Vous aimerez peut-être aussi
- Corrosion ProtectionDocument8 pagesCorrosion ProtectionJohndann100% (1)
- Biopolymers: New Materials for Sustainable Films and CoatingsD'EverandBiopolymers: New Materials for Sustainable Films and CoatingsDavid PlackettPas encore d'évaluation
- Fouling-Repellent Coating For Shell-And-Tube Heat ExchangersDocument3 pagesFouling-Repellent Coating For Shell-And-Tube Heat Exchangersزيد عدنان عبد الحسين100% (1)
- Performance Evaluation of Alkyd Coatings For Corrosion Protection in Urban and Industrial EnvironmentsDocument6 pagesPerformance Evaluation of Alkyd Coatings For Corrosion Protection in Urban and Industrial Environmentsguayoyito100% (1)
- Durability of Coating Repair Systems For Offshore Services - Eurocorr 2014Document17 pagesDurability of Coating Repair Systems For Offshore Services - Eurocorr 2014ANIBALLOPEZVEGA100% (1)
- Evaluation of Corrosion Protection Properties of Additives For Waterborne Epoxy Coatings On SteelDocument9 pagesEvaluation of Corrosion Protection Properties of Additives For Waterborne Epoxy Coatings On SteelJhon jairo100% (1)
- Influence of Paint On Steel Corrosion For Marine ApplicationsDocument8 pagesInfluence of Paint On Steel Corrosion For Marine ApplicationsHose Gamaliel100% (1)
- Application Notes Spray CoatingsDocument6 pagesApplication Notes Spray CoatingsIqbalAbdulloh100% (1)
- NewbuildingUniversalPrimers WhitePaperDocument4 pagesNewbuildingUniversalPrimers WhitePapermkccm100% (1)
- Corrosion Protection Evaluation of Some Organic Coatings Incorrosion Protection EvaluationDocument61 pagesCorrosion Protection Evaluation of Some Organic Coatings Incorrosion Protection EvaluationUsama Awad100% (1)
- Research Progress in Organic Zinc Rich Primer Coatings For Cathodic Protection of MetalsDocument18 pagesResearch Progress in Organic Zinc Rich Primer Coatings For Cathodic Protection of MetalsJorge Suarez100% (1)
- Intra Laboratory Assessment of Commercial Test Kits For Quantifying Chloride On Steel SurfacesDocument11 pagesIntra Laboratory Assessment of Commercial Test Kits For Quantifying Chloride On Steel SurfacesAnonymous jw0enWB100% (1)
- Polymers: Study On The Corrosion Resistance of Graphene Oxide-Based Epoxy Zinc-Rich CoatingsDocument20 pagesPolymers: Study On The Corrosion Resistance of Graphene Oxide-Based Epoxy Zinc-Rich CoatingsAnimesh Kumar100% (1)
- International Journal of Chemtech Research: Neetu SinghDocument5 pagesInternational Journal of Chemtech Research: Neetu Singhthai avvai100% (1)
- Boat Laning CoatingDocument1 pageBoat Laning Coatingwaleedyehia100% (1)
- Barrier-Adhesion Principle For Corrosion PrtotectionDocument10 pagesBarrier-Adhesion Principle For Corrosion PrtotectionINRO Ingeníeria100% (1)
- The Effect of Epoxy and Non-Epoxy Coating Treatment On The Corrosion Oflow Carbon Steel in Sodium Chloride Solutions - Dwinanda Et Al. 2021Document6 pagesThe Effect of Epoxy and Non-Epoxy Coating Treatment On The Corrosion Oflow Carbon Steel in Sodium Chloride Solutions - Dwinanda Et Al. 2021Luthfi Ady100% (1)
- Progress in Organic Coating-PaperDocument22 pagesProgress in Organic Coating-Paperjibin k p100% (1)
- PcsDocument19 pagesPcsArun Prasad100% (1)
- SPE-169195-MS Development, Test and Offshore Use of A Fouling Repellent Coating For Plate Heat ExchangersDocument6 pagesSPE-169195-MS Development, Test and Offshore Use of A Fouling Repellent Coating For Plate Heat ExchangersTangtang Guo100% (1)
- Quiz # 2Document3 pagesQuiz # 2Hesham badawy100% (1)
- BrederoShaw TP TropicEnvironment PDFDocument8 pagesBrederoShaw TP TropicEnvironment PDFMakrame BattazPas encore d'évaluation
- Stainless SteelDocument8 pagesStainless SteelEdgarDavidDiazCampos100% (1)
