Académique Documents
Professionnel Documents
Culture Documents
Gestión de Calidad FINAL PDF
Transféré par
nlunaTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Gestión de Calidad FINAL PDF
Transféré par
nlunaDroits d'auteur :
Formats disponibles
GESTIN DE CALIDAD
CICLO: VII
MATERIA: Gestin de Calidad
CATEDRTICO: Ing. Alfredo Antonio Callejas
TEMA:
ALUMNO:
Cristina del Carmen Magaa Cea
2012-02458
Carmen Lucia Navarrete Martnez
2013-02358
Manuela Elizabeth Rivera Rico
2012-01963
Oscar Ernesto Castro Mendoza
2012-02755
Fecha de entrega:
GESTIN DE CALIDAD
Ing. Alfredo Callejas
NDICE
Capitulo
Pagina
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Introduccin
La gestin de la calidad es una filosofa de gestin empresarial que considera
inseparables las necesidades del cliente y las metas de la empresa, asegura eficacia
mxima dentro de la empresa y afianza el liderazgo comercial mediante la puesta en
funcionamiento de procesos y de sistemas que favorecen la excelencia, al tiempo que
impiden los errores y aseguran que todas las metas se logren sin despilfarrar esfuerzos.
La introduccin de la calidad a un sistema pone al cliente como el foco de toda su actividad
siendo el grado en que un conjunto de caractersticas inherentes (a un producto o
servicio) cumple con los requisitos, destacando que dentro de estos requisitos, las
necesidades y expectativas del cliente cobran un rol fundamental.
Un proceso productivo, es aquel conjunto de elementos, personas y acciones, que
transforman materia prima y/o brindan servicios de cualquier ndole; es decir que le agrega
algn tipo de valor extra. Es muy importante dominar el proceso a partir de cada uno de sus
componentes, y a partir de estos obtener el resultado deseado, entre estos componentes
estn:
Materia Prima
Mano de obra
Mtodo de Trabajo
Maquinas
Medio Ambiente
Mtrica
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Objetivos
Objetivo General
Aprovechar las normas de una estructura organizacional dentro de un Plan de Gestin de la
Calidad, en la cual se jerarquizan tanto los niveles directivos como los de gestin;
estructuracin de las responsabilidades de los individuos y de los departamentos; los
procedimientos que resultarn del plan destinado a controlar las acciones de la organizacin
y sus procesos de produccin.
Objetivos especficos
Establecer por medio de la gestin de calidad, conjunto de normas correspondientes
a una organizacin, vinculadas entre s y a partir de las cuales la empresa u
organizacin en cuestin podr administrar de manera organizada la calidad de la
misma.
Enfocar los procesos hacia la mejora continua de la calidad.
Identificar Planes de Control que detallen y apliquen en el proceso de produccin de
la empresa.
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Alcances y Limitaciones
ALCANCES
Con dicho trabajo se pretende indagar el funcionamiento que tiene la empresa
Concentrados El Amigo con respecto a sus p rocesos y ver si estos se realizan
de la manera adecuada.
Se analizar a fondo cada proceso realizado en dicha empresa con el fin de verificar los
estndares de calidad para cada uno de ellos y corroborar que no tengan parmetros o
indicadores que incidan negativamente en sus productos mediante un plan de control y un
estudio sobre Anlisis Modal de Fallos y Efectos.
Otro parmetro importante a tocar como grupo son los puntos crticos de los procesos que
nos indicar que tanto riesgo puede tener en cada etapa en la que se desarrolla.
A la vez se procura la verificacin de la capacidad del proceso que realizan en la empresa
segn la muestra que se obtuvo de la produccin en serie de concentrados de Tilapia 28% y
las tolerancias permitidas legalmente por las entidades reguladoras, as como tambin la
verificacin de los pesos del producto a travs de grficos de control que muestran si el
proceso es apto para poder ser vendido a sus clientes.
LIMITACIONES
Una de las principales desventajas que se tuvo para la realizacin del presente trabajo fue la
ubicacin de la empresa Concentrados El Amigo ya que se encuentra en el departamento
de Santa Ana.
Otro limitante para el grupo fue el tiempo para la obtencin de las muestras, ya que la
produccin de Concentrados de Tilapia 28% no se realiza todos los das de la semana si no
que vara segn la demanda que tenga para dicho producto.
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Empresa y su descripcin
FABRICA DE CONCENTRADOS EL AMIGO
La fbrica de Concentrados El Amigo fue fundada por Oscar Alberto Flores Menjvar, hoy en
da es dirigida por l mismo y su familia quienes velan por el funcionamiento y por la
generacin de utilidades de la misma. El Amigo se encarga de la produccin de
concentrados para una amplia variedad de animales de granja y cultivo, cuenta con una
extensa cartera de clientes a nivel nacional los cuales son atendidos por vendedores
especficos para los distintos productos con los que cuenta la empresa.
Se desarrollan concentrados en base a las formulas realizadas por el Licenciado en Zootecnia
Roberto Acevedo, quien cumple el papel de asesor en el rea de produccin y
comercializacin de los concentrados que se realizan en la fbrica. En el rea financiera y
logstica se cuenta con la ayuda del Ingeniero Industrial Oscar Rodas, quien responde por el
ptimo funcionamiento y registro en la planta, ayuda a que las existencias tanto de materia
prima como de producto terminado se mantengan en un nivel ptimo para suplir la demanda
de los clientes.
Su distribucin es a nivel nacional, teniendo clientes directos, distribuidora AGROAMIGO y
siendo ellos mismos consumidores de los productos que fabrican.
