Vous aimerez peut-être aussi
- Gosa Adrian Vasile TCM 141Document6 pagesGosa Adrian Vasile TCM 141Purdea BogdanPas encore d'évaluation
- Amada Turret PunchDocument9 pagesAmada Turret PunchPriyansh Tiwari100% (1)
- Japan South Asia Korea Taiwan China Europe-Germany Citizen Machinery Europe GMBH Europe-Uk AmericaDocument8 pagesJapan South Asia Korea Taiwan China Europe-Germany Citizen Machinery Europe GMBH Europe-Uk AmericaRaghav ZyoPas encore d'évaluation
- Okuma Industries Oil EnergyDocument17 pagesOkuma Industries Oil EnergySIMON S. FLORES G.Pas encore d'évaluation
- Eng - DNM Ii - 1401 - Su - E20Document20 pagesEng - DNM Ii - 1401 - Su - E20Nikolat840% (1)
- AE NT Series BrochureDocument6 pagesAE NT Series Brochureramkisnak100% (1)
- Reference systems for electrode manufacturing & EDMingDocument108 pagesReference systems for electrode manufacturing & EDMingNamtien UsPas encore d'évaluation
- High Speed Drilling & Tapping CenterDocument8 pagesHigh Speed Drilling & Tapping CenterAlexandra PanaitePas encore d'évaluation
- Eurotech Quattroflex 420-710-810 SeriesDocument4 pagesEurotech Quattroflex 420-710-810 SeriesCNC SYSTEMS50% (2)
- Intelligent Multitasking Machines GuideDocument16 pagesIntelligent Multitasking Machines GuideMatthew GutierrezPas encore d'évaluation
- Hanil Catalogue (2012)Document100 pagesHanil Catalogue (2012)Soma GhoshPas encore d'évaluation
- Bridgeport Series Milling Machine - BrochureDocument2 pagesBridgeport Series Milling Machine - Brochurehbpr9999100% (1)
- High Performance Turning CenterDocument24 pagesHigh Performance Turning CenterTombongPas encore d'évaluation
- Climax FF6000 Portable Flange FacerDocument8 pagesClimax FF6000 Portable Flange Facerjromero_rpgPas encore d'évaluation
- Eng - HP 4000ii-5100ii - 140829 - Su - E20Document20 pagesEng - HP 4000ii-5100ii - 140829 - Su - E20Călin FlorianPas encore d'évaluation
- A Report On: Abrasive Jet Machining: BY:-Akshay Gupta 10BME0345 G1 SlotDocument11 pagesA Report On: Abrasive Jet Machining: BY:-Akshay Gupta 10BME0345 G1 SlotAkshay GuptaPas encore d'évaluation
- Key Words: Cutting Mechanism EtcDocument5 pagesKey Words: Cutting Mechanism EtcHarshal PatilPas encore d'évaluation
- YCM XV SeriesDocument12 pagesYCM XV SeriesCNC SYSTEMSPas encore d'évaluation
- LU35 - 45 E (9a) 100 (Mar2012) - A3Document11 pagesLU35 - 45 E (9a) 100 (Mar2012) - A3Alexandru RaduPas encore d'évaluation
- Eurotech BV SeriesDocument8 pagesEurotech BV SeriesCNC SYSTEMSPas encore d'évaluation
- F VM Series (Eng) Ver2Document32 pagesF VM Series (Eng) Ver2filiposkivPas encore d'évaluation
- HSM Seminar Report on High Speed MachiningDocument16 pagesHSM Seminar Report on High Speed MachiningGRACY75% (4)
- 111 1400 Simon Black Jaguar Land RoverDocument29 pages111 1400 Simon Black Jaguar Land RoverseehariPas encore d'évaluation
- Metal Forming TechnologyDocument42 pagesMetal Forming TechnologydedybarokahPas encore d'évaluation
- BalzerDocument12 pagesBalzermabdulraheelPas encore d'évaluation
- Gls 150 SeriesDocument20 pagesGls 150 SeriesHâlid ŞenPas encore d'évaluation
- Pneumatichighspeedhacksawmachine1 130729144240 Phpapp02Document5 pagesPneumatichighspeedhacksawmachine1 130729144240 Phpapp02Omi TarePas encore d'évaluation
- Dip Brazing: Parts To Be Dip Brazed AreDocument10 pagesDip Brazing: Parts To Be Dip Brazed AreRavin SinghPas encore d'évaluation
- Me440 - hw2Document6 pagesMe440 - hw2Enis DönmezPas encore d'évaluation
- Okuma Simul Turn 400Document11 pagesOkuma Simul Turn 400paulkupasPas encore d'évaluation
