Vous aimerez peut-être aussi
- BPHE Process Gas Waste Heat Boilers With Thin Flexible Tubesheet Design E BORSIGDocument12 pagesBPHE Process Gas Waste Heat Boilers With Thin Flexible Tubesheet Design E BORSIGharan2000Pas encore d'évaluation
- Synloop Waste Heat Boiler in Ammonia Plants: Borsig Process Heat Exchanger GMBHDocument20 pagesSynloop Waste Heat Boiler in Ammonia Plants: Borsig Process Heat Exchanger GMBHArif AhmedPas encore d'évaluation
- Tank Heating CoilDocument2 pagesTank Heating CoilchongchoifattPas encore d'évaluation
- Synloop Waste Heat BoilerDocument12 pagesSynloop Waste Heat BoilerSimEnzPas encore d'évaluation
- API 660 Checklist Basic - PreliminaryDocument1 pageAPI 660 Checklist Basic - Preliminaryvm153748763100% (1)
- Waste Heat Boiler Part 1Document56 pagesWaste Heat Boiler Part 1mulldoctor1100% (2)
- Heat Exchangers: Corrosion ResistantDocument16 pagesHeat Exchangers: Corrosion ResistantIsaac IglesiasPas encore d'évaluation
- NTIW Tube Sheet PaperDocument10 pagesNTIW Tube Sheet PaperPankaj SinglaPas encore d'évaluation
- Pv-Elite He 101 - Rev 7Document118 pagesPv-Elite He 101 - Rev 7Dwi Putra100% (1)
- HTFS Presentation 2Document57 pagesHTFS Presentation 2Divyesh Patel100% (1)
- EDO-PPP-ME-GNR-INT-XXX-013-107-108-Rev-A-AMMONIA STORAGE TANK DESIGN PDFDocument33 pagesEDO-PPP-ME-GNR-INT-XXX-013-107-108-Rev-A-AMMONIA STORAGE TANK DESIGN PDFErol DAĞ100% (1)
- VERIFICATIONDocument3 pagesVERIFICATIONshaishavPas encore d'évaluation
- SCR Mean - Metal - Temps For Heat Exchanger TubeDocument2 pagesSCR Mean - Metal - Temps For Heat Exchanger TubescranderiPas encore d'évaluation
- ASME Section VIII, Division 2: Pressure Vessel Stress and Fatigue AnalysisDocument17 pagesASME Section VIII, Division 2: Pressure Vessel Stress and Fatigue AnalysisBernacleboy IDPas encore d'évaluation
- Pvelite OutputDocument44 pagesPvelite OutputRam MurtyPas encore d'évaluation
- To Be Del Eted: Anchor Bolt M24 Scale 1/4Document4 pagesTo Be Del Eted: Anchor Bolt M24 Scale 1/4dhiaa mohammedPas encore d'évaluation
- Selecting The Proper TEMA TypeDocument3 pagesSelecting The Proper TEMA TypeMubarik AliPas encore d'évaluation
- H2so4 Material SelectionDocument4 pagesH2so4 Material SelectionManojkumar ThilagamPas encore d'évaluation
- ZeCor® Sulfuric Acid Plant Towers and PumDocument4 pagesZeCor® Sulfuric Acid Plant Towers and PumacckypenrynPas encore d'évaluation
- Asme Calculation For Renewal-A-317-Id Based - Rev-2Document29 pagesAsme Calculation For Renewal-A-317-Id Based - Rev-2ariya100% (1)
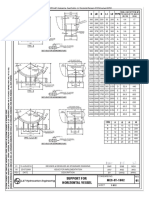
- MES ST 1002 - SaddleDocument2 pagesMES ST 1002 - SaddleDarshan PanchalPas encore d'évaluation
- Failure of Primary Waste Heat BoilerAiche-12-008Document5 pagesFailure of Primary Waste Heat BoilerAiche-12-008Hsein Wang100% (1)
- Failure of Secondary Reformer RefractoryDocument27 pagesFailure of Secondary Reformer RefractoryZeshanPas encore d'évaluation
- Intermediate Tubesheet Calculation PDFDocument18 pagesIntermediate Tubesheet Calculation PDFhbsheenPas encore d'évaluation