La fbrica de concentrados cuenta con diferentes puestos de trabajos entre ellos:
Subdivisin de la fabrica
Empleados
Gerente General
1
Gerente de Produccin
1
Gerente Financiero y logstica
1
Encargado de Bodega
1
Operarios de fabrica
5
Vigilancia
3
Encargado de reparaciones
1
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Organigrama de la Fbrica
Dueo
Oscar Alberto Flores
Gerente General
Oscar Rodas
Gerente de
Produccin
Gerente Financiero y
logistica
Lic. Roberto Acevedo
Encargado de
Bodega
Ing. Oscar Rodas hijo
Operarios de
fabrica
Distribuidores
Producto
La Fbrica de concentrados El Amigo posee una gama amplia de productos (concentrados),
que ellos realizan para diferentes animales agrcolas en cada una de las etapas de
crecimientos de estos.
Animal
Etapas
- Pollo de Inicio desde nacimiento hasta 21
das de edad.
- Finalizador de engorde desde los 22 das
hasta el mercado.
- Iniciador desde el nacimiento hasta 8
semanas de edad.
- Crecimiento, de 8 semanas hasta 15
semanas de edad.
- Pre-postura, de las 15 semanas de edad
hasta que las aves tienen el 5 % de
Pollo de Engorde
Ave de Postura
Gallina de Postura
GESTIN DE CALIDAD
Cerdo
Ing. Alfredo Callejas
Pre iniciador
Iniciador
Crecimiento
Finalizador o de
Engorde
Cerdas Gestantes
Cerdo Reproductores
Iniciador o Starter
Crecimiento
Novillas
Vaca
Vaquilla
Vaca en Produccin
(lechero)
Caballo
Potrillo
Equino adulto
Inicio
Tilapia
Desarrollo
Engorde
produccin se puede dar entre 18 o 20
semanas.
- Concentrado de Postura fase 1, desde el
5% de produccin hasta cuando alcanza el
pico mximo de produccin (35 - 40
semanas).
- Concentrado de Postura fase 2, que va
desde el pico de produccin hasta las 52
60 semanas de edad.
- 21 das hasta el destete 28 das.
- Desde el destete hasta 60 das de edad.
- Desde 60 hasta 100 das de edad.
- De 100 das hasta que llega al mercado
(150-180 das).
- Solo a la cerdas Preadas, en su etapa de
prees (este dura 115 das promedio).
- Cerdos reproductores seleccionados para
que reproduzcan (desde los 6 meses hasta
los dos o tres aos de edad del cerdo).
- Terneros desde el nacimiento hasta 3
meses de edad.
- Terneros de 3 meses hasta 12 meses de
edad.
- Desde los 12 meses de edad hasta que las
novillas quedan preadas (a las 18 o 24
meses de edad).
- Desde el momento de la prees hasta el
momento del parto (dura 9 meses este
estado).
- Del Parto hasta que vuelven a quedar
preadas (dos meses despus del parto en
adelante).
- Desde que nace hasta que est en
capacidad de reproducirse.
- Etapa de adulto del caballo.
- Es el de 38% de protena, ente dos a tres
meses de edad.
- Es el de 32% de protena, desde los 2 o 3
meses de edad hasta los 5 o 6 meses.
- Es de 28% de protena, desde los 5 o 6
meses hasta el mercado.
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Para el desarrollo de este trabajo nos enfocaremos en la Produccin del Concentrado de
Tilapia 28% (Etapa de Engorde).
Descripcin Tcnica del Producto
La fbrica de concentras El amigo maneja cada uno de los diferentes productos que fabrica
por la estandarizacin de la formula segn la presentacin, etapa y animal de granja; esto
conlleva que cada producto posea ingredientes definidos en diversidad de cantidades segn
la necesidad nutricional requerida.
Tilapia 28% (Etapa de Engorde, Pellets)
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Ingredientes:
Harina de pescado
Harina de soya
Harina de trigo
Harina de maz amarillo
DGGS
Sal comn
Levadura
Mycostop
Pecutrin vitaminado
Vitamina A, D3, E, B1, B6
Ncleo
Anlisis Garantizado
Humedad mx.
12%
Protenas crudas mn. 28%
Fibra cruda mx.
3%
Grasa mn.
3%
Calcio mn. 1%
Fsforo mn. 0.9%
10
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Listado de Mtricas:
Aumento de peso: 2-4 libras
Tiempo de alimentacin: 2-3 meses
Duracin del producto: 3 meses
Humedad: < 15%
Precio: < $50
Cantidad de sustancias que puedan provocar enfermedades: 0
Descripcin de la situacin con respecto a la calidad
En General:
Limpieza completa una vez por mes.
Limpieza corta al final del da.
Mantenimiento una vez por ao.
Envasado plstico.
Ventilacin inadecuada (No hay extractores de aire).
Poca exigencia del uso de los instrumentos de seguridad industrial.
Mtodo Correctivo.
Producto:
Comprobacin de la frmula del concentrado (anlisis garantizado) cada seis meses.
No hay calibracin adecuada de bsculas digitales.
No hay divisin adecuada del trabajo.
Frmula establecida por quintales.
11
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Ficha Tcnica
Nombre comn:
Concentrado para tilapia 28% (Etapa de Engorde)
Generalidades:
Es un producto que resulta de la combinacin de varios
componentes entre ellos harina con los cuales se pretende dar los
nutrientes necesarios a los peces que estn en su etapa de inicio,
desarrollo o engorde.
Cualidades :
El producto brinda los nutrientes necesarios y adecuados a la fase
de desarrollo de las tilapias.
Descripcin fsica:
Es de una textura lisa y de fcil digestin, tiene una forma
cilndrica pequea denominada Pellet el cual permite que este
flote, siendo de distintos tamaos segn la edad o desarrollo de la
tilapia.
Produccin mensual:
1500 qq.
Condiciones de
Sanidad:
Normas de Sanidad.
Empaque y rotulado:
El empaque deber estar sellado y marcado y cumplir con los
requerimientos de sanidad.