- Condensadora TTB TraneDocument24 pagesCondensadora TTB TraneRoberto Reyes Lara100% (1)
- Productivity Increased 29%, Costs Reduced 20Document13 pagesProductivity Increased 29%, Costs Reduced 20flabianoPas encore d'évaluation
- Kemet Tooling EquipmentDocument13 pagesKemet Tooling EquipmentdurgaganeshPas encore d'évaluation
- TP TP: Turret Punch Turret PunchDocument20 pagesTP TP: Turret Punch Turret PunchMaly AliPas encore d'évaluation
- SBT DurmaDocument7 pagesSBT DurmaMorosanu Andreea-DianaPas encore d'évaluation
- Bridgeport Series I - BrochureDocument2 pagesBridgeport Series I - BrochureVVPas encore d'évaluation
- Gear Hobbing Dry Vs Wet Hobbing Manufacturing ProcessDocument1 pageGear Hobbing Dry Vs Wet Hobbing Manufacturing ProcessDhruv SutharPas encore d'évaluation
- Fine Blanking and Forming in One Pass: 25 MM For Parts From 150 To 200 Sq. MM Unlike Conventional Stamping, Fine BlankingDocument11 pagesFine Blanking and Forming in One Pass: 25 MM For Parts From 150 To 200 Sq. MM Unlike Conventional Stamping, Fine BlankingNikhil PrasannaPas encore d'évaluation
- Twin Spindle: Vertical Machining CentersDocument6 pagesTwin Spindle: Vertical Machining CentersAbhishek VelagaPas encore d'évaluation
- Module of Adour 871Document7 pagesModule of Adour 871MURUGAN. APas encore d'évaluation
- M 2548 M 2558 BrochureDocument4 pagesM 2548 M 2558 BrochureRavinder KadianPas encore d'évaluation
- Hmaxseries DRDSFSDDocument6 pagesHmaxseries DRDSFSDMarius UrzicăPas encore d'évaluation
- OMEGA LabDocument2 pagesOMEGA Labskimmer05Pas encore d'évaluation
- Titanium Impeller Welding MKTG RevBDocument6 pagesTitanium Impeller Welding MKTG RevBKatie RamirezPas encore d'évaluation
- Worm Gear Sets enDocument30 pagesWorm Gear Sets enDimas Dwi HPas encore d'évaluation
- MCV-300 Vertical Machining CenterDocument6 pagesMCV-300 Vertical Machining CenterStoian ValentinPas encore d'évaluation
- ME-352 CEP Taha Mahmood - 2017472Document24 pagesME-352 CEP Taha Mahmood - 2017472Muneer AhmedPas encore d'évaluation
- UC-481 2040, European MarketDocument4 pagesUC-481 2040, European MarketAchmatAfipudinPas encore d'évaluation
- Industrial Tools and Solutions PDFDocument113 pagesIndustrial Tools and Solutions PDFandresboy123100% (1)
- Twister Fan Series Silent CoolingDocument2 pagesTwister Fan Series Silent CoolingFlorescu FlorinPas encore d'évaluation
- Name: Rafia Umar Roll Number: Iem-18-19 Max Marks: 41 Submission Date: 4-5-20Document11 pagesName: Rafia Umar Roll Number: Iem-18-19 Max Marks: 41 Submission Date: 4-5-20RafiaPas encore d'évaluation
- CATALOG SCULE PNEUMATICE RODCRAFT - WWW - SculegeroDocument108 pagesCATALOG SCULE PNEUMATICE RODCRAFT - WWW - SculegeroSculegeroPas encore d'évaluation
- Design and Manufacturing of Lathe Tool Post Grinding AttachmentDocument3 pagesDesign and Manufacturing of Lathe Tool Post Grinding AttachmentAnonymous kw8Yrp0R5rPas encore d'évaluation
- Supplement To Turning Tools and Rotating Tools CataloguesDocument243 pagesSupplement To Turning Tools and Rotating Tools Cataloguessaotinhyeu307783Pas encore d'évaluation
- Hyperformance Plasma Hpr130Document4 pagesHyperformance Plasma Hpr130jnmendes1Pas encore d'évaluation
- DAEMO FULL LINEUP Catalogue 2012 PDFDocument12 pagesDAEMO FULL LINEUP Catalogue 2012 PDFnaya 2014Pas encore d'évaluation
- Small Block Chevrolet: Stock and High-Performance RebuildsD'EverandSmall Block Chevrolet: Stock and High-Performance RebuildsÉvaluation : 4 sur 5 étoiles4/5 (6)
