Vous aimerez peut-être aussi
- Effect of Multi-Pass SMAW Welding On The Surface HDocument7 pagesEffect of Multi-Pass SMAW Welding On The Surface HYousab CreatorPas encore d'évaluation
- Durability de MST 2014Document19 pagesDurability de MST 2014irfankohaaPas encore d'évaluation
- Microstructural Parameter Controlling Weld Metal Cold CrackingDocument4 pagesMicrostructural Parameter Controlling Weld Metal Cold CrackingSadhasivam VeluPas encore d'évaluation
- Study and Analysis of Spot Welding of Dissimilar Material 1008 Low Carbon Steel-5052 Aluminum AlloyDocument17 pagesStudy and Analysis of Spot Welding of Dissimilar Material 1008 Low Carbon Steel-5052 Aluminum AlloyIJRASETPublicationsPas encore d'évaluation
- The Effects of Welding Processes On Microstructure and Abrasive Wear Resistance For Hardfacing DepositsDocument7 pagesThe Effects of Welding Processes On Microstructure and Abrasive Wear Resistance For Hardfacing DepositsBONFRINGPas encore d'évaluation
- Welding of 5083 Aluminum AlloyDocument6 pagesWelding of 5083 Aluminum AlloyMario MirićPas encore d'évaluation
- Wang2013 DMWDocument34 pagesWang2013 DMWAnand VarmaPas encore d'évaluation
- Friction Stir Welding of Structural Steel S235 and S355Document7 pagesFriction Stir Welding of Structural Steel S235 and S355Ramona SzaboPas encore d'évaluation
- Welding of Twinning-Induced Plasticity Steels: Laı S Mu Jica Roncery, Sebastian Weber and Werner TheisenDocument5 pagesWelding of Twinning-Induced Plasticity Steels: Laı S Mu Jica Roncery, Sebastian Weber and Werner TheisenDenbe SantosPas encore d'évaluation
- Welding and Characterization of 5083 Aluminium Alloy PDFDocument6 pagesWelding and Characterization of 5083 Aluminium Alloy PDFPatricio G. ArrienPas encore d'évaluation
- Strength Quenched and Tempered Steel Weldments PDFDocument12 pagesStrength Quenched and Tempered Steel Weldments PDFRobin GuPas encore d'évaluation
- A Review On Friction Stir Welding of Dissimilar Materials Between Aluminium Alloys To CopperDocument7 pagesA Review On Friction Stir Welding of Dissimilar Materials Between Aluminium Alloys To CopperInternational Journal of Latest Research in Engineering and TechnologyPas encore d'évaluation
- 9% Nickel Steel WeldingDocument11 pages9% Nickel Steel WeldingSridharan ChandranPas encore d'évaluation
- Coated Electrodes or AIS 3Document10 pagesCoated Electrodes or AIS 3John JohnsonPas encore d'évaluation
- Weld Joint Mismatch KoçakDocument17 pagesWeld Joint Mismatch KoçakAlberto HibinoPas encore d'évaluation
- Tensile Armor Wires Submitted To Slow Strain Rate Tests in A Corrosive EnvironmentDocument11 pagesTensile Armor Wires Submitted To Slow Strain Rate Tests in A Corrosive EnvironmentPedro OliveiraPas encore d'évaluation
- 3 13Document8 pages3 13pitoulabetePas encore d'évaluation
- Life Sci JDocument4 pagesLife Sci Jmuhammadf SardarPas encore d'évaluation
- 03 23814 MvolaDocument13 pages03 23814 MvolaDanem HalasPas encore d'évaluation
- v1 CoveredDocument50 pagesv1 Coveredyawarhussain367Pas encore d'évaluation
- Brahmin Belkessa - X52-2205 SMAWDocument9 pagesBrahmin Belkessa - X52-2205 SMAWWaris Nawaz KhanPas encore d'évaluation
- 2019 Effect of Heat Input On Weld Formation and Tensile Properties in Keyhole Mode TIG Welding ProcessDocument15 pages2019 Effect of Heat Input On Weld Formation and Tensile Properties in Keyhole Mode TIG Welding ProcessStephen PanPas encore d'évaluation
- Materials: Microstructure and Charpy Impact Toughness of A 2.25Cr-1Mo-0.25V Steel Weld MetalDocument18 pagesMaterials: Microstructure and Charpy Impact Toughness of A 2.25Cr-1Mo-0.25V Steel Weld MetalRami GhorbelPas encore d'évaluation