Transporte:
Camiones adecuados a la actividad
Productora:
Concentrados Agroamigo
Duracin:
3 meses aprox.
Recomendaciones:
Consumir en los quince das despus de haber abierto el saco y
suministrar a las tilapias el concentrado de acuerdo a su etapa de
vida
Presentacin:
Sacos o bultos de quintales (1500 qq mensuales)
Requisitos del
producto:
El producto debe cumplir con la composicin registrada y
garantizada ante la autoridad competente.
El alimento deber tener olor y color caracterstico.
Caractersticas del
producto:
Humedad mxima 12%
Protena crudas min 28%
Fibra cruda max 3%
Grasa min 3%
Calcio min 1%
Fosforo min 0.9%
12
GESTIN DE CALIDAD
Ing. Alfredo Callejas
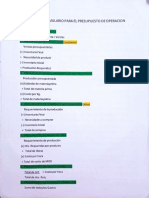
PROCESAMIENTO DEL PRODUCTO
Diagrama de procesos del Producto
13
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Identificacin de riesgos del producto
En la Fbrica de concentrados El Amigo, se observ los siguientes puntos de riesgos en su
produccin de Concentrado de Tilapia:
Proceso
Riesgo
Cantidad de vapor introducida a mezcla
Estruzado
Horno
Mucho Vapor, aumenta la humedad.
Poco Vapor, reduce la humedad.
Mucho Vapor, dificultad de secado.
Poco Vapor, sobrecalentado del Pellet.
Mucho Vapor, deterioro con mayor facilidad del
producto.
Poco Vapor, quemado.
Producto Final
Empaque
Sacos de Platico
Permite que la humedad del producto se mantenga
dentro del empaque y facilita la capacidad de
enmohecerse de este.
ESTRUZADO
Proceso
Vapor Introducido a la mezcla
Mucho
Vapor
Riesgo
Aumenta
la
Humedad
Poco
Vapor
Dificultad
de Secado
del Pellet
Probabilidad alta de que el
producto se deteriore con
mayor facilidad
14
Disminucin
de la
Humedad
El Pellet
sobrecalenta
do en horno
GESTIN DE CALIDAD
Ing. Alfredo Callejas
EMPAQUE
Sacos de Platico
La humedad del
producto se mantiene
dentro del empaque
Facilita la capacidad
de enmohecer al
Producto
15
GESTIN DE CALIDAD
Ing. Alfredo Callejas
JUSTIFICACIN DE PUNTOS CRTICOS
PC = Punto de Control
PCC = Punto de Control Critico
Operacin
Etapa del Proceso
Riesgo Potencial
Recibir y pesar la
cantidad indicada de
materia prima
Que las
proporciones de
cada materia prima
que componen el
concentrado
corresponda a
frmula establecida.
Triturar materia
prima en molino
Los componentes
de la materia prima
no sean triturados
adecuadamente.
Mezclar materia
triturada en
mezcladora
Lo obtenido de la
trituradora no
pueda ser mezclado
de manera
homognea.
Afecta
al
Cliente?
Si
No
No
16
Afecta a
la
Empresa?
Si
Si
Si
PC/PCC
Por qu?
PCC
Se categoriza como un Punto de
Control Critico, porque se requiere
que se cumplan las proporciones
de materia prima para suplir con
las necesidades nutricionales.
PC
Se categoriza como un Punto de
Control no Critico, porque la
materia prima debe de estar con
las triturado en las mismas
proporciones.
PC
Se categoriza como un Punto de
Control no Critico, porque se
necesita que la mezcla de todos los
componentes sea homognea es
decir que sea una sola.
GESTIN DE CALIDAD
Operacin
Ing. Alfredo Callejas
Etapa del Proceso
Riesgo Potencial
Estrusar por medio
de inyeccin de vapor
La inyeccin de
vapor no sea la ms
idnea para el
proceso de
Estrusado.
Pasar el concentrado
por dados para
hacerlo tiras y cortar
en tamao de pellet
Los dados no estn
ubicados
debidamente.
Cocer pellets en
horno de coccin
Que la humedad del
producto no sea
reducida
completamente.
Tostar pellets en
horno tostador
El pellet quedara
tostado/quemado
en su superficie o
de manera total.
Afecta
al
Cliente?
Si
No
Si
Si
17
Afecta a
la
Empresa?
Si
Si
Si
Si
PC/PCC
Por qu?
PCC
Se categoriza como un Punto de
Control Critico, porque si la
cantidad de vapor no es la
adecuada ser difcil procesar la
humedad del material resultante.
PC
Se categoriza como un Punto de
Control no Critico, porque el
resultado en forma y tamao de la
mezcla no sera acorde el
estandarizado.
PCC
Se categoriza como un Punto de
Control Critico, porque si el
concentrado no tiene la coccin
adecuada perdera su mayor
cualidad (que flote).
PCC
Se categoriza como un Punto de
Control Critico, porque al tostar o
quemar el pellets no sera idneo
para el consumo de este producto.
GESTIN DE CALIDAD
Operacin
10
Ing. Alfredo Callejas
Etapa del Proceso
Riesgo Potencial
Enfriar pellets en
Bandas de
enfriamiento
El enfriamiento no
reduzca la
temperatura de los
pellets despus del
proceso de tostado.
Empacar pellets en
sacos de un quintal o
102 lbs
Error al momento
del empaque.
Incluir
especificaciones del
concentrado y sellar
sacos con selladoras
manual
No se haga un
sellado correcto en
los sacos con el
producto final y no
poner las
especificaciones
correctas.
Afecta
al
Cliente?
No
Si
No
18
Afecta a
la
Empresa?
Si
Si
Si
PC/PCC
Por qu?
PC
Se categoriza como un Punto de
Control no Critico, porque debido a
esto se tendra que aumentar el
tiempo de espera antes de
empaquetar el producto final.
