sept21devk2011Pas encore d'évaluation
- BeamSmokeDetectors AppGuide BMAG240 PDFDocument8 pagesBeamSmokeDetectors AppGuide BMAG240 PDFMattu Saleen100% (1)
- Tkinter Cheat SheetDocument2 pagesTkinter Cheat Sheetphanina01Pas encore d'évaluation
- The Find Out The Present Status of Thumps Up, Coca-ColaDocument158 pagesThe Find Out The Present Status of Thumps Up, Coca-Colagazala_shaikh0% (1)
- Fuel Tank Lifting REV01Document7 pagesFuel Tank Lifting REV01armagan55Pas encore d'évaluation
- What Is Business Risk?Document6 pagesWhat Is Business Risk?Jcee JulyPas encore d'évaluation
- Tugas Contoh 3 Jurnal Nasional - Muhammad Habib - 217312040005Document73 pagesTugas Contoh 3 Jurnal Nasional - Muhammad Habib - 217312040005abibardaya desain3Pas encore d'évaluation
- 2020 Scrum Guide ArabicDocument15 pages2020 Scrum Guide Arabicnbo100% (1)
- Tools and Techniques of Cost ReductionDocument27 pagesTools and Techniques of Cost Reductionপ্রিয়াঙ্কুর ধর100% (2)
- Assessing The Effectiveness of South Korea's Development Assistance in VietnamDocument16 pagesAssessing The Effectiveness of South Korea's Development Assistance in VietnamPhạm Phương AnhPas encore d'évaluation
- Critical Appraisal: 7 Steps of EBPDocument20 pagesCritical Appraisal: 7 Steps of EBPJamiePas encore d'évaluation
- NBFC Playbook: Understanding Non-Banking Financial CompaniesDocument13 pagesNBFC Playbook: Understanding Non-Banking Financial CompaniesAkshay TyagiPas encore d'évaluation
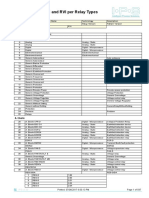
- IPS-ENERGY - Available Relay ModelsDocument597 pagesIPS-ENERGY - Available Relay Modelsbrahim100% (2)
- ArimaDocument65 pagesArimarkarthik403Pas encore d'évaluation
- Regulating Admin AccountsDocument5 pagesRegulating Admin Accountsami pritPas encore d'évaluation
- Overfishing and Fish Stock DepletionDocument8 pagesOverfishing and Fish Stock DepletionTiger SonPas encore d'évaluation