- Reference 3Document4 pagesReference 3Adnan SaadiPas encore d'évaluation
- 1 s2.0 S2238785420318676 MainDocument13 pages1 s2.0 S2238785420318676 MainAHMED SAMIR ALEMDARPas encore d'évaluation
- Tensile-Shear Fracture Behavior Prediction of High-Strength Steel Laser Overlap WeldsDocument15 pagesTensile-Shear Fracture Behavior Prediction of High-Strength Steel Laser Overlap WeldsJavier oPas encore d'évaluation
- Impact Toughness of High Strength Low AlloyDocument7 pagesImpact Toughness of High Strength Low AlloySPINHRPas encore d'évaluation
- Microstructure and Properties of High Strength Steel Weld MetalsDocument12 pagesMicrostructure and Properties of High Strength Steel Weld MetalsMarcelo Varejão CasarinPas encore d'évaluation
- International Journal of Engineering Research and DevelopmentDocument6 pagesInternational Journal of Engineering Research and DevelopmentIJERDPas encore d'évaluation
- 2019 - Materials Science Forum 964Document12 pages2019 - Materials Science Forum 964Dava GhaniPas encore d'évaluation
- Microstructural and Mechanical Properties of Double-Sided MIG, TIG and Friction Stir Welded 5083-H321 Aluminium AlloyDocument9 pagesMicrostructural and Mechanical Properties of Double-Sided MIG, TIG and Friction Stir Welded 5083-H321 Aluminium AlloydietersimaPas encore d'évaluation
- Effect of Friction Welding Parameters On The Tensile Strength and Microstructural Properties of Dissimilar AISI 1020-A...Document16 pagesEffect of Friction Welding Parameters On The Tensile Strength and Microstructural Properties of Dissimilar AISI 1020-A...azb00178Pas encore d'évaluation
- Effect of Welding Current on Mechanical Properties of Steel WeldsDocument9 pagesEffect of Welding Current on Mechanical Properties of Steel WeldsMuhammad Zuhdi SyihabPas encore d'évaluation
- Failure Mode of Dissimilar Resistance Spot Welds Between Austenitic Stainless and Low Carbon Steels M. Pouranvari, P. Marashi, M. GoodarziDocument6 pagesFailure Mode of Dissimilar Resistance Spot Welds Between Austenitic Stainless and Low Carbon Steels M. Pouranvari, P. Marashi, M. GoodarziNarayanan SubramanianPas encore d'évaluation
- The in Uence of Process Gases in Different Laser-Arc Hybrid Welding ProcessesDocument10 pagesThe in Uence of Process Gases in Different Laser-Arc Hybrid Welding ProcessesKue DroidPas encore d'évaluation
- 10 5923 J Jmea 20150501 05Document10 pages10 5923 J Jmea 20150501 05wajdiPas encore d'évaluation
- GMAW of Creep Resistant SteelsDocument5 pagesGMAW of Creep Resistant SteelsJustin Morse100% (1)
- Weldability Factors for Offshore Steel StructuresDocument8 pagesWeldability Factors for Offshore Steel Structuresபரணி ராஜாளிPas encore d'évaluation
- Friction-Stir Dissimilar Welding of Aluminium Alloy To High Strength Steels - Mechanical Properties and Their Relation To MicrostructureDocument9 pagesFriction-Stir Dissimilar Welding of Aluminium Alloy To High Strength Steels - Mechanical Properties and Their Relation To MicrostructureDany HdzPas encore d'évaluation
- AISI 430 Ferritic Stainless Steel MicrostuctureDocument7 pagesAISI 430 Ferritic Stainless Steel MicrostuctureAid Farhan MaarofPas encore d'évaluation
- An Investigation Into Microstructure and MechanicaDocument10 pagesAn Investigation Into Microstructure and MechanicaGowri Shankar WuritiPas encore d'évaluation
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocument9 pagesEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelAsif HameedPas encore d'évaluation