- 20160215042419-Ki Stahlsortenvergleich Rev0 eDocument4 pages20160215042419-Ki Stahlsortenvergleich Rev0 esanrexiPas encore d'évaluation
- The Case of The Strange Blistering: Cases From The F-FilesDocument5 pagesThe Case of The Strange Blistering: Cases From The F-FilesSamsu Sams100% (1)
- Corrosion Performance TestsDocument252 pagesCorrosion Performance TestsChatchai Manathamsombat100% (1)
- Coating IndiaDocument53 pagesCoating Indiaagustinusset100% (1)
- Chapter 0 Intro & IndexDocument12 pagesChapter 0 Intro & IndexMAT-LIONPas encore d'évaluation
- CPT 1 ConcreteDocument9 pagesCPT 1 ConcreteJossef.ahsan Jossef.ahsan100% (1)
- Fusion Bond Epoxy (FBE) Coating RepairsDocument4 pagesFusion Bond Epoxy (FBE) Coating Repairsyasi heeru100% (1)
- Using Ultrasonic Coating Thickness GaugesDocument4 pagesUsing Ultrasonic Coating Thickness GaugesAvijit Debnath100% (1)
- MST For Concrete RepairDocument6 pagesMST For Concrete RepairDelta akathehusky100% (1)
- Dr. Bugs Tan ADIPEC Conference PaperDocument23 pagesDr. Bugs Tan ADIPEC Conference PaperDr Bugs Tan100% (1)
- PPL Su 2005 PDFDocument11 pagesPPL Su 2005 PDFresp-ect100% (1)
- TSS - Overcoating Document - TSS-X CUT+TI-069-01+Overcoating+an+unknown+coatingDocument5 pagesTSS - Overcoating Document - TSS-X CUT+TI-069-01+Overcoating+an+unknown+coatingRifki Fathurrahman100% (1)
- Repairing & Protective Coating System For Cooling Tower: SP Concare Pvt. LTDDocument6 pagesRepairing & Protective Coating System For Cooling Tower: SP Concare Pvt. LTDAnkita Baban Gavade100% (1)
- Abrasive Blasting COP August 2019Document47 pagesAbrasive Blasting COP August 2019Ian Flynn100% (1)
- Repairing HDG ProductsDocument1 pageRepairing HDG ProductsZMC100% (1)
- Comparisons of Epoxy Technology For Protective Coatings and Linings in Wastewater Facilities PDFDocument6 pagesComparisons of Epoxy Technology For Protective Coatings and Linings in Wastewater Facilities PDFarthurms325100% (1)
- Interline 955 Performance Test Data ForDocument2 pagesInterline 955 Performance Test Data ForMehman Nasibov100% (1)
- 001CorrosionArticleAntiCorrosionTechWEIQ PDFDocument3 pages001CorrosionArticleAntiCorrosionTechWEIQ PDFJACK100% (1)
- Commented - FZV Painting Specification-2019Document41 pagesCommented - FZV Painting Specification-2019Raj100% (1)
- Shapeshell - Steel Structure Painting Technical Specification 2020-02-10 PDFDocument4 pagesShapeshell - Steel Structure Painting Technical Specification 2020-02-10 PDFmorisPas encore d'évaluation
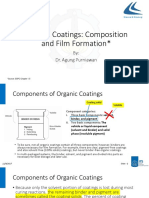
- Slide 10.1 - Organic Coatings - Composition and Film Formation - v1Document24 pagesSlide 10.1 - Organic Coatings - Composition and Film Formation - v1Yulia Puspa Dewi100% (1)
- History Thermal SprayingDocument5 pagesHistory Thermal Sprayingmaverick_cvc100% (1)
- Predicting The Effect of Relative HumidityDocument11 pagesPredicting The Effect of Relative HumidityhascherePas encore d'évaluation
- Performance Test Report - Novaguard 890 PDFDocument2 pagesPerformance Test Report - Novaguard 890 PDFPeter Callán100% (1)
- 1protective Coatings Application Unit 5Document220 pages1protective Coatings Application Unit 5Denis Ryan100% (1)
- Interzinc 72 Performance Test Data For: Zinc Rich Epoxy PrimerDocument2 pagesInterzinc 72 Performance Test Data For: Zinc Rich Epoxy PrimerShakir Ahmed Kalkundri100% (1)
- Corrosion TheoryDocument10 pagesCorrosion Theory7amada11100% (1)
- NclUni Lect1 1103Document49 pagesNclUni Lect1 1103Dino Peduto100% (1)
- Flooring Options For High Traffic Areas: Presented By: Jayson L. Helsel, P.E. KTA-Tator, IncDocument50 pagesFlooring Options For High Traffic Areas: Presented By: Jayson L. Helsel, P.E. KTA-Tator, IncJayesh100% (1)
