Vous aimerez peut-être aussi
- Total Cooler 30 Plates General Arrangement: - Aansluiting Niveau Meter ? - Positie Support ? - Temperature Sensor ?Document1 pageTotal Cooler 30 Plates General Arrangement: - Aansluiting Niveau Meter ? - Positie Support ? - Temperature Sensor ?Ibhar Santos MumentheyPas encore d'évaluation
- Floating Suction SystemDocument12 pagesFloating Suction SystemnainpinglePas encore d'évaluation
- Nevada Slurry Valve 2014 LiteDocument2 pagesNevada Slurry Valve 2014 LiteIbhar Santos MumentheyPas encore d'évaluation
- Water HammerDocument1 pageWater HammerIbhar Santos MumentheyPas encore d'évaluation
- PVDF Material Data Sheet - 1Document1 pagePVDF Material Data Sheet - 1Ibhar Santos MumentheyPas encore d'évaluation
- PVDF PipeDocument4 pagesPVDF PipeIbhar Santos MumentheyPas encore d'évaluation
- 02-02 Customer Talking PointsDocument4 pages02-02 Customer Talking PointsIbhar Santos MumentheyPas encore d'évaluation
- 19-09 - Assembly of The Main ValveDocument19 pages19-09 - Assembly of The Main ValveIbhar Santos MumentheyPas encore d'évaluation
- 02-06 - LESER in FranceDocument15 pages02-06 - LESER in FranceIbhar Santos MumentheyPas encore d'évaluation
- Customer Talking PointsDocument4 pagesCustomer Talking PointsIbhar Santos MumentheyPas encore d'évaluation
- Codes and Standards: (Extension of ASME)Document14 pagesCodes and Standards: (Extension of ASME)Ibhar Santos MumentheyPas encore d'évaluation
- General Information For Integral Horsepower (Ihp) Motors On Variable Frequency Drives (VFDS)Document3 pagesGeneral Information For Integral Horsepower (Ihp) Motors On Variable Frequency Drives (VFDS)Ibhar Santos MumentheyPas encore d'évaluation
- 20-01 Design Din en Iso enDocument19 pages20-01 Design Din en Iso enIbhar Santos MumentheyPas encore d'évaluation
- 02-06 - LESER in FranceDocument15 pages02-06 - LESER in FranceIbhar Santos MumentheyPas encore d'évaluation
- Volume 3-The Origins of ProtreatDocument2 pagesVolume 3-The Origins of ProtreatIbhar Santos MumentheyPas encore d'évaluation
- Brochure B1510-60Hz Horizontal, Inline Selection PDFDocument34 pagesBrochure B1510-60Hz Horizontal, Inline Selection PDFIbhar Santos MumentheyPas encore d'évaluation
- IQ Range: Reliability For Critical ApplicationsDocument48 pagesIQ Range: Reliability For Critical ApplicationsIbhar Santos MumentheyPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- PVAI VPO - Membership FormDocument8 pagesPVAI VPO - Membership FormRajeevSangamPas encore d'évaluation
- Experiment On Heat Transfer Through Fins Having Different NotchesDocument4 pagesExperiment On Heat Transfer Through Fins Having Different NotcheskrantiPas encore d'évaluation
- 5 Deming Principles That Help Healthcare Process ImprovementDocument8 pages5 Deming Principles That Help Healthcare Process Improvementdewi estariPas encore d'évaluation
- The Internal Environment: Resources, Capabilities, Competencies, and Competitive AdvantageDocument5 pagesThe Internal Environment: Resources, Capabilities, Competencies, and Competitive AdvantageHenny ZahranyPas encore d'évaluation
- Banjara EmbroideryDocument34 pagesBanjara EmbroideryKriti Rama ManiPas encore d'évaluation
- 7 TariffDocument22 pages7 TariffParvathy SureshPas encore d'évaluation
- PLT Lecture NotesDocument5 pagesPLT Lecture NotesRamzi AbdochPas encore d'évaluation
