Vous aimerez peut-être aussi
- Heat Rate of Thermal Power PlantDocument15 pagesHeat Rate of Thermal Power Plantsameer betal100% (1)
- Draft, Performance indicators, efficiency evaluation of furnaces and boilersDocument59 pagesDraft, Performance indicators, efficiency evaluation of furnaces and boilersmujeebmehar100% (3)
- Indian BOE Coaching Services: Gujarat BOE-2016 Paper-2 (Boiler Engg-2) SolutionDocument7 pagesIndian BOE Coaching Services: Gujarat BOE-2016 Paper-2 (Boiler Engg-2) SolutionAlok DoshiPas encore d'évaluation
- Maintaining Boiler Water Quality (35 charactersDocument3 pagesMaintaining Boiler Water Quality (35 characterskcp1986Pas encore d'évaluation
- BoilerpptDocument11 pagesBoilerpptFarhan SiddiquiPas encore d'évaluation
- Plant Efficiency & Heat Rate: 482.8 Mkcal/hr 420 Mkcal/hr 180.6 Mkcal/hr 172 Mkcal/hrDocument51 pagesPlant Efficiency & Heat Rate: 482.8 Mkcal/hr 420 Mkcal/hr 180.6 Mkcal/hr 172 Mkcal/hrkousikthiraviarajPas encore d'évaluation
- Blowdown Economizer CalculationDocument2 pagesBlowdown Economizer CalculationSajjad AhmedPas encore d'évaluation
- Blow Down Calculation For BoilerDocument3 pagesBlow Down Calculation For BoilerCarla RodriguesPas encore d'évaluation
- General Boiler InfoDocument14 pagesGeneral Boiler InfoHossam KhalilPas encore d'évaluation
- Introduction To Boilers: Submitted To: Dr. Vivekananda Vivekananda Submitted By: Archee Gupta Kartik SinoliyaDocument23 pagesIntroduction To Boilers: Submitted To: Dr. Vivekananda Vivekananda Submitted By: Archee Gupta Kartik SinoliyaKARTIK SINOLIYAPas encore d'évaluation
- Training ReportPDF PDFDocument42 pagesTraining ReportPDF PDFAman RajPas encore d'évaluation
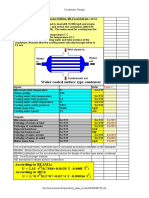
- Condenser DesignDocument2 pagesCondenser DesignRahul ChandrawarPas encore d'évaluation
- Lec 6 Combustion of Liquid and Solid FuelsDocument51 pagesLec 6 Combustion of Liquid and Solid FuelsEli EliPas encore d'évaluation
- Waste Heat RecoveryDocument37 pagesWaste Heat Recoveryommech2020Pas encore d'évaluation
- Cooling Tower Calc Efficiency Under 40Document4 pagesCooling Tower Calc Efficiency Under 40Maman HakimPas encore d'évaluation
- Boiler Efficiency Improvement Through Analysis of Losses PDFDocument5 pagesBoiler Efficiency Improvement Through Analysis of Losses PDFTambun BerdikariPas encore d'évaluation
- Boiler Efficiency-An AnalysisDocument18 pagesBoiler Efficiency-An AnalysisDebasish ChowdhuryPas encore d'évaluation
- 1.5 NPS RecuperatorDocument7 pages1.5 NPS RecuperatorAnonymous pVoSWn8yh0Pas encore d'évaluation
- Boiler CombustionDocument20 pagesBoiler CombustionAnand SwamiPas encore d'évaluation
- Furnaces in Power BoilerDocument34 pagesFurnaces in Power BoilerMohammed AzharuddinPas encore d'évaluation
- Steam BookDocument98 pagesSteam BooklightsonsPas encore d'évaluation
- Single Effect Evaporation (SEE) ProcessesDocument28 pagesSingle Effect Evaporation (SEE) ProcessesAl- Dhaheri0% (1)
- Pump Manual - Single Plunger AmbicaDocument24 pagesPump Manual - Single Plunger AmbicaHimTex /JaswinderPas encore d'évaluation