PCC
Se categoriza como un Punto de
Control Critico, porque un error en
el empaque implicara que no se
estn cumpliendo con las
especificaciones del producto final
que es ofrecido a los clientes.
PC
Se categoriza como un Punto de
Control, porque si el sellado no es
el idneo el producto final perdera
sus propiedades rpidamente y no
poner las especificaciones
correctas perjudicara la imagen de
la empresa.
GESTIN DE CALIDAD
Ing. Alfredo Callejas
PLAN DE CONTROL DEL PRODUCTO
Cdigo: AL-2012-11-2248
Edicin: 0
Plan de control
Prototipo
Pre-Serie
Produccin
Fecha: 29/03/2015
Cliente: Agroamigo
Denominacin del producto: Concentrado para Tilapia (Engorde - 28%)
Preparado por: Fabrica de concetrado El Amigo
Revisado por: Ing. Oscar Rodas Jr.
Aprobado: Ing. Oscar Rodas
Flujo de proceso
Mtodos
Caractersticas
Mquina
Tipo
Reaccin a situacin anomala
Frecuencia o tamao Mtodo de anlisis
N
Operacin
Parmetro
Especificacin Tcnica de evaluacin
de la muestra
Recibir y pesar la cantidad
Bscula
Peso
C
100 lb
Muestra
5 / 100 quintales
3/5 no cumplen Devolver la materia prima.
1
indicada de materia prima
2 Triturar materia prima
Molino
N/A
S
/
/
/
/
/
3 Mezclar materia triturada
Mezcladora
Tiempo
S No revelada
/
/
/
/
Estrusar por medio de
Tuberas e
Temperatura C
75 C
Medicin
C / 2 horas
Usando un
Calibrar termmetro; apartar el lote
4 inyeccin de vapor
inyector
termmetro
una vez terminado y esperar a que la
humedad se pierda antes de sellarlo.
Hacer tiras y cortar en
Dados
Medida de
S
7 mm
Medida estndar
1 vez por ao
Calibrar dados nuevamente.
5 tamao de pellet
los dados
6
7
8
Cocer los pellet
Tostar los pellet
Enfriar los pellet
Empacar en sacos de 1
Quintal
Incluir especificaciones del
10
concentrado y sellar
9
Horno de
coccin
Temperatura
85 C
Programacin y
Medicin
C / 2 horas
Usando un
termmetro
Reprogramar la temperatura y
verificar antes del siguiente lote.
Horno tostador Temperatura
85 C
C / 2 horas
Usando un
termmetro
/
Reprogramar la temperatura y
verificar antes del siguiente lote.
/
Bscula
Se deja el saco en espera para ser
llenado con el siguiente lote.
/
Bandas de
enfriamiento
Manual
Velocidad
200 RPM
Programacin y
Medicin
Programacin
Peso
102 lb
Medicin
Selladora
Manual
N/A
Tipo de caracterstica: C= Crtico; S= Significativa
1 vez al da
C / que se termina
el proceso
/
Pgina 1 de 1
19
GESTIN DE CALIDAD
Ing. Alfredo Callejas
MODELO A.M.F.E.
Operacin
Recibir y pesar la cantidad
indicada de materia prima
Modo
A.M.F.E. Concentrado para Tilapia 32%
Fallo
Efecto
Causa
Recibir materia prima en mal
estado o contaminada
Retrasa y/o detiene
el proceso
El producto final
sera defectuoso
Error en la compaa
distribuidora
Recibir la cantidad incorrecta Retrasa y/o detiene Error en pedido o en la
de materia prima
el proceso
compaa distribuidora
Triturar materia prima
en molino
Mezclar materia triturada en
mezcladora
Estrusar por medio de
inyeccin de vapor
Se daa el molino
objeto extrao fue
Producto final
introducido al molino
defectuoso
Retrasa y/o detiene
Falta de
Molino daado
el proceso
mantenimiento
Se daa la
Materia prima no fue
mezcladora
Mezcladora obstruida
correctamente
Producto final
triturada
defectuoso
Retrasa y/o detiene
Falta de
Mezcladora daada
el proceso
mantenimiento
El producto final es
Operario inyecta
Se inyecta demasiado vapor
demasiado hmedo
demsiado vapor
Molino obstruido
Controles
actuales
ndices
O D NPR
No hay
48
Bscula
40
No hay
45
Engrasado todas
las noches
72
No hay
45
72
160
Engrasado todas
las noches
Revisin de
temperatura
Pgina 1 de 2
20
GESTIN DE CALIDAD
Operacin
Pasar el concentrado por
dados para hacerlo tiras y
cortar en tamao de pellet
Ing. Alfredo Callejas
Modo
A.M.F.E. Concentrado para Tilapia 32%
Fallo
Efecto
Causa
Dado incorrecto
Dados mal regulados
Cocer pellets en horno
de coccin
Temperatura errnea
Tostar pellets en horno
tostador
Temperatura errnea
Enfriar pellets en Bandas de
enfriamiento
Velocidad incorrecta
Empacar pellets en sacos de
un quintal o 102 lbs
Pesos incorrectos
Incluir especificaciones del
10 concentrado y sellar sacos con
selladoras manual
Mal sellado
Pellets de tamao
incorrecto
Falta de atencin al
comenzar el proceso
Pellets de tamao
Falta de calibracin
incorrecto
Pellets no cumplen
Programacin
especificaciones
incorrecta
alimenticias
Pellets no cumplen
Programacin
especificaciones
incorrecta
alimenticias
Pellet demasiado
Programacin
calientes para ser
incorrecta
empacados
Genera prdidas a la
empresa o genera
Bscula mal calibrada
descontento de
parte de los clientes
Producto final sale
de la bolsa
Selladora daada
ndices
O D NPR
40
48
Programacin
cada 2 horas
80
Programacin
cada 2 horas
80
Programacin
cada 2 horas
12
Calibracin
peridica y con
medida patron
56
No hay
24
Controles
actuales
Revisin
completa de las
piezas
Calibracin cada
cierto tiempo
Pgina 2 de 2
21
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Criterios de modelo A.M.F.E.