- FUELSDocument15 pagesFUELSJohn Archie MendozaPas encore d'évaluation
- BPVC I p-2Document2 pagesBPVC I p-2Ingeniería Thermo PressionPas encore d'évaluation
- 18-001 - Calculations PDFDocument196 pages18-001 - Calculations PDFCalcgen EngineeringPas encore d'évaluation
- Replacement of Reformed Gas Waste Heat Boiler at Ammonia Plant... !!!!! X 0Document12 pagesReplacement of Reformed Gas Waste Heat Boiler at Ammonia Plant... !!!!! X 0David PierrePas encore d'évaluation
- 8-0241-4503-Flare System Design PDFDocument8 pages8-0241-4503-Flare System Design PDFVinothrajaPas encore d'évaluation
- Typical Specification For Steam Surface Condensers Appendix ADocument5 pagesTypical Specification For Steam Surface Condensers Appendix Ahappale2002Pas encore d'évaluation
- Heat Exchanger - Preliminary Data SheetDocument4 pagesHeat Exchanger - Preliminary Data SheetgksakthiPas encore d'évaluation
- Cost Air CoolersDocument1 pageCost Air CoolersSteve WanPas encore d'évaluation
- Heat Exchanger Checklist As Per TEMADocument6 pagesHeat Exchanger Checklist As Per TEMAMONAPas encore d'évaluation
- Sa-516 70 TDCDocument2 pagesSa-516 70 TDCshazan100% (1)
- 03 EsempiAspenDocument45 pages03 EsempiAspensukanyagggPas encore d'évaluation
- A Guide of Refinery ProcessDocument1 pageA Guide of Refinery ProcessSubramani DuraikannuPas encore d'évaluation
- Tube Sheet CalculationDocument3 pagesTube Sheet CalculationAbhay UpadhyayPas encore d'évaluation
- Design Calc S ManualDocument285 pagesDesign Calc S ManualGustavPas encore d'évaluation
- Sulphur Recovery UnitDocument1 pageSulphur Recovery UnitKmt_AePas encore d'évaluation
- Air Cooled Heat Exchanger CourseDocument2 pagesAir Cooled Heat Exchanger Courserodrigoperezsimone100% (1)
- Urea Reactor Top Lining Replacing - UreaKnowHowDocument19 pagesUrea Reactor Top Lining Replacing - UreaKnowHowasirul_mePas encore d'évaluation
- Hoja de Datos Sistema Aire Comprimido ReferencialDocument18 pagesHoja de Datos Sistema Aire Comprimido ReferencialchepeluchounPas encore d'évaluation
- PD5500 - 133 - RectangularFlange CalculationDocument9 pagesPD5500 - 133 - RectangularFlange CalculationDarshan PanchalPas encore d'évaluation
- 300 - F&D Head Design Tool Ver E4.01Document1 page300 - F&D Head Design Tool Ver E4.01Honey TiwariPas encore d'évaluation
- Electric Heater Datasheet: Duty Bundle (@nom Voltage) Duty Heater (@nom Voltage)Document3 pagesElectric Heater Datasheet: Duty Bundle (@nom Voltage) Duty Heater (@nom Voltage)SonNguyenPas encore d'évaluation
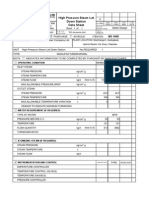
- Let Down StationDocument5 pagesLet Down StationSabeeh AhmedPas encore d'évaluation
- UHX - Osweiller - WhitePaper PDFDocument20 pagesUHX - Osweiller - WhitePaper PDFMichael BasaPas encore d'évaluation
- On The Design of The Tubesheet and Tubesheet-To-Shell Junction of A Fixed Tubesheet Heat ExchangerDocument7 pagesOn The Design of The Tubesheet and Tubesheet-To-Shell Junction of A Fixed Tubesheet Heat ExchangerEdgardo Chavez BelloPas encore d'évaluation