- HRSGDocument24 pagesHRSGsathishsggsPas encore d'évaluation
- Flue Gas AnalysisDocument12 pagesFlue Gas AnalysisMadhavanIcePas encore d'évaluation
- BB VerticalTrayDeaerator Jan11Document16 pagesBB VerticalTrayDeaerator Jan11GHEZELASHEGHIPas encore d'évaluation
- D.A.Steam Load CalculatorDocument2 pagesD.A.Steam Load CalculatorHarwi PatiPas encore d'évaluation
- CondenserDocument52 pagesCondenserIgor CardosoPas encore d'évaluation
- CFBC Boiler Bed MaterialDocument2 pagesCFBC Boiler Bed MaterialmkoelrealPas encore d'évaluation
- Cornish BoilerDocument2 pagesCornish Boileranmolkasera100% (1)
- Boiler EfficiencyDocument28 pagesBoiler Efficiencybzkizo_sbbPas encore d'évaluation
- Design of Boiler Forced Draft FanDocument5 pagesDesign of Boiler Forced Draft FanAu TagolimotPas encore d'évaluation
- Tugas BoilerDocument33 pagesTugas BoilerAgus Dwi Nurcahyo JemberPas encore d'évaluation
- Boiler Efficiency Combustion EfficiencyDocument8 pagesBoiler Efficiency Combustion EfficiencyBelalNorPas encore d'évaluation
- Evaporation & Evaporators: Prepared By:-Kuldeep BhattDocument26 pagesEvaporation & Evaporators: Prepared By:-Kuldeep BhattKuldeep BhattPas encore d'évaluation
- Cornish BoilerDocument4 pagesCornish BoilerKhuram IqbalPas encore d'évaluation
- SC13003-0000-49D1-0020 - Nitrogen Purge System Process Flow Diagram-Rev.03Document1 pageSC13003-0000-49D1-0020 - Nitrogen Purge System Process Flow Diagram-Rev.03Dwi Mulyanti DwimulyantishopPas encore d'évaluation
- CFBC & PFBC Technology OverviewDocument18 pagesCFBC & PFBC Technology OverviewomiitgPas encore d'évaluation
- Saudi Kayan Incinerator C Operation GuideDocument12 pagesSaudi Kayan Incinerator C Operation GuideArjun Shantaram ZopePas encore d'évaluation
- YOSHIMINE WASTE HEAT RECOVERY BOILERSDocument12 pagesYOSHIMINE WASTE HEAT RECOVERY BOILERSardiansyahhandikaPas encore d'évaluation
- Efficient Furnace Operation1Document7 pagesEfficient Furnace Operation1patrik710Pas encore d'évaluation
- Sugarcane ComputeDocument12 pagesSugarcane ComputeJun Burias Padilla100% (1)
- Boiler CalculationsDocument16 pagesBoiler CalculationshuliplayPas encore d'évaluation
- Water Circulation SystemDocument31 pagesWater Circulation SystemSaurav Kumar0% (1)
- Efficiency-Boiler & TGDocument21 pagesEfficiency-Boiler & TGAnand SwamiPas encore d'évaluation
- Boost Boiler Efficiency Through Performance EvaluationDocument32 pagesBoost Boiler Efficiency Through Performance EvaluationMuthu Kumar100% (1)
- Steam Plant FundamentalsDocument228 pagesSteam Plant FundamentalsMark Allen San Antonio100% (1)
- Boiler Technology Exam PapersDocument9 pagesBoiler Technology Exam PaperssaurabhshinePas encore d'évaluation
- Energy Efficient Opearation of BoilersDocument44 pagesEnergy Efficient Opearation of BoilersBorivoj Stepanov100% (1)
- Vdocuments - MX Boiler Book Cleaver BrooksDocument1 391 pagesVdocuments - MX Boiler Book Cleaver BrooksTecnico A Lazaro CardenasPas encore d'évaluation
- SITONG Quotation of 3ton and 5ton Natural Gas Steam Boiler - 20221217Document22 pagesSITONG Quotation of 3ton and 5ton Natural Gas Steam Boiler - 20221217TabzirtPas encore d'évaluation