- 2 67 1623665591 Ijmperdaug20216Document10 pages2 67 1623665591 Ijmperdaug20216TJPRC PublicationsPas encore d'évaluation
- Wang 2011Document7 pagesWang 2011wallisonkennedy014Pas encore d'évaluation
- Dissimilar Welding of Superduplex Stainless SteelHDocument10 pagesDissimilar Welding of Superduplex Stainless SteelHtalthuns camelPas encore d'évaluation
- Effect of Energy Input On Microstructure and Hardness of TIG Welded AISI 430-Ferritic Stainless SteelDocument8 pagesEffect of Energy Input On Microstructure and Hardness of TIG Welded AISI 430-Ferritic Stainless SteelAshish Kumar AgrawalPas encore d'évaluation
- Dissimilar Welding of Stainless Steel To Other MetailsDocument15 pagesDissimilar Welding of Stainless Steel To Other Metailssandeep_kale83Pas encore d'évaluation
- 2014 M. Divya, C.R DasDocument10 pages2014 M. Divya, C.R DasPRATEEK KUMARPas encore d'évaluation
- Fracture Behavior of Heat-A Ected Zone in Low Alloy SteelsDocument8 pagesFracture Behavior of Heat-A Ected Zone in Low Alloy SteelskasoseiPas encore d'évaluation
- Evaluation of pitting and crevice corrosion resistance of weld claddings with different nickel alloysDocument1 pageEvaluation of pitting and crevice corrosion resistance of weld claddings with different nickel alloysN P SrinivasaraoPas encore d'évaluation
- Effect of Heat Treatment On Corrosion Resistance of Friction Stir Welded AA 2024 Aluminum Alloy - Hani Aziz AmeenDocument10 pagesEffect of Heat Treatment On Corrosion Resistance of Friction Stir Welded AA 2024 Aluminum Alloy - Hani Aziz AmeenHani Aziz AmeenPas encore d'évaluation
- 10 1016@j Matchar 2017 01 039Document40 pages10 1016@j Matchar 2017 01 039Taguis VelascoPas encore d'évaluation
- Using Short Hold Times To Mitigate LME Cracking in Electrode Indent of Resistant Spot Welded Third Generation Advanced High Strength SteelDocument20 pagesUsing Short Hold Times To Mitigate LME Cracking in Electrode Indent of Resistant Spot Welded Third Generation Advanced High Strength Steelsongyang hanPas encore d'évaluation
- Electron Microscopy and Microanalysis of Steel Weld Joints After Long Time Exposures at High TemperaturesDocument10 pagesElectron Microscopy and Microanalysis of Steel Weld Joints After Long Time Exposures at High TemperaturesJEANNINA BULEJE CASTILLOPas encore d'évaluation
- Materials Characterization: V. Thomas Paul, S. Saroja, S.K. Albert, T. Jayakumar, E. Rajendra KumarDocument12 pagesMaterials Characterization: V. Thomas Paul, S. Saroja, S.K. Albert, T. Jayakumar, E. Rajendra KumargardenergardenerPas encore d'évaluation
- Weldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructuresDocument8 pagesWeldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructurestheijesPas encore d'évaluation
- RESID. STRESS - Experimental and Numerical Investigations On Residual Stresses in A Multi-Pass Butt-Welded High Strength SM570-TMCPDocument10 pagesRESID. STRESS - Experimental and Numerical Investigations On Residual Stresses in A Multi-Pass Butt-Welded High Strength SM570-TMCPGabriel PaesPas encore d'évaluation
- Quantification of The Local Mechanical Behavior in Dissimilar Metal Welds Using Digital Image Correlation Instrumented Cross-Weld Tensile TestingDocument16 pagesQuantification of The Local Mechanical Behavior in Dissimilar Metal Welds Using Digital Image Correlation Instrumented Cross-Weld Tensile TestingengineeringPas encore d'évaluation
- The Effects of Welding Processes and Microstructure On 3 Body Abrasive Wear Resistances For Hardfacing DepositsDocument10 pagesThe Effects of Welding Processes and Microstructure On 3 Body Abrasive Wear Resistances For Hardfacing DepositstheijesPas encore d'évaluation