- Column Data Sheet Distillation Column (T-2010)Document12 pagesColumn Data Sheet Distillation Column (T-2010)John Patrick Sanay NunezPas encore d'évaluation
- Tube NippingDocument19 pagesTube NippingAdnan Sheikh100% (2)
- Process Heaters Furnaces and Fired Heaters PDFDocument12 pagesProcess Heaters Furnaces and Fired Heaters PDFHaris Nu'man Aulia100% (1)
- Compress Report For Pressure VesselDocument394 pagesCompress Report For Pressure VesselgaurangPas encore d'évaluation
- Selection of Heatexchanger TypesDocument65 pagesSelection of Heatexchanger TypesRaghav SharmaPas encore d'évaluation
- Penjelasan TLEsDocument28 pagesPenjelasan TLEsFauzi IhsanPas encore d'évaluation
- BPHE Process Gas Waste Heat Boilers With Thin Flexible Tubesheet Design EDocument12 pagesBPHE Process Gas Waste Heat Boilers With Thin Flexible Tubesheet Design EAhmed Ibrahim Ahmed EissaPas encore d'évaluation
- Alstom Process Gas CoolerDocument12 pagesAlstom Process Gas Coolerrajaramc100% (1)
- Onload Boiler Cleaning SystemDocument11 pagesOnload Boiler Cleaning SystemidigitiPas encore d'évaluation
- AB&Co Brochure EnglishDocument5 pagesAB&Co Brochure EnglishTony LimPas encore d'évaluation
- eBroc-Shell and Tube Heat Exchangers Model Series and Customer Oriented Solutions, FunkeDocument18 pageseBroc-Shell and Tube Heat Exchangers Model Series and Customer Oriented Solutions, FunkeMoly69xPas encore d'évaluation
- Heatexchanger Brochure PDFDocument18 pagesHeatexchanger Brochure PDFdesignstuioPas encore d'évaluation
- Question Bank Class Vii (Science) Chapter-1 Nutrition in PlantsDocument34 pagesQuestion Bank Class Vii (Science) Chapter-1 Nutrition in Plantssivsyadav100% (1)
- Co2 Absorption and V2o5Document9 pagesCo2 Absorption and V2o5sivsyadavPas encore d'évaluation
- Sop Hplcchiral-1 2Document5 pagesSop Hplcchiral-1 2sivsyadavPas encore d'évaluation
- Karl Fischer TitrationDocument104 pagesKarl Fischer TitrationSure_gaschromPas encore d'évaluation
- Pre Feasibilityreport (PFR) FileDocument39 pagesPre Feasibilityreport (PFR) FilesivsyadavPas encore d'évaluation
- Windows 7 InstallDocument8 pagesWindows 7 InstallAmit KumarPas encore d'évaluation
- Activated Carbon Filter PDFDocument76 pagesActivated Carbon Filter PDFsivsyadav100% (4)
- (WWW - Entrance-Exam - Net) - NTSE Sample Paper 7 PDFDocument4 pages(WWW - Entrance-Exam - Net) - NTSE Sample Paper 7 PDFgomathi_nellaiPas encore d'évaluation
- B Com Core Cost AccountingDocument116 pagesB Com Core Cost AccountingPRIYANKA H MEHTA100% (1)
- Allahabad-Maulik Niukti AadeshDocument18 pagesAllahabad-Maulik Niukti AadeshsivsyadavPas encore d'évaluation
- Kiersey Answer Sheet Sample Ans Sheet Extra Ans Sheet Scoring Instructions FormDocument6 pagesKiersey Answer Sheet Sample Ans Sheet Extra Ans Sheet Scoring Instructions Formrarara111Pas encore d'évaluation
- Ammonia Estimation MethodDocument1 pageAmmonia Estimation MethodsivsyadavPas encore d'évaluation