- Performance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallD'EverandPerformance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallÉvaluation : 4 sur 5 étoiles4/5 (8)
- Weld Like a Pro: Beginning to Advanced TechniquesD'EverandWeld Like a Pro: Beginning to Advanced TechniquesÉvaluation : 4.5 sur 5 étoiles4.5/5 (6)
- Corner Fastener Stf-A56Ah, AcDocument1 pageCorner Fastener Stf-A56Ah, AcJuan CarvajalPas encore d'évaluation
- 17-03-10 Inductive Conductivity Transmitter CIT-8920Document30 pages17-03-10 Inductive Conductivity Transmitter CIT-8920Juan CarvajalPas encore d'évaluation
- Chapter 2 CADDocument13 pagesChapter 2 CADLavitSutcharitkulPas encore d'évaluation
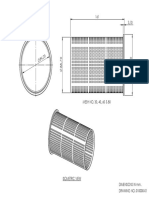
- Stainless Steel Mesh Filters for Grades 30, 40, 60 & 80Document1 pageStainless Steel Mesh Filters for Grades 30, 40, 60 & 80Juan CarvajalPas encore d'évaluation
- 16-10-20 Bolt Hole Pattern Data - RuskinDocument1 page16-10-20 Bolt Hole Pattern Data - RuskinJuan CarvajalPas encore d'évaluation
- Bridgestone OTRDocument89 pagesBridgestone OTRJuan CarvajalPas encore d'évaluation
- 05 C111a Filters Rev02Document34 pages05 C111a Filters Rev02Juan CarvajalPas encore d'évaluation
- 17-03-10 Inductive Conductivity Transmitter CIT-8920Document30 pages17-03-10 Inductive Conductivity Transmitter CIT-8920Juan CarvajalPas encore d'évaluation
- Catalog316 PDFDocument148 pagesCatalog316 PDFJuan CarvajalPas encore d'évaluation
- Down FileDocument4 pagesDown FileJuan CarvajalPas encore d'évaluation
- Aalco Metals LTD Titanium Alloy ASTM B861 Titanium SMLS Pipe 259Document1 pageAalco Metals LTD Titanium Alloy ASTM B861 Titanium SMLS Pipe 259Juan CarvajalPas encore d'évaluation
- Titanium Specifications BookDocument45 pagesTitanium Specifications BookJuan CarvajalPas encore d'évaluation
- Eaton Tubular Backwashing AFC AFR & F-Series FiltersDocument14 pagesEaton Tubular Backwashing AFC AFR & F-Series FiltersJuan CarvajalPas encore d'évaluation
- Shell Momentum BalancesDocument48 pagesShell Momentum BalancesJuan CarvajalPas encore d'évaluation
- Down FileDocument4 pagesDown FileJuan CarvajalPas encore d'évaluation
- Formulas and Friction Calculations PDFDocument2 pagesFormulas and Friction Calculations PDFJuan CarvajalPas encore d'évaluation
- BpweldtiDocument36 pagesBpweldtiBivashPas encore d'évaluation
- CEM-014 CelaneseDesignInPlasticWP AM 0913Document18 pagesCEM-014 CelaneseDesignInPlasticWP AM 0913Juan CarvajalPas encore d'évaluation
- ASTM D1785, D2665, D2241, F441 PVC and CPVC Pipe SpecsDocument6 pagesASTM D1785, D2665, D2241, F441 PVC and CPVC Pipe SpecsFalak KhanPas encore d'évaluation
- BK97PUB7 Table of ContentDocument10 pagesBK97PUB7 Table of ContentJuan CarvajalPas encore d'évaluation
- BK97PUB7 Table of ContentDocument10 pagesBK97PUB7 Table of ContentJuan CarvajalPas encore d'évaluation
- ASTM D1785, D2665, D2241, F441 PVC and CPVC Pipe SpecsDocument6 pagesASTM D1785, D2665, D2241, F441 PVC and CPVC Pipe SpecsFalak KhanPas encore d'évaluation
- Data Sheet m500dDocument2 pagesData Sheet m500dJuan CarvajalPas encore d'évaluation
- TutorialDocument290 pagesTutorialJuan CarvajalPas encore d'évaluation
- Dialysis and ElectrodialysisDocument32 pagesDialysis and ElectrodialysisJuan CarvajalPas encore d'évaluation
- Data Sheet m500Document2 pagesData Sheet m500Juan CarvajalPas encore d'évaluation
- Formulas and Friction CalculationsDocument2 pagesFormulas and Friction CalculationsJuan CarvajalPas encore d'évaluation
- ENG Users Mar16Document15 pagesENG Users Mar16Juan CarvajalPas encore d'évaluation