Gravedad
Criterios
Gravedad
No es grave, no afecta el
propsito del producto
Poca gravedad, el desempeo
del producto se ve reducido
imperceptiblemente
Gravedad media, el
desempeo se ve reducido a
nivel perceptible
Gravedad alta, el rendimiento
se ve reducido
considerablemente
Gravedad
muy alta, el
producto no cumple en
absoluto con el propsito
1- 2
3- 4
5- 6
7- 8
9 - 10
Ocurrencia
Ocurrencia
Improbable (1/1000000)
Poco probable (1/10000)
Probable (1/1000)
Muy probable (1/100)
Con certeza(1/10)
Criterios
1- 2
3- 4
5- 6
7- 8
9 - 10
Deteccin
Es imperceptible
Se necesita mucha atencin
para notarlo
Perceptible
Se necesita poca atencin
para notarlo
Se detecta fcilmente la falla
Criterios
9 - 10
Deteccin
22
7- 8
5- 6
3- 4
1- 2
GESTIN DE CALIDAD
Ing. Alfredo Callejas
CARTA DE CONTROL DE PROCESO
Carta de Control Concentrado de Tilapia 28%, etapa de Engorde
Tamao =1?
Variables?
Tamao <10?
Qu carta
usar?
Defectuoso
Atributos?
Unidades
defectuosas
Para el Proceso de Produccin de Concentrado para Tilapia 28%, etapa Engorde, se
identific, que dentro del proceso de produccin se puede analizar la variacin de los pesos
al momento de empaque dentro de los sacos como Producto Terminado.
Identificando que estas son caractersticas Variables, es decir datos medibles por su peso.
Los diferentes tipos de Cartas de Control por variables a los cuales el proceso puede aplicar
son:
Carta
Descripcin
Campo de Aplicacin
X y R- R
Medias y Rangos
Control de caractersticas individuales.
X y R- S
Medias y Desviacin
estndar
Control de caractersticas individuales.
Individuales
Control de un proceso con datos variables.
I MR
23
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Estas cartas las podemos aplicar, tomando en cuenta que se realizara para el proceso de
llenado de sacos de concentrado de tilapia 28%, y la toma de los datos es por medio de la
medicin de los pesos de cada uno de los sacos despus de ser llenado.
El proceso tiene una especificacin por parte de la empresa, puesto que se ofrece como
medida 1 qq (100 lbs.) al cliente; pero tomando en cuenta que el producto maneja un
margen de reduccin del peso por la humedad que contiene el producto; en el proceso de
llenado, la Fabrica especifica dentro de su proceso, llenar cada saco con 102 lbs.
Se utilizara la CARTA DE CONTROL INDIVIDUALES I-RM
Cmo se obtuvieron los datos?
La muestra de los 150 pesos en sacos de Concentrados de Tilapia 28% se obtuvieron
mediante muestras aleatorias de la produccin en una de las visitas tcnicas realizadas a la
empresa.
Primeramente los datos se obtuvieron por medio de una balanza digital que mostraba al
operario los pesos de cada saco, ya que a la hora del proceso de etiquetado de cada
producto los operarios encargados verifican el cumplimiento y parmetros establecidos
para los pesos de cada producto, en el grupo de trabajo se dividieron las actividades, dos
integrantes se dedicaron a la observacin de los datos que brindaba la balanza y otros dos
a la anotacin de las mismas hasta llegar a la cantidad establecida. Finalmente se realizaron
los clculos pertinentes presentados en pginas posteriores.
De los 150 datos que se tomaron, 3 resultaron estar fuera de los lmites de control
especficos del proceso, por lo que al momento de realizar la Carta de Control de
Variables Individuales I Rm, estos datos se quitaron y se trabajaron con los 147 datos
restantes.
24
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Carta de Control Para Variables Individuales
Pgina 1
25
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Carta de Control Para Variables Individuales
Pgina 2
26
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Carta de Control Para Variables Individuales
GRAFICO DE CONTROL POR VARIABLES
Grafica de Control: Concentrado EL AMIGO
Indent. Parte: Concentrado de Tilapia etapa de engorde 28%
Metodo de Verificacin: Pesado
52
53
54
55
56
Muestra 51
Peso (lbs) 102.53 102.95 102.47 101.63 102.84 102.58
Media
102.52 102.52 102.52 102.52 102.52 102.52
LS
104.78 104.78 104.78 104.78 104.78 104.78
LI
100.20 100.20 100.20 100.20 100.20 100.20
Dept./Area: Llenado
Ident. Operacin: Llenado de sacos
Valor Nominal: 102 lbs
57
102.81
102.52
104.78
100.20
58
103.21
102.52
104.78
100.20
59
103
102.52
104.78
100.20
60
102.69
102.52
104.78
100.20
61
102.14
102.52
104.78
100.20
Indemt. Grafica: GCA-GCV-1-03
Caracteristica:
Tolerancia: 2
62
101.49
102.52
104.78
100.20
63
102.58
102.52
104.78
100.20
64
102.97
102.52
104.78
100.20
65
102
102.52
104.78
100.20
66
102.1
102.52
104.78
100.20
67
100.9
102.52
104.78
100.20
68
102.77
102.52
104.78
100.20
69
101.85
102.52
104.78
100.20
70
103.18
102.52
104.78
100.20
71
102.94
102.52
104.78
100.20
72
102.81
102.52
104.78
100.20
73
102.55
102.52
104.78
100.20
74
103.81
102.52
104.78
100.20
75
101.48
102.52
104.78
100.20
Grfico de Variable
106
105
104
103
102
101
100
99
98
97
51
52
53
54
55
56
57
58
59
60
61
62
Peso (lb s)
63
64
Media
LS
65
66
67
68
69
70
71
72
73
74
75
LI
Pgina 3
27
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Carta de Control Para Variables Individuales
Pgina 4
28
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Carta de Control Para Variables Individuales
Pgina 5
29
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Carta de Control Para Variables Individuales
Pgina 6
30
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Carta de Control Para Variables Individuales
Grfico de control Concentrado de Tilapia 28%
106
105
104
103
102
101
100
1
4
7
10
13
16
19
22
25
28
31
34
37
40
43
46
49
52
55
58
61
64
67
70
73
76
79
82
85
88
91
94
97
100
103
106
109
112
115
118
121
124
127
130
133
136
139
142
145
99
Peso (lbs)
Media
31
LS
LI
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Procedimiento para aplicar la Carta de Control para Variables
Individuales
La Carta de Control para variables individuales, se realiz con los datos tomados de manera
individual uno a uno y analizando estos.