- Properties of Steam Numericals v2Document32 pagesProperties of Steam Numericals v2Saurabh R Shah100% (4)
- The Indian Boilers Act 1923Document16 pagesThe Indian Boilers Act 1923Anand Swami100% (1)
- Fuel Savings and Efficiency CalculatorDocument6 pagesFuel Savings and Efficiency Calculatorrajayu20002724Pas encore d'évaluation
- Boiler UtilizationDocument24 pagesBoiler UtilizationLarisa Viorica FlorianPas encore d'évaluation
- Combustion Analysis Basics: Tune-Up Procedure-Using An Electronic Combustion AnalyzerDocument19 pagesCombustion Analysis Basics: Tune-Up Procedure-Using An Electronic Combustion AnalyzerTin Aung KyiPas encore d'évaluation
- Clearstone II Appendix IIIDocument233 pagesClearstone II Appendix IIIrezaPas encore d'évaluation
- Boiler Efficiency and CombustionDocument12 pagesBoiler Efficiency and Combustionhafidhrahadiyan2Pas encore d'évaluation
- Boiler Tune Auto ReportDocument55 pagesBoiler Tune Auto ReportValiPas encore d'évaluation
- Combustion Control Strategies for Boiler EfficiencyDocument72 pagesCombustion Control Strategies for Boiler EfficiencyRantau SilalahiPas encore d'évaluation
- 4-2 Isentropic Flow Through NozzlesDocument25 pages4-2 Isentropic Flow Through NozzlesAlif Nur FirdausPas encore d'évaluation
- Evaluating The Condition & Remaining Life of Older Power PlantsDocument7 pagesEvaluating The Condition & Remaining Life of Older Power PlantsAlif Nur FirdausPas encore d'évaluation
- Risk MGT For NPPDocument88 pagesRisk MGT For NPPlengyianchua206Pas encore d'évaluation
- FBC BoilersDocument8 pagesFBC Boilerssk3146Pas encore d'évaluation
- ASME Codes - 2nd Edition PDFDocument59 pagesASME Codes - 2nd Edition PDFAlif Nur FirdausPas encore d'évaluation
- SRV NoiseDocument7 pagesSRV NoisebbmokshPas encore d'évaluation
- Install and Maintain Pressure Seal Gate ValvesDocument6 pagesInstall and Maintain Pressure Seal Gate ValvesAlif Nur FirdausPas encore d'évaluation
- Tables - TechnicalProperties - EN 10088 PDFDocument24 pagesTables - TechnicalProperties - EN 10088 PDFeugenio.gutenbertPas encore d'évaluation
- 5000 TOEFL Words PDFDocument36 pages5000 TOEFL Words PDFPrudhveeraj Chegu100% (2)
- 936 - BOK - Apr Dec 2017 - Final 12 05 2016Document3 pages936 - BOK - Apr Dec 2017 - Final 12 05 2016syedabudhakirPas encore d'évaluation
- NERC Standard of Capacity Factor Steam Power Plant 100mw - Penelusuran GoogleDocument2 pagesNERC Standard of Capacity Factor Steam Power Plant 100mw - Penelusuran GoogleAlif Nur FirdausPas encore d'évaluation
- Listening and Structure Pre-Tests and Jurus SolutionsDocument10 pagesListening and Structure Pre-Tests and Jurus SolutionsAlif Nur FirdausPas encore d'évaluation
- Flow RateDocument2 pagesFlow RateAlif Nur FirdausPas encore d'évaluation
- NERC S Penelusuran GoogleDocument2 pagesNERC S Penelusuran GoogleAlif Nur FirdausPas encore d'évaluation
- API Creep RuptureDocument3 pagesAPI Creep RuptureRavi Raj100% (1)