- Fouling Release Coatings Combat Fouling: Power Generation & Water Treatment FacilitiesDocument22 pagesFouling Release Coatings Combat Fouling: Power Generation & Water Treatment Facilitiesthai avvai100% (1)
- Trouble With Coating Structural Concrete: Part IIDocument13 pagesTrouble With Coating Structural Concrete: Part IIHector Aldair Valle Rivera100% (1)
- White Rust and Galvanized Cooling TowersDocument2 pagesWhite Rust and Galvanized Cooling Towersnorrisherrington100% (1)
- Coating To Seawater Cooling Tower Rev 0 27-04-03Document33 pagesCoating To Seawater Cooling Tower Rev 0 27-04-03gururaj100% (1)
- Diffusion of Plasticizer in A Solid Propellant Based On Hydroxyl Terminated PolybutadieneDocument5 pagesDiffusion of Plasticizer in A Solid Propellant Based On Hydroxyl Terminated PolybutadieneJohnny Di SantoPas encore d'évaluation
- 04 DosimetryDocument104 pages04 DosimetryEdmond ChiangPas encore d'évaluation
- Root End Filling MaterialsDocument9 pagesRoot End Filling MaterialsRuchi ShahPas encore d'évaluation
- Stability TestDocument28 pagesStability TestjobertPas encore d'évaluation
- My LH Cover LetterDocument3 pagesMy LH Cover LetterAkinde FisayoPas encore d'évaluation
- Volcanic SoilsDocument14 pagesVolcanic SoilsVictor Hugo BarbosaPas encore d'évaluation
- Task 3: New - HTMLDocument12 pagesTask 3: New - HTMLGONELA SAI LOKESH (RA2011028010100)Pas encore d'évaluation
- Organic Food Business in India A Survey of CompaniDocument19 pagesOrganic Food Business in India A Survey of CompaniShravan KemturPas encore d'évaluation
- 2012 Karshaniya YavaguDocument4 pages2012 Karshaniya YavaguRANJEET SAWANTPas encore d'évaluation
- Pediatric Infectious DiseasesDocument3 pagesPediatric Infectious DiseasesAiri FirdausiaPas encore d'évaluation
- Complete DaikinDocument11 pagesComplete DaikinAGNIDEEP BAIDYAPas encore d'évaluation
- Auditing BasicsDocument197 pagesAuditing BasicsMajanja AsheryPas encore d'évaluation
- Metro Depot: (Aar 422) Pre-Thesis SeminarDocument3 pagesMetro Depot: (Aar 422) Pre-Thesis SeminarSri VirimchiPas encore d'évaluation
- Packing List For GermanyDocument2 pagesPacking List For GermanyarjungangadharPas encore d'évaluation
- 2009-04-CEN-TC121 N1574 Working Programme CEN TC 121Document28 pages2009-04-CEN-TC121 N1574 Working Programme CEN TC 121Manuel ValentePas encore d'évaluation
- The Roti Canai StoryDocument5 pagesThe Roti Canai StoryDr Bugs TanPas encore d'évaluation
- 56257375851Document3 pages56257375851Anneliese FernandesPas encore d'évaluation
- AromatherapyDocument15 pagesAromatherapymurrmurrePas encore d'évaluation
- GCGM PDFDocument11 pagesGCGM PDFMiguel Angel Martin100% (1)
- CN Blue Love Rigt Lyrics (Romanized)Document3 pagesCN Blue Love Rigt Lyrics (Romanized)Dhika Halet NinridarPas encore d'évaluation
- Jungbluth Main Catalogue-LanacDocument60 pagesJungbluth Main Catalogue-LanacMilenkoBogdanovicPas encore d'évaluation
- Bhagavatam English Chapter 10bDocument22 pagesBhagavatam English Chapter 10bsrimatsimhasaneshwarPas encore d'évaluation
- Stamp 07 eDocument6 pagesStamp 07 eDumitru TuiPas encore d'évaluation
- Pamphlet On Arrangement of Springs in Various Casnub Trolleys Fitted On Air Brake Wagon PDFDocument9 pagesPamphlet On Arrangement of Springs in Various Casnub Trolleys Fitted On Air Brake Wagon PDFNiKhil GuPtaPas encore d'évaluation
- A B&C - List of Residents - VKRWA 12Document10 pagesA B&C - List of Residents - VKRWA 12blr.visheshPas encore d'évaluation
- CIT 811 TMA 4 Quiz QuestionDocument3 pagesCIT 811 TMA 4 Quiz QuestionjohnPas encore d'évaluation
- Kimberly Jimenez Resume 10Document2 pagesKimberly Jimenez Resume 10kimberlymjPas encore d'évaluation
- State of The Art in Research On MicrogridsDocument36 pagesState of The Art in Research On MicrogridsDulal MannaPas encore d'évaluation