Del proceso de Concentrado de Tilapia se tomaron 150 muestras, de una misma jornada de
trabajo, tomando los valores uno despus del otro, al momento del llenado (este se tom
al momento de verificacin del operario del peso final del saco).
Procedimiento
Paso 1:
Colectar los datos, son el resultado de la medicin de las caractersticas del producto, los
cuales fueron registrados.
Paso 2:
Calcular el promedio del grupo de datos y la desviacin estndar de la muestra.
Calculo del Promedio:
=
Paso 3:
Calcular los lmites de control
Lmite Superior: + 3.09
Lmite Inferior: 3.09
Paso 4:
Trazar la grfica de control
Paso 5:
Analizar la grfica de control
32
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Interpretacin de la Carta de Control para Variables Individuales
La interpretacin de la Carta de control se hace al momento de analizar los datos obtenidos
dentro del Grafico.
Los datos tienen una fluctuacin entre los valores de los lmites de control.
En esta carta se pudo observar que: NO muestra un punto fuera de los lmites de
control, por lo cual el proceso NO se encuentra fuera de control.
Por el tamao de la muestra no se aprecia la fluctuacin completa del proceso.
33
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Anlisis de la Capacidad de Proceso
Una necesidad muy frecuente en los procesos consiste en evaluar la variabilidad y tendencia
central de una caracterstica de calidad, para as compararla con sus especificaciones de
diseo. La capacidad de proceso es el grado de aptitud que tiene un proceso para cumplir
con las especificaciones tcnicas deseadas.
Cuando la capacidad de un proceso:
Es alta, se dice que el proceso es capaz
Cuando se mantiene estable a lo largo del tiempo, se dice que el proceso est bajo
control
Cuando no ocurre esto se dice que el proceso no es adecuado para el trabajo o
requiere de inmediatas modificaciones.
Mientras los procesos no sufran modificaciones o reajustes, para evaluar su capacidad suele
recurrirse a algunas de las siete herramientas de la calidad, tales como:
Histogramas
Grficos de control
Planillas de inspeccin
Cuando el proceso se ve modificado, por ejemplo con la implementacin de una nueva
mquina, o con un reajuste de mtodos, debe efectuarse un estudio de ndices de
capacidad.
Se proceder entonces a hacer un estudio de la capacidad de los pesos en sacos de
Concentrados de Tilapia 28%.
PROCEDIMIENTO PARA APLICAR LA CAPACIDAD DEL PROCESO
El principal requerimiento para iniciar con un estudio de aptitud del proceso consiste en
que ste se encuentre estadsticamente estable. Adems se precisa que:
Las mediciones individuales del proceso se comporten siguiendo una distribucin
normal.
Las especificaciones de ingeniera representen con exactitud los requerimientos de
los clientes.
34
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Cuando se han identificado desviaciones en el comportamiento estadstico de las
mediciones de alguna caracterstica de calidad, la evaluacin de la capacidad del proceso
inicia despus de que en las grficas de control las causas especiales han sido identificadas,
analizadas y corregidas.
El Cp compara el ancho de las especificaciones (tolerancia) con la amplitud de la variacin
(dispersin natural) del proceso. S la variacin del proceso es mayor que la amplitud de las
especificaciones, entonces el Cp es menor que 1, lo que sera evidencia de que no se
est cumpliendo con las especificaciones. S el Cp es mayor que 1 es una evidencia de que
el proceso es potencialmente capaz de cumplir con las especificaciones.
PRIMER PASO:
El primer paso realizado entonces es definir la caracterstica de calidad en este caso es el
peso en libras de sacos de Concentrados de Tilapia 28% la cual se supone que es aleatoria y
continua y con tendencia a una distribucin normal.
SEGUNDO PASO:
Se consider que el proceso est bajo control estadstico, que la variabilidad se debe
solamente a un sistema constante de causas aleatorias. La fluctuacin que se ver reflejada
en el histograma de frecuencias puede cuantificarse a la desviacin estndar del mismo,
con la cual se puede calcular los lmites de tolerancia natural del proceso mediante las
formulas
LCS=
+ 3
LCI=
- 3
Estos lmites no pueden fijarse voluntariamente ya que depende del proceso y de las
variables no controlables del mismo. Generalmente se toma un rango para la fluctuacin
natural de las seis sigmas.
TERCER PASO:
Los lmites de especificacin del producto son fijados voluntariamente por el cliente o por
el fabricante que en este caso es 102. Estos constituyen entonces un requisito a cumplir
por el producto y no deben confundirse en ningn caso con los lmites de control o con los
lmites de tolerancia natural del proceso.
