Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Ins200 Assignment Hazardous PlaceDocument10 pagesIns200 Assignment Hazardous PlaceNur Syafatin Natasya86% (7)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- ASTM G165-99 (R2005) Standard Practice For Determining Rail-To-Earth ResistanceDocument5 pagesASTM G165-99 (R2005) Standard Practice For Determining Rail-To-Earth Resistance曾乙申100% (1)
- SeatMatrix BeDocument34 pagesSeatMatrix BeHarmish BhattPas encore d'évaluation
- Metallic GlassDocument19 pagesMetallic GlassHarmish BhattPas encore d'évaluation
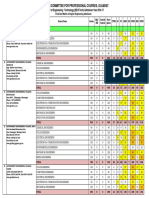
- BE Vacant 20170822Document20 pagesBE Vacant 20170822Harmish BhattPas encore d'évaluation
- Spur and Helical Gear Cutting: Third LectureDocument3 pagesSpur and Helical Gear Cutting: Third LectureHarmish BhattPas encore d'évaluation
- List of Boiler ManufacturerDocument28 pagesList of Boiler ManufacturerGp MishraPas encore d'évaluation
- Charusat Flyer 2017Document4 pagesCharusat Flyer 2017Harmish BhattPas encore d'évaluation
- EG Manual 2013 - ODDDocument22 pagesEG Manual 2013 - ODDHarmish BhattPas encore d'évaluation
- Hobart Aluminum GuideDocument47 pagesHobart Aluminum GuideAntonioPallonePas encore d'évaluation
- Solution of Some TestsDocument4 pagesSolution of Some TestsHarmish BhattPas encore d'évaluation
- Chandubhai S. Patel Institute of Technology: Lab Description StatusDocument1 pageChandubhai S. Patel Institute of Technology: Lab Description StatusHarmish BhattPas encore d'évaluation
- Workshop Mechanical A1 Civil A1 Performan Ce Assessmen T Performan Ce Assessmen T 1 Intro 2 Machine Tools 3 Carpentary 4 Fitting 5 Welding 6 Smithy 7 Sheet Metal 8 Plumbing 9 Production PlasticDocument1 pageWorkshop Mechanical A1 Civil A1 Performan Ce Assessmen T Performan Ce Assessmen T 1 Intro 2 Machine Tools 3 Carpentary 4 Fitting 5 Welding 6 Smithy 7 Sheet Metal 8 Plumbing 9 Production PlasticHarmish BhattPas encore d'évaluation
- At 7303Document2 pagesAt 7303Harmish BhattPas encore d'évaluation
- SteamDocument55 pagesSteamHarmish BhattPas encore d'évaluation
- Assignment 1Document1 pageAssignment 1Harmish BhattPas encore d'évaluation
- New Microsoft Office PowerPoint PresentationDocument1 pageNew Microsoft Office PowerPoint PresentationGbsReddyPas encore d'évaluation
- Diseno de Mazarotas PDFDocument45 pagesDiseno de Mazarotas PDFAriel GarciaPas encore d'évaluation
- Computer Aided Machine DrawingDocument6 pagesComputer Aided Machine DrawingHarmish BhattPas encore d'évaluation
- Nik Weld ParameterDocument5 pagesNik Weld ParameterHarmish BhattPas encore d'évaluation
- Maths-I DIP Sem-I Wef 01082011Document3 pagesMaths-I DIP Sem-I Wef 01082011Harmish BhattPas encore d'évaluation
- Instructions: This Affidavit Should Be Executed by The PersonDocument1 pageInstructions: This Affidavit Should Be Executed by The PersonspcbankingPas encore d'évaluation
- PT Shri Krishna Sejahtera: Jalan Pintu Air Raya No. 56H, Pasar Baru Jakarta Pusat 10710 Jakarta - IndonesiaDocument16 pagesPT Shri Krishna Sejahtera: Jalan Pintu Air Raya No. 56H, Pasar Baru Jakarta Pusat 10710 Jakarta - IndonesiaihsanlaidiPas encore d'évaluation
- Order 49Document14 pagesOrder 49NURADRIANA OMAR BAHSIRPas encore d'évaluation
- Bali Hai LawsuitDocument14 pagesBali Hai LawsuitLas Vegas Review-JournalPas encore d'évaluation
- Scientific American - Febuary 2016Document84 pagesScientific American - Febuary 2016Vu NguyenPas encore d'évaluation
- SMPLEDocument2 pagesSMPLEKla AlvarezPas encore d'évaluation
- Digest of Ganila Vs CADocument1 pageDigest of Ganila Vs CAJohn Lester LantinPas encore d'évaluation
- EE FlowchartDocument1 pageEE Flowchartgoogley71Pas encore d'évaluation
- 2 Players The One With Steam BaronsDocument1 page2 Players The One With Steam BaronsBrad RosePas encore d'évaluation
- MC 33199Document12 pagesMC 33199Abbode HoraniPas encore d'évaluation
- 032017Document107 pages032017Aditya MakwanaPas encore d'évaluation
- Suggested Answers Spring 2015 Examinations 1 of 8: Strategic Management Accounting - Semester-6Document8 pagesSuggested Answers Spring 2015 Examinations 1 of 8: Strategic Management Accounting - Semester-6Abdul BasitPas encore d'évaluation
- 3D Archicad Training - Module 1Document3 pages3D Archicad Training - Module 1Brahmantia Iskandar MudaPas encore d'évaluation
- Steris Amsco Century v120Document2 pagesSteris Amsco Century v120Juan OrtizPas encore d'évaluation
- Pertemuan - 12 MetopenDocument40 pagesPertemuan - 12 MetopenulviaPas encore d'évaluation
- HyderabadDocument3 pagesHyderabadChristoPas encore d'évaluation
- History of Phosphoric Acid Technology (Evolution and Future Perspectives)Document7 pagesHistory of Phosphoric Acid Technology (Evolution and Future Perspectives)Fajar Zona67% (3)
- Transportation Problem VAMDocument16 pagesTransportation Problem VAMLia AmmuPas encore d'évaluation
- Balanza Pediatrica Health o Meter 549KL Mtto PDFDocument18 pagesBalanza Pediatrica Health o Meter 549KL Mtto PDFFix box Virrey Solís IPSPas encore d'évaluation
- LG+32LX330C Ga LG5CBDocument55 pagesLG+32LX330C Ga LG5CBjampcarlosPas encore d'évaluation
- Lab 1Document8 pagesLab 1Нурболат ТаласбайPas encore d'évaluation
- 3.2.3 Practice - Taking The PSAT (Practice)Document5 pages3.2.3 Practice - Taking The PSAT (Practice)wrighemm200Pas encore d'évaluation
- Hyflow: Submersible PumpsDocument28 pagesHyflow: Submersible PumpsmanoPas encore d'évaluation
- Guide On Multiple RegressionDocument29 pagesGuide On Multiple RegressionLucyl MendozaPas encore d'évaluation
- Course Code: ACT 202 Section:07 Group Assignment: Submitted ToDocument25 pagesCourse Code: ACT 202 Section:07 Group Assignment: Submitted ToMd.Mahmudul Hasan 1722269030100% (1)
- Remote SensingDocument30 pagesRemote SensingVijay RajPas encore d'évaluation
- Rajkumar Kitchen Model Oil Expeller - INRDocument1 pageRajkumar Kitchen Model Oil Expeller - INRNishant0% (1)
- User Manual OptiPoint 500 For HiPath 1220Document104 pagesUser Manual OptiPoint 500 For HiPath 1220Luis LongoPas encore d'évaluation