- Separation PayDocument3 pagesSeparation PayMalen Roque Saludes100% (1)
- Anaphylaxis Wallchart 2022Document1 pageAnaphylaxis Wallchart 2022Aymane El KandoussiPas encore d'évaluation
- Evaluating Project Scheduling and Due Assignment Procedures An Experimental AnalysisDocument19 pagesEvaluating Project Scheduling and Due Assignment Procedures An Experimental AnalysisJunior Adan Enriquez CabezudoPas encore d'évaluation
- STM - Welding BookDocument5 pagesSTM - Welding BookAlvin MoollenPas encore d'évaluation
- Powerpoint Presentation: Calcium Sulphate in Cement ManufactureDocument7 pagesPowerpoint Presentation: Calcium Sulphate in Cement ManufactureDhruv PrajapatiPas encore d'évaluation
- Cancellation of Deed of Conditional SalDocument5 pagesCancellation of Deed of Conditional SalJohn RositoPas encore d'évaluation
- Embedded Systems DesignDocument576 pagesEmbedded Systems Designnad_chadi8816100% (4)
- Abu Hamza Al Masri Wolf Notice of Compliance With SAMs AffirmationDocument27 pagesAbu Hamza Al Masri Wolf Notice of Compliance With SAMs AffirmationPaulWolfPas encore d'évaluation
- What Caused The Slave Trade Ruth LingardDocument17 pagesWhat Caused The Slave Trade Ruth LingardmahaPas encore d'évaluation
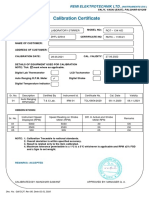
- Calibration CertificateDocument1 pageCalibration CertificateSales GoldClassPas encore d'évaluation
- Year 9 - Justrice System Civil LawDocument12 pagesYear 9 - Justrice System Civil Lawapi-301001591Pas encore d'évaluation
- How To Create A Powerful Brand Identity (A Step-by-Step Guide) PDFDocument35 pagesHow To Create A Powerful Brand Identity (A Step-by-Step Guide) PDFCaroline NobrePas encore d'évaluation
- Convention On The Rights of Persons With Disabilities: United NationsDocument13 pagesConvention On The Rights of Persons With Disabilities: United NationssofiabloemPas encore d'évaluation
- A. The Machine's Final Recorded Value Was P1,558,000Document7 pagesA. The Machine's Final Recorded Value Was P1,558,000Tawan VihokratanaPas encore d'évaluation
- HandloomDocument4 pagesHandloomRahulPas encore d'évaluation
- Heavy LiftDocument4 pagesHeavy Liftmaersk01Pas encore d'évaluation
- (X-09485) XYLENE RECTIFIED Extra Pure (Mix Isomers)Document9 pages(X-09485) XYLENE RECTIFIED Extra Pure (Mix Isomers)Bharath KumarPas encore d'évaluation
- Ucm6510 Usermanual PDFDocument393 pagesUcm6510 Usermanual PDFCristhian ArecoPas encore d'évaluation
- CLAT 2014 Previous Year Question Paper Answer KeyDocument41 pagesCLAT 2014 Previous Year Question Paper Answer Keyakhil SrinadhuPas encore d'évaluation
- Kaitlyn LabrecqueDocument15 pagesKaitlyn LabrecqueAmanda SimpsonPas encore d'évaluation
- Water Hookup Kit User Manual (For L20 Ultra - General (Except EU&US)Document160 pagesWater Hookup Kit User Manual (For L20 Ultra - General (Except EU&US)Aldrian PradanaPas encore d'évaluation
- Exp. 5 - Terminal Characteristis and Parallel Operation of Single Phase Transformers.Document7 pagesExp. 5 - Terminal Characteristis and Parallel Operation of Single Phase Transformers.AbhishEk SinghPas encore d'évaluation
- G.R. No. 185449, November 12, 2014 Del Castillo Digest By: DOLARDocument2 pagesG.R. No. 185449, November 12, 2014 Del Castillo Digest By: DOLARTheodore DolarPas encore d'évaluation