- Hydraulic Rock Drill Spec SheetDocument2 pagesHydraulic Rock Drill Spec SheetHerd Iman100% (2)
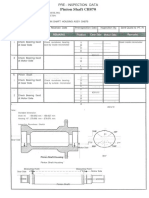
- Pinion shaft pre-inspection dataDocument1 pagePinion shaft pre-inspection dataHerd ImanPas encore d'évaluation
- Future Trends To Pursuit Welding Competence: P. Kah, J. MartikainenDocument8 pagesFuture Trends To Pursuit Welding Competence: P. Kah, J. MartikainenHerd ImanPas encore d'évaluation
- Awst 11 35Document7 pagesAwst 11 35Herd ImanPas encore d'évaluation
- Chain HoistDocument1 pageChain HoistHerd ImanPas encore d'évaluation
- Awst 11 04Document8 pagesAwst 11 04Herd ImanPas encore d'évaluation
- Awst 11 07Document8 pagesAwst 11 07Herd ImanPas encore d'évaluation
- Awst 11 31Document4 pagesAwst 11 31Herd ImanPas encore d'évaluation
- Software Gives Welders Tools to Achieve Quality and ProductivityDocument4 pagesSoftware Gives Welders Tools to Achieve Quality and ProductivityHerd ImanPas encore d'évaluation
- Awst 11 115Document5 pagesAwst 11 115Herd ImanPas encore d'évaluation
- VERTEX 5T Hoist For Converter #3 RelineDocument1 pageVERTEX 5T Hoist For Converter #3 RelineHerd ImanPas encore d'évaluation
- VERTEX 5T Overhead Crane For Product BagDocument1 pageVERTEX 5T Overhead Crane For Product BagHerd ImanPas encore d'évaluation
- Awst 11 94Document5 pagesAwst 11 94Herd ImanPas encore d'évaluation
- Awst 11 Il 02Document8 pagesAwst 11 Il 02Herd ImanPas encore d'évaluation
- Awst 11 112Document9 pagesAwst 11 112Herd ImanPas encore d'évaluation
- New Microsoft Word DocumentDocument2 pagesNew Microsoft Word DocumentHerd ImanPas encore d'évaluation
- PT-MT Kurs NotuDocument300 pagesPT-MT Kurs NotuBahadir TekinPas encore d'évaluation
- Welder Job Application CV SummaryDocument1 pageWelder Job Application CV SummaryHerd ImanPas encore d'évaluation
- Visa Application Form 2012Document2 pagesVisa Application Form 2012Honey OliverosPas encore d'évaluation
- Ultra Sonic Examination Report PT - Imemba ContractorDocument1 pageUltra Sonic Examination Report PT - Imemba ContractorHerd ImanPas encore d'évaluation
- PT BackupDocument7 pagesPT BackupHerd ImanPas encore d'évaluation
- Repotr VickDocument1 pageRepotr VickHerd ImanPas encore d'évaluation
- 1044 Plant Inspection Career Poster April 2014Document1 page1044 Plant Inspection Career Poster April 2014Herd ImanPas encore d'évaluation
- What Every Engineer Should Know About Welding ProceduresDocument13 pagesWhat Every Engineer Should Know About Welding Proceduresarash59_4uPas encore d'évaluation
- (Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Document1 page(Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Ante LukavacPas encore d'évaluation
- Contoh Resume TerbaikDocument3 pagesContoh Resume Terbaikimelya83% (18)
- Twin Heat Module InstructionsDocument1 pageTwin Heat Module InstructionsHerd ImanPas encore d'évaluation
- Loi Arcmart UkraineDocument4 pagesLoi Arcmart UkraineHerd ImanPas encore d'évaluation
- (Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Document1 page(Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Ante LukavacPas encore d'évaluation
- HDPE DGNDocument9 pagesHDPE DGNdsdeshpande100% (1)
- Reading Comprehension Test For Second Year High SchoolDocument8 pagesReading Comprehension Test For Second Year High SchoolKimi ChanPas encore d'évaluation
- Gte Afterburning Lecture NotesDocument3 pagesGte Afterburning Lecture NotesDaniel MkandawirePas encore d'évaluation