35
GESTIN DE CALIDAD
Ing. Alfredo Callejas
CUARTO PASO:
Por ltimo se calcula el CP (capacidad del proceso) mediante la frmula:
Cp=
donde = desviacin estandar
REALIZACIN PARA CONCENTRADOS DE TILAPIA 28%
Los 150 datos de pesos representados en frecuencias se muestran en la siguiente
tabla:
Nmero
100.3
100.5
100.8
100.9
101.0
101.2
101.3
101.4
101.5
101.6
101.7
101.8
101.9
102.0
102.1
102.2
102.3
102.4
Conteo
1
2
2
2
1
1
1
3
3
3
1
2
6
7
8
3
6
8
Nmero
102.5
102.6
102.7
102.8
102.9
103.0
103.1
103.2
103.3
103.5
103.6
103.7
103.8
103.9
104.0
104.1
104.2
Total
Conteo
10
9
15
12
10
7
1
6
1
4
1
2
5
3
1
2
1
150
Habiendo tabulado dichos datos, se realizaron los clculos representativos
mencionados anteriormente y sus resultados fueron:
36
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Sumatoria
15378.07
Promedio
102.5
Sigma
0.768909
LCS
104.8
LCI
100.2
LSE
104
LIE
100
CP
0.86702935
Cabe recordar que se tiene que realizar la sumatoria de cada dato para poder obtener un
promedio confiable de la caracterstica en estudio, luego por medio de frmula matemtica
se saca sigma y los datos de lmites de control naturales del proceso.
El histograma donde se ve representado cada dato se muestra a continuacin.
37
GESTIN DE CALIDAD
Ing. Alfredo Callejas
HISTOGRAMA DE FRECUENCIAS 1
38
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Interpretacin de la capacidad del proceso
Habiendo realizado los clculos sobre la capacidad del proceso se procede a hacer dicha
interpretacin.
El Cp se utiliza para conocer y tomar decisiones sobre el proceso dependiendo de su
valor, es el tipo de proceso y la decisin que debe de tomarse. La siguiente tabla nos
muestra la interpretacin cualitativa del ndice Cp.
Nuestra capacidad del proceso nos brinda un valor de 0.86 por lo que segn los datos
contenidos en la tabla anterior se concluye que el proceso no es adecuado para el trabajo,
es decir se necesita un anlisis del proceso ya que requiere modificaciones serias para
alcanzar una calidad satisfactoria. Se toma en cuenta que tambin los resultados obtenidos
en el histograma de frecuencia, los lmites de control y de especificacin no estn acorde a
los valores normales para una capacidad de proceso con seis sigma.
Cuando se determina que el proceso no es apto para producir las unidades dentro de las
especificaciones establecidas deben adoptarse diversas medidas, dentro de las que se
encuentran:
Mejorar el proceso
Cambiar el proceso por uno mejor
Cambiar la especificacin (No recomendado)
Redisear el producto
39
GESTIN DE CALIDAD
Ing. Alfredo Callejas
Inspeccionar al 100% (Ineficiente)
Obtener una desviacin o permiso de aceptacin (Temporal)
Dejar de hacer el producto (No recomendado).
En este caso como es una empresa en continuo crecimiento se podra proponer Mejorar el
proceso o cambiar algn detalle o paso crtico por uno ms adecuado. Se debe tomar en
cuenta las caractersticas elementales para analizar los fallos de un proceso que son las tan
conocidas 6M.
En base a estas caractersticas, las fallas ms frecuentes se deben a:
Medicin: ya que los operarios llenan los sacos de forma emprica y las mediciones
no siempre las realizan adecuadamente.
Medio ambiente: la temperatura que se da en la zona de trabajo es muy variada por
lo que la humedad de los sacos es cambiante y eso afecta en el peso final de los
sacos.
40
GESTIN DE CALIDAD
Ing. Alfredo Callejas
41
GESTIN DE CALIDAD
Ing. Alfredo Callejas
CONCLUSIONES
Luego de haber analizado cada una de las etapas del proceso de Concentrados de Tilapia
28% y cada uno de los indicadores implicados en ellos se concluye que la empresa tiene
ndices de crecimiento econmico y estructural a futuro y en cada parte presentan ciertas
anomalas propias de una empresa en crecimiento, unas de carcter crtico y otros de
carcter menor, por lo que se deben ejecutar modificaciones para poder brindar un mejor
producto a sus clientes teniendo en cuenta que deben llevar las especificaciones correctas
y tolerancias que son elementales para un resultado ptimo y satisfactorio.
Se concluye tambin que la empresa al poseer algunos procesos deficientes, el aumento de
riesgos es mayor por lo que pueden perjudicar las ventas para con sus clientes.
Habiendo analizado la capacidad de proceso se obtuvo un valor fuera de rango de las seis
sigma por lo que se determina que no es el adecuado para el trabajo que realiza la empresa,
ya que existen varios factores que no son tomados en consideracin rigurosamente para el
proceso como lo son las mediciones, el medio ambiente, mtodo, maquinaria, operario, etc.
42
GESTIN DE CALIDAD
Ing. Alfredo Callejas
RECOMENDACIONES GENERALES PARA LA EMPRESA
Se detect la necesidad que la empresa mantenga un mejor control de sus productos y sus
especificaciones por medio de las herramientas como plan de control, anlisis modal de fallas
y efectos y que estos se ejecuten peridicamente segn el tiempo que ellos consideren
necesario abordarlo.
Otro punto que la empresa debe considerar es la evaluacin de los riesgos que se presentan
a diario y la forma en cmo se retoma cada uno de ellos, si se les da un seguimiento adecuado
o no considerar los puntos necesarios.
Se recomienda que sus procesos estn debidamente identificados y plasmados mediantes
diagramas para poder hacer un anlisis exhaustivo de los problemas que surgen
identificando las causas y parte implicadas, as como la capacitacin a los operarios para
conocer a profundidad las ventajas y desventajas que pueden surgir del proceso y la manera
correcta de optimizar la productividad disminuyendo los productos no conforme.