- Container Closure System: Hua YinDocument36 pagesContainer Closure System: Hua YinAuLia DamayantiPas encore d'évaluation
- Sample Questions Biologym:M!L!L : E E Wvimg C!Ixj'&Ml Wving MJ and by Cm:YgenDocument5 pagesSample Questions Biologym:M!L!L : E E Wvimg C!Ixj'&Ml Wving MJ and by Cm:YgenRams RamsPas encore d'évaluation
- MS - 03 Solved Assignment Jul-Dec 2013Document19 pagesMS - 03 Solved Assignment Jul-Dec 2013sivsyadavPas encore d'évaluation
- Basic Principles of Gas Chromatography: Martin R. Hackman NJ - Dep Office of Quality AssuranceDocument13 pagesBasic Principles of Gas Chromatography: Martin R. Hackman NJ - Dep Office of Quality Assuranceyoga nayagi punichelvanaPas encore d'évaluation
- Gas Chromatography1Document117 pagesGas Chromatography1sivsyadavPas encore d'évaluation
- MS - 01 Solved Assignment Jul-Dec 2013Document18 pagesMS - 01 Solved Assignment Jul-Dec 2013Tricia AstraPas encore d'évaluation
- Lecture Notes On Classical Mechanics For Physics 106abDocument396 pagesLecture Notes On Classical Mechanics For Physics 106abAnupam MPas encore d'évaluation
- Modern Solids Physics StatesDocument477 pagesModern Solids Physics Statesmarij_999Pas encore d'évaluation
- MS - 02 Solved Assignment July-Dec 2013Document11 pagesMS - 02 Solved Assignment July-Dec 2013sivsyadavPas encore d'évaluation
- Ex PhosphonatesDocument1 pageEx PhosphonatessivsyadavPas encore d'évaluation
- MS - 01 Solved Assignment Jul-Dec 2013Document18 pagesMS - 01 Solved Assignment Jul-Dec 2013Tricia AstraPas encore d'évaluation
- Conductivity Cs18 3cDocument6 pagesConductivity Cs18 3csarathy72Pas encore d'évaluation
- KCL Solutions For Conductivity CalibrationDocument1 pageKCL Solutions For Conductivity CalibrationsivsyadavPas encore d'évaluation
- Table Perio PDFDocument1 pageTable Perio PDFanoopPas encore d'évaluation
- Sulphuric Acid Sulphuric Acid Sulphuric Acid Sulphuric Acid Sulphuric Acid Sulphuric Acid Sulphuric Acid Sulphuric Acid Sulphuric Acid Sulphuric AcidDocument1 pageSulphuric Acid Sulphuric Acid Sulphuric Acid Sulphuric Acid Sulphuric Acid Sulphuric Acid Sulphuric Acid Sulphuric Acid Sulphuric Acid Sulphuric AcidsivsyadavPas encore d'évaluation
- 75 District WebsitesDocument2 pages75 District WebsitessivsyadavPas encore d'évaluation
- Hydrochloric Acid Hydrochloric Acid Hydrochloric Acid Hydrochloric Acid Hydrochloric Acid Hydrochloric AcidDocument2 pagesHydrochloric Acid Hydrochloric Acid Hydrochloric Acid Hydrochloric Acid Hydrochloric Acid Hydrochloric AcidsivsyadavPas encore d'évaluation
- Tech Handbook - Bison BoardsDocument51 pagesTech Handbook - Bison BoardsRaj Mani0% (1)
- Cu Xlpe PVC 0.6 1 KV (N2xa)Document1 pageCu Xlpe PVC 0.6 1 KV (N2xa)Fani Dwi PutraPas encore d'évaluation
- Natural Water Filter - An Indigenous Rural ApplicationDocument3 pagesNatural Water Filter - An Indigenous Rural ApplicationShwetha KamathPas encore d'évaluation
- Stone Stomper Compactor ManualDocument98 pagesStone Stomper Compactor Manualgroomerz6612Pas encore d'évaluation