- All Charts From The Brain Over Binge Recovery GuideDocument13 pagesAll Charts From The Brain Over Binge Recovery GuideLupita Mora LobacoPas encore d'évaluation
- The Poet's Dream of Nature's PeaceDocument3 pagesThe Poet's Dream of Nature's PeaceMeher KapoorPas encore d'évaluation
- 23 ZTE RAN Sharing Solution 200908Document21 pages23 ZTE RAN Sharing Solution 200908Daniel SeungKyu KimPas encore d'évaluation
- PAES - CompilationDocument245 pagesPAES - CompilationfundalaytPas encore d'évaluation
- MATERIAL SAFETY DATA SHEET FOR DEVELOPER D-78Document4 pagesMATERIAL SAFETY DATA SHEET FOR DEVELOPER D-78Bachrul UlumPas encore d'évaluation
- Gastrointestinal Bleeding: Dr. Székely Hajnal 2nd Department of Internal Medicine 2015/16-IDocument74 pagesGastrointestinal Bleeding: Dr. Székely Hajnal 2nd Department of Internal Medicine 2015/16-ISutisna NisaPas encore d'évaluation
- 550kVA CaterpillarDocument16 pages550kVA CaterpillarfazalmusaferPas encore d'évaluation
- Progress Report-4Document20 pagesProgress Report-4api-613937515Pas encore d'évaluation
- Eves, Howard, (BF) Great Moments in Mathematics Before 1650Document283 pagesEves, Howard, (BF) Great Moments in Mathematics Before 1650Federico100% (1)
- Empedocles FR 17Document12 pagesEmpedocles FR 17Hablemos de FilosofíaPas encore d'évaluation
- Module 1 Intro SCMDocument20 pagesModule 1 Intro SCMluz_ma_6Pas encore d'évaluation
- Books of DreamsDocument359 pagesBooks of DreamsJennifer LarsonPas encore d'évaluation
- Rahu Shani in 10th HouseDocument3 pagesRahu Shani in 10th HouseBruce WaynePas encore d'évaluation
- Evaluation of Tool Wear in EPB Tunneling of Tehran Metro, Line 7 ExpansionDocument27 pagesEvaluation of Tool Wear in EPB Tunneling of Tehran Metro, Line 7 Expansionস্বপ্নচারী স্বপ্নচারীPas encore d'évaluation
- Nguyên Lý MARKETINGDocument22 pagesNguyên Lý MARKETINGThảo An TrịnhPas encore d'évaluation
- Major Assiignment A - The Brisbane Metro (Balvinder Singh Gill)Document4 pagesMajor Assiignment A - The Brisbane Metro (Balvinder Singh Gill)Gill BalvinderPas encore d'évaluation
- Maintain Training FacilitiesDocument25 pagesMaintain Training FacilitiesLiezelPas encore d'évaluation
- New Microsoft Office Word DocumentDocument6 pagesNew Microsoft Office Word Documentkhengarsadiya99Pas encore d'évaluation
- Thrive Strongman ProgramDocument6 pagesThrive Strongman Programahmed z falahPas encore d'évaluation
- Pointwatch Eclipse Pirecl Infrared Hydrocarbon Gas DetectorDocument2 pagesPointwatch Eclipse Pirecl Infrared Hydrocarbon Gas DetectorEstefanía DomínguezPas encore d'évaluation
- Compact and Medium Hammer BrochureDocument12 pagesCompact and Medium Hammer BrochureMMM-MMMPas encore d'évaluation
- Crude Oil Commodity Trading Performance 2012Document82 pagesCrude Oil Commodity Trading Performance 2012Rajesh Kumar SubramaniPas encore d'évaluation
- Using The Multimeter (Sinhala Medium) 2003-SepDocument20 pagesUsing The Multimeter (Sinhala Medium) 2003-SepGfgf VwxPas encore d'évaluation
- Who Wants To Be A Millionaire? Modern Medicine Quiz: How Much Money Can You Win?Document3 pagesWho Wants To Be A Millionaire? Modern Medicine Quiz: How Much Money Can You Win?Dafydd HumphreysPas encore d'évaluation
- Sacrament of Holy EucharistDocument28 pagesSacrament of Holy EucharistRommel Cojo JocsonPas encore d'évaluation
- Atswa QaDocument400 pagesAtswa QaMelody OkunugaPas encore d'évaluation
- IMO Model Course 1.21 Personal Safety and Social Responsibilities, 2016 EditionDocument81 pagesIMO Model Course 1.21 Personal Safety and Social Responsibilities, 2016 Editionirwandi lendra100% (1)