43
Vous aimerez peut-être aussi
- Gestión de CalidadDocument45 pagesGestión de CalidadnlunaPas encore d'évaluation
- Decisiones EticasDocument16 pagesDecisiones EticasnlunaPas encore d'évaluation
- Pegado de PlasticosDocument76 pagesPegado de PlasticosJuliePas encore d'évaluation
- Amargo Remedio EuropaDocument4 pagesAmargo Remedio EuropanlunaPas encore d'évaluation
- Modelo BiascaDocument3 pagesModelo BiascanlunaPas encore d'évaluation
- Pegado de PlasticosDocument76 pagesPegado de PlasticosJuliePas encore d'évaluation
- Pegado de PlasticosDocument76 pagesPegado de PlasticosJuliePas encore d'évaluation
- Prob 4Document2 pagesProb 4nlunaPas encore d'évaluation
- Metodo de Mallas y NodosDocument11 pagesMetodo de Mallas y NodosgreinnyPas encore d'évaluation
- Manual Apuntes y Ejercicios Circuitos Electricos IDocument48 pagesManual Apuntes y Ejercicios Circuitos Electricos Ihusmaster2593% (14)
- Resumen FAD Ex FinalDocument4 pagesResumen FAD Ex FinalnlunaPas encore d'évaluation
- Notacion KendallDocument2 pagesNotacion KendallGeorge CamposPas encore d'évaluation
- Yellow BELT Test DAYPODocument4 pagesYellow BELT Test DAYPOFranceli Pascual Leon100% (1)
- Tarea Cap. 5, Ejercicios 5-4Document4 pagesTarea Cap. 5, Ejercicios 5-4Dirgni RabocPas encore d'évaluation
- SCRUMDocument31 pagesSCRUMJose PabloPas encore d'évaluation
- CASOS PRACTICOS SEMANA 12 yDocument12 pagesCASOS PRACTICOS SEMANA 12 yLuzmila HuatayPas encore d'évaluation
- Informe Caso Hank Kolb PDFDocument20 pagesInforme Caso Hank Kolb PDFARLEN AGUIRRE DONAPas encore d'évaluation
- Presupuestos (Como Hacerlo)Document8 pagesPresupuestos (Como Hacerlo)Michell AlvaradoPas encore d'évaluation
- Jovana Nikolić Marica DašićDocument16 pagesJovana Nikolić Marica DašićRocio Román CasafrancaPas encore d'évaluation
- Apuntes de Costos IIIDocument44 pagesApuntes de Costos IIIGUSTAVO CANTOPas encore d'évaluation
- Opex SMDocument23 pagesOpex SMasuncion ramirezPas encore d'évaluation
- Guia 2 Presupuesto de Producción - Materia PrimaDocument9 pagesGuia 2 Presupuesto de Producción - Materia PrimaCesar Luis SERRANO CAMPOSPas encore d'évaluation
- El ProductoDocument37 pagesEl Productoelvis hidalgoPas encore d'évaluation
- Matriz de aspectos e impactos ambientales de instalaciones eléctricasDocument17 pagesMatriz de aspectos e impactos ambientales de instalaciones eléctricasVictor Jesus Morales PuentePas encore d'évaluation
- Diagrama de Procesos PMBOKDocument1 pageDiagrama de Procesos PMBOKAlexis Ezequiel Ramirez100% (1)
- Informe Lean ConstructionDocument18 pagesInforme Lean ConstructionJordy Juan Ascencio Abarca100% (1)
- Horario P.E - Industrias Alimentarias 2022-I Oficial (VV)Document20 pagesHorario P.E - Industrias Alimentarias 2022-I Oficial (VV)JŁųž Æ ĆřPas encore d'évaluation
- Trabajo Final Tr2: 1. Información GeneralDocument12 pagesTrabajo Final Tr2: 1. Información GeneralKimyPas encore d'évaluation
- Guardado Con Autorrecuperación de Documento1Document4 pagesGuardado Con Autorrecuperación de Documento1Karla Graciela Tellez SanchezPas encore d'évaluation
- Directorio de Expositores ECyL2019Document60 pagesDirectorio de Expositores ECyL2019OmarEsparza100% (3)
- Plan Tecnologia Mecanica 2 PDFDocument6 pagesPlan Tecnologia Mecanica 2 PDFGeorge CisnerosPas encore d'évaluation
- ISO90012015 Parte 1 PDFDocument50 pagesISO90012015 Parte 1 PDFGabrielPas encore d'évaluation
- Rendimiento Laboral en El TrabajoDocument16 pagesRendimiento Laboral en El TrabajoPabloMasias SolanoPas encore d'évaluation
- Manual SGC ISO 9001Document35 pagesManual SGC ISO 9001Jose Condori MendozaPas encore d'évaluation
- Justo A TiempoDocument8 pagesJusto A TiempoJorge Luis Condori TallacaguaPas encore d'évaluation
- Cap 4-Diseño Del ProductoDocument55 pagesCap 4-Diseño Del ProductoAndres GonzalezPas encore d'évaluation
- AOII Método Agotamiento 1 Exposición Diap.Document25 pagesAOII Método Agotamiento 1 Exposición Diap.Ivan LopezPas encore d'évaluation
- Teoría de Producción y Costos de ProducciónDocument8 pagesTeoría de Producción y Costos de ProducciónORLANDO MEDRAPas encore d'évaluation
- DFM y DFADocument6 pagesDFM y DFAVanesa HuertasPas encore d'évaluation
- Derecho A ExamenDocument4 pagesDerecho A ExamenIsaacPas encore d'évaluation
- Actividad 1.1Document7 pagesActividad 1.1Alejandro CruzPas encore d'évaluation
- ProductividadDocument5 pagesProductividadmannyPas encore d'évaluation