- 3 Quick Closing Valve SystemsDocument13 pages3 Quick Closing Valve SystemsrsalvasanPas encore d'évaluation
- AbstractDocument3 pagesAbstractKarthickPas encore d'évaluation
- Growing SpirulinaDocument5 pagesGrowing SpirulinaJorgePas encore d'évaluation
- UOP 3-16-7 - Storage Tanks AtmosphericDocument9 pagesUOP 3-16-7 - Storage Tanks Atmosphericjev_vdPas encore d'évaluation
- ASTM A108 TolerancesDocument9 pagesASTM A108 TolerancesJosh ByronPas encore d'évaluation
- VN Ensival Moret PumpDocument1 pageVN Ensival Moret PumpsitaPas encore d'évaluation
- Sihi LPG Solutions e 072011Document6 pagesSihi LPG Solutions e 072011Renato FinatiPas encore d'évaluation
- RCD Lecture Note 4 - USD of Non-Rectangular Beams PDFDocument2 pagesRCD Lecture Note 4 - USD of Non-Rectangular Beams PDFAugosto FracePas encore d'évaluation
- Applications: Eni Spa Refining&Marketing Viale Giorgio Ribotta, 51 - 00144 Roma +39 06 5988.1 Date 25/01/2019 Code 1035 1Document2 pagesApplications: Eni Spa Refining&Marketing Viale Giorgio Ribotta, 51 - 00144 Roma +39 06 5988.1 Date 25/01/2019 Code 1035 1haripuscasPas encore d'évaluation
- IFFCO Urea ProcesspdfDocument3 pagesIFFCO Urea ProcesspdfBalas43Pas encore d'évaluation
- HDMANN Project ReferenceDocument50 pagesHDMANN Project Referenceandy limPas encore d'évaluation
- Pamantasan NG CabuyaoDocument15 pagesPamantasan NG CabuyaoJudithRavelloPas encore d'évaluation
- Armaflex Insulation ApplicationDocument22 pagesArmaflex Insulation ApplicationBasil OguakaPas encore d'évaluation
- E4 BDocument4 pagesE4 BroyPas encore d'évaluation
- ENA - 12 - 24 TS For Ducts - Buried Electric CablesDocument17 pagesENA - 12 - 24 TS For Ducts - Buried Electric CablessdvijayPas encore d'évaluation
- 20 Sabiana Carisma Coanda Carte Tehnica 10.10.11 CI enDocument28 pages20 Sabiana Carisma Coanda Carte Tehnica 10.10.11 CI enccercel9898Pas encore d'évaluation
- Chemistry Heating-Cooling MathDocument14 pagesChemistry Heating-Cooling MathM Carlson0% (1)
- Fafnir - Separix-EDocument8 pagesFafnir - Separix-Ewarung1bensinPas encore d'évaluation
- Brochures & Gadgets CatalogDocument9 pagesBrochures & Gadgets CatalogSinergroup Water Filters Water Purifiers Water SoftenersPas encore d'évaluation
- PanX Installguide RevaDocument67 pagesPanX Installguide Revaalpharepair0% (1)
- UK P3 VEN 0153 201409 02 Vent Silencer CatalogueDocument9 pagesUK P3 VEN 0153 201409 02 Vent Silencer Cataloguetiffanyyy00Pas encore d'évaluation
- A Summer Training ReportDocument9 pagesA Summer Training ReportNiteesh kumar ShuklaPas encore d'évaluation
- Vtu BTD Notes For Pure Substance ChapterDocument24 pagesVtu BTD Notes For Pure Substance ChapterNAVEENPas encore d'évaluation
- Daikin PA Catalogue Revised Low ResDocument32 pagesDaikin PA Catalogue Revised Low ResKartik PrabhakarPas encore d'évaluation
- 1.6 MVA Dry Transformer DesignDocument21 pages1.6 MVA Dry Transformer DesignJemal MusaPas encore d'évaluation
- Maintenance Repair ManualDocument48 pagesMaintenance Repair ManualEngine Tuning UpPas encore d'évaluation