- Field Balancing Large Rotating MachineryDocument26 pagesField Balancing Large Rotating MachineryShantanu SamajdarPas encore d'évaluation
- Energy Performance Assessment of Boilers: Boiler Efficiency by Direct MethodDocument19 pagesEnergy Performance Assessment of Boilers: Boiler Efficiency by Direct MethodAlif Nur FirdausPas encore d'évaluation
- Boiler Emissions Gas Vs Oil Rev103108withCO2Document9 pagesBoiler Emissions Gas Vs Oil Rev103108withCO2Alif Nur FirdausPas encore d'évaluation
- Flywheel Energy Storage SystemDocument51 pagesFlywheel Energy Storage SystemTony AppsPas encore d'évaluation
- (3.06) 41.0814.3 Draft SystemDocument46 pages(3.06) 41.0814.3 Draft SystemAlif Nur FirdausPas encore d'évaluation
- Boiler TubeDocument3 pagesBoiler TubeAlif Nur FirdausPas encore d'évaluation
- Avesta MA 253Document2 pagesAvesta MA 253Alif Nur FirdausPas encore d'évaluation
- Example Time Period Comparison: How Do I Do This From Scratch?Document2 pagesExample Time Period Comparison: How Do I Do This From Scratch?Alif Nur FirdausPas encore d'évaluation
- Developments in Circulating Fluidised Bed Combustion - ccc219Document60 pagesDevelopments in Circulating Fluidised Bed Combustion - ccc219ujjawalbhojawalaPas encore d'évaluation
- ME304 Data SheetDocument1 pageME304 Data SheetAlif Nur FirdausPas encore d'évaluation
- Lower and Higher Heating Values of Gas Liquid and Solid FuelsDocument1 pageLower and Higher Heating Values of Gas Liquid and Solid FuelsNikunj PipariyaPas encore d'évaluation
- Boiler Tube Research (Re-Heater) Part 2Document2 pagesBoiler Tube Research (Re-Heater) Part 2Alif Nur FirdausPas encore d'évaluation
- Willans LineDocument3 pagesWillans LineAlif Nur FirdausPas encore d'évaluation
- Literature Review: Forced Draft and Induced Draft FansDocument6 pagesLiterature Review: Forced Draft and Induced Draft FansAlif Nur FirdausPas encore d'évaluation
- Nursing ProcessDocument88 pagesNursing ProcessGerard On LinePas encore d'évaluation
- Mohit Chakrabarti - Value Education - Changing PerspectivesDocument79 pagesMohit Chakrabarti - Value Education - Changing PerspectivesDsakthyvikky100% (1)
- Project Equipment Load AnalysisDocument54 pagesProject Equipment Load Analysisrajeshmk2002100% (6)
- Organizational Development and EvaluationDocument22 pagesOrganizational Development and EvaluationFransisca RosalinPas encore d'évaluation
- Preview-9780429675119 A38620781Document53 pagesPreview-9780429675119 A38620781Milton Alexandre ZiehlsdorffPas encore d'évaluation
- Energies: Review of Flow-Control Devices For Wind-Turbine Performance EnhancementDocument35 pagesEnergies: Review of Flow-Control Devices For Wind-Turbine Performance Enhancementkarthikeyankv.mech DscetPas encore d'évaluation
- 6.1 Calculation of Deflection: 1) Short Term Deflection at Transfer 2) Long Term Deflection Under Service LoadsDocument7 pages6.1 Calculation of Deflection: 1) Short Term Deflection at Transfer 2) Long Term Deflection Under Service LoadsAllyson DulfoPas encore d'évaluation