- Test Bank For Body Structures and Functions 11th Edition Ann ScottDocument27 pagesTest Bank For Body Structures and Functions 11th Edition Ann Scottpellucidutter.uka6lr100% (38)
- Detailed Lesson Plan (DLP) Format: Learning Competency/iesDocument1 pageDetailed Lesson Plan (DLP) Format: Learning Competency/iesErma JalemPas encore d'évaluation
- Ofsaai Ic 72 E22351 01Document312 pagesOfsaai Ic 72 E22351 01Mohamed AbrarPas encore d'évaluation
- An Applied Guide to Water and Effluent Treatment Plant DesignD'EverandAn Applied Guide to Water and Effluent Treatment Plant DesignÉvaluation : 5 sur 5 étoiles5/5 (4)
- Well Control for Completions and InterventionsD'EverandWell Control for Completions and InterventionsÉvaluation : 4 sur 5 étoiles4/5 (10)
- Process Plant Equipment: Operation, Control, and ReliabilityD'EverandProcess Plant Equipment: Operation, Control, and ReliabilityÉvaluation : 5 sur 5 étoiles5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersD'EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersPas encore d'évaluation
- Piping Engineering Leadership for Process Plant ProjectsD'EverandPiping Engineering Leadership for Process Plant ProjectsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Distillation Design and Control Using Aspen SimulationD'EverandDistillation Design and Control Using Aspen SimulationÉvaluation : 5 sur 5 étoiles5/5 (2)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyD'EverandSodium Bicarbonate: Nature's Unique First Aid RemedyÉvaluation : 5 sur 5 étoiles5/5 (21)
- Guidelines for Chemical Process Quantitative Risk AnalysisD'EverandGuidelines for Chemical Process Quantitative Risk AnalysisÉvaluation : 5 sur 5 étoiles5/5 (1)
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlD'EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlÉvaluation : 4 sur 5 étoiles4/5 (4)
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersD'EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsD'EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsPas encore d'évaluation
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsD'EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsPas encore d'évaluation
- The Perfumed Pages of History: A Textbook on Fragrance CreationD'EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationÉvaluation : 4 sur 5 étoiles4/5 (1)
- Fundamentals of Risk Management for Process Industry EngineersD'EverandFundamentals of Risk Management for Process Industry EngineersPas encore d'évaluation
- A New Approach to HAZOP of Complex Chemical ProcessesD'EverandA New Approach to HAZOP of Complex Chemical ProcessesPas encore d'évaluation
- Mastering Biochemistry: A Comprehensive Guide to ExcellenceD'EverandMastering Biochemistry: A Comprehensive Guide to ExcellencePas encore d'évaluation
- Fun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksD'EverandFun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksPas encore d'évaluation
- Fun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksD'EverandFun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksPas encore d'évaluation
- Handbook of Cosmetic Science: An Introduction to Principles and ApplicationsD'EverandHandbook of Cosmetic Science: An Introduction to Principles and ApplicationsH. W. HibbottÉvaluation : 4 sur 5 étoiles4/5 (6)
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionD'EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionPas encore d'évaluation
- High Pressure Phase Behaviour of Multicomponent Fluid MixturesD'EverandHigh Pressure Phase Behaviour of Multicomponent Fluid MixturesPas encore d'évaluation
- Bioinspired Materials Science and EngineeringD'EverandBioinspired Materials Science and EngineeringGuang YangPas encore d'évaluation