- RowentaDocument82 pagesRowentaEscoffierPas encore d'évaluation
- Actuated Ball Valve 357 A - BDKDocument3 pagesActuated Ball Valve 357 A - BDKfarhanakhtar ansariPas encore d'évaluation
- TLE Cookery Answer Sheet StorageDocument2 pagesTLE Cookery Answer Sheet StorageRd DavidPas encore d'évaluation
- Code Descriptions: ChryslerDocument2 pagesCode Descriptions: ChryslerSalvador PinedaPas encore d'évaluation
- NEFF Dishwashing Machine DiagramsDocument14 pagesNEFF Dishwashing Machine DiagramsDaniel PrataPas encore d'évaluation
- Machine Tool Engineering SyllabusDocument2 pagesMachine Tool Engineering SyllabussahasanPas encore d'évaluation
- House Cleaning Checklist GuideDocument1 pageHouse Cleaning Checklist Guidemulher&mae autista100% (1)
- 21 - Effective Pages: Beechcraft CorporationDocument166 pages21 - Effective Pages: Beechcraft CorporationCristian PugaPas encore d'évaluation
- Caterpillar Hand Tools and Shop Supplies 2016Document20 pagesCaterpillar Hand Tools and Shop Supplies 2016dorothy100% (44)
- Types of ValvesDocument13 pagesTypes of ValvesRajkumar APas encore d'évaluation
- 407 MM CH95 PDFDocument544 pages407 MM CH95 PDFRicardo zafraPas encore d'évaluation
- Kitchen Faucet InstructionsDocument10 pagesKitchen Faucet Instructionsmember1000Pas encore d'évaluation
- GDC Layout Updated 14.06.2023Document1 pageGDC Layout Updated 14.06.2023PradneshPas encore d'évaluation
- WWJ #3 1990Document68 pagesWWJ #3 1990ayamPas encore d'évaluation
- 30-06 SPFLD 190gr ABLRDocument1 page30-06 SPFLD 190gr ABLREnrico959Pas encore d'évaluation
- Laporan Kendraan PT - ALTRAK 1978Document34 pagesLaporan Kendraan PT - ALTRAK 1978Andarias RongrePas encore d'évaluation
- Barksdale General Installation InstructionsDocument2 pagesBarksdale General Installation InstructionsLina Delgado OsorioPas encore d'évaluation
- NKCR7.E39050 - Auxiliary Devices Certified For Canada - UL Product IqDocument5 pagesNKCR7.E39050 - Auxiliary Devices Certified For Canada - UL Product IqRamesh JPas encore d'évaluation
- Introduction To Well Completion: (Part - IV)Document36 pagesIntroduction To Well Completion: (Part - IV)Mohamed MahmoudPas encore d'évaluation
- S270 Spare Parts Catalogue for Hydraulic ExcavatorDocument88 pagesS270 Spare Parts Catalogue for Hydraulic ExcavatorDozer KamilPas encore d'évaluation
- Simple Machine:: NOTE - Simple Machines Are NOT Included in The 5 REVISED Science StandardsDocument6 pagesSimple Machine:: NOTE - Simple Machines Are NOT Included in The 5 REVISED Science StandardsJoseph Anjelo MendozaPas encore d'évaluation
- MEASURING AND TESTING EQUIPMENT GAUGESDocument1 pageMEASURING AND TESTING EQUIPMENT GAUGESNang DapiPas encore d'évaluation
- UntitledDocument12 pagesUntitledAngel Rodriguez PizarroPas encore d'évaluation
- Jm-Sheet For 2023-2024Document62 pagesJm-Sheet For 2023-2024johnPas encore d'évaluation
- Rollers and Slip GaugesDocument6 pagesRollers and Slip GaugesAnand Babu50% (2)
- Automatic Hydro Pneumatic Jack: AbstractDocument3 pagesAutomatic Hydro Pneumatic Jack: AbstractRushikesh BadgujarPas encore d'évaluation
- Forged High Pressure Ball Valves GuideDocument4 pagesForged High Pressure Ball Valves GuideFabio GiehlPas encore d'évaluation
- Pc800se-7-M1 S/N 40001-Up: Main Pump (7/14) (N0.1 Pump)Document2 pagesPc800se-7-M1 S/N 40001-Up: Main Pump (7/14) (N0.1 Pump)midalllllPas encore d'évaluation
- Modul Cooling System OBH KomatsuDocument24 pagesModul Cooling System OBH KomatsuYUDI WAHYUDI 172490% (1)
- Wooden Air EngineDocument9 pagesWooden Air EngineFilip SimonovskiPas encore d'évaluation