- Katsina Polytechnic Lecture Notes on History and Philosophy of Science, Technology and MathematicsDocument33 pagesKatsina Polytechnic Lecture Notes on History and Philosophy of Science, Technology and MathematicsHamisu TafashiyaPas encore d'évaluation
- Mains Junior Assistant GSMA - 232021Document81 pagesMains Junior Assistant GSMA - 232021RaghuPas encore d'évaluation
- Four Ball EPDocument5 pagesFour Ball EPu4sachinPas encore d'évaluation
- Slippery? Contradictory? Sociologically Untenable? The Copenhagen School RepliesDocument10 pagesSlippery? Contradictory? Sociologically Untenable? The Copenhagen School RepliesDaniel CorrentePas encore d'évaluation
- Volume 5 Issue 1Document625 pagesVolume 5 Issue 1IJAET Journal0% (1)
- EEG Signal Classification Using K-Means and Fuzzy C Means Clustering MethodsDocument5 pagesEEG Signal Classification Using K-Means and Fuzzy C Means Clustering MethodsIJSTEPas encore d'évaluation
- Energy Engineering SyllabusDocument49 pagesEnergy Engineering SyllabusKarthiik88Pas encore d'évaluation
- What Is The Procedure For Graceful Shutdown and Power Up of A Storage System During Scheduled Power OutageDocument5 pagesWhat Is The Procedure For Graceful Shutdown and Power Up of A Storage System During Scheduled Power OutageNiraj MistryPas encore d'évaluation
- Chapter 3Document12 pagesChapter 3Raymond LeoPas encore d'évaluation
- Case StudyDocument5 pagesCase StudyTanzila khanPas encore d'évaluation
- GITAM Guidelines For MBA Project Work - 2018Document6 pagesGITAM Guidelines For MBA Project Work - 2018Telika RamuPas encore d'évaluation
- Desktop HDD, Processors, and Memory DocumentDocument13 pagesDesktop HDD, Processors, and Memory DocumentsonydearpalPas encore d'évaluation
- Create Login Application In Excel Macro Using Visual BasicDocument16 pagesCreate Login Application In Excel Macro Using Visual Basicfranklaer-2Pas encore d'évaluation
- Microsoft Word - JOB DESCRIPTION Staff AccountantDocument2 pagesMicrosoft Word - JOB DESCRIPTION Staff Accountantanon-634050100% (3)
- ACL-PDC-01 - Rev01 (Procurement Document Control)Document3 pagesACL-PDC-01 - Rev01 (Procurement Document Control)Mo ZeroPas encore d'évaluation
- SDS WD-40 Aerosol-AsiaDocument4 pagesSDS WD-40 Aerosol-AsiazieyzzPas encore d'évaluation
- Organizational Change & Development - VIL2021 - 22Document3 pagesOrganizational Change & Development - VIL2021 - 22Rahul TRIPATHIPas encore d'évaluation
- Design TheoryDocument2 pagesDesign Theoryhamidreza mohseniPas encore d'évaluation
- VnDoc - Tải tài liệu, văn bản pháp luật, biểu mẫu miễn phíDocument7 pagesVnDoc - Tải tài liệu, văn bản pháp luật, biểu mẫu miễn phíStranger NonamePas encore d'évaluation
- Planets Classification Malefic and BeneficDocument3 pagesPlanets Classification Malefic and Beneficmadhu77Pas encore d'évaluation
- 1 Crisp Projects: Erode Salem Madurai Trichy Kochi Bengaluru CoimbatoreDocument20 pages1 Crisp Projects: Erode Salem Madurai Trichy Kochi Bengaluru CoimbatoreKathir VelPas encore d'évaluation
- Research Proposal of SheepDocument37 pagesResearch Proposal of SheepDabalo Garama67% (3)
- PGSuperDocument71 pagesPGSuperVietanh PhungPas encore d'évaluation