Vous aimerez peut-être aussi
- Not ChingDocument2 pagesNot ChingjjzoranPas encore d'évaluation
- CONVENTIONAL or RAM EDM (DIE SINKER EDM) PDFDocument4 pagesCONVENTIONAL or RAM EDM (DIE SINKER EDM) PDFjjzoranPas encore d'évaluation
- Conventional or Ram Edm (Die Sinker Edm)Document4 pagesConventional or Ram Edm (Die Sinker Edm)jjzoranPas encore d'évaluation
- Induction HeatingDocument5 pagesInduction HeatingjjzoranPas encore d'évaluation
- Room Temperature: Water inDocument1 pageRoom Temperature: Water injjzoranPas encore d'évaluation
- Air Changes Per HourDocument2 pagesAir Changes Per HourjjzoranPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Q1 GRADE 10 SYNCHRONOUS REVISED Fitness-Test-Score-CardDocument1 pageQ1 GRADE 10 SYNCHRONOUS REVISED Fitness-Test-Score-CardAlbert Ian CasugaPas encore d'évaluation
- Anthropometric Article2Document11 pagesAnthropometric Article2Lakshita SainiPas encore d'évaluation
- The Zombie in The Brain and The Woman Who Died LaughingDocument40 pagesThe Zombie in The Brain and The Woman Who Died Laughingcory_ruda100% (1)
- Problem Set in Power System 2Document3 pagesProblem Set in Power System 2Andrew AlterPas encore d'évaluation
- Skilled Labour Supply Proposal: Aiming To Be The Best Practice Skilled Labour Supplier For Construction in 2017Document7 pagesSkilled Labour Supply Proposal: Aiming To Be The Best Practice Skilled Labour Supplier For Construction in 2017Abdul BaseerPas encore d'évaluation
- Myasthenia Gravis DiseaseDocument14 pagesMyasthenia Gravis Diseaseapi-482100632Pas encore d'évaluation
- Y. C. Fung - Biomechanics - Motion, Flow, Stress, and Growth-Springer-Verlag New York (1990)Document582 pagesY. C. Fung - Biomechanics - Motion, Flow, Stress, and Growth-Springer-Verlag New York (1990)saurabh kumar gupta100% (2)
- Prednisolone Versus Dexamethasone For Croup: A Randomized Controlled TrialDocument11 pagesPrednisolone Versus Dexamethasone For Croup: A Randomized Controlled TrialA Joel ZjPas encore d'évaluation
- War RoomDocument88 pagesWar RoomDada Sasa100% (1)
- digiPHONENT UG enDocument44 pagesdigiPHONENT UG enIrving Javier Leal OrtizPas encore d'évaluation
- VSL News 2009 2Document40 pagesVSL News 2009 2DrPadipat ChaemmangkangPas encore d'évaluation
- D435L09 Dental Trauma-2C Cracked Teeth - 26 Root FractureDocument73 pagesD435L09 Dental Trauma-2C Cracked Teeth - 26 Root FractureD YasIr MussaPas encore d'évaluation
- Tips To Diagnose & Address Common Horse AilmentsDocument6 pagesTips To Diagnose & Address Common Horse AilmentsMark GebhardPas encore d'évaluation
- Timbers Lesson 2Document18 pagesTimbers Lesson 2bright possiblePas encore d'évaluation
- ES9-62 Ingestive Cleaning PDocument9 pagesES9-62 Ingestive Cleaning PIfran Sierra100% (1)
- NEWS BD RAE Letter of Intent-Press-release1Document2 pagesNEWS BD RAE Letter of Intent-Press-release1Anthony D.Pas encore d'évaluation
- Flaxseed Paper PublishedDocument4 pagesFlaxseed Paper PublishedValentina GarzonPas encore d'évaluation
- Introduction To Destructive & Nondestructive TestingDocument38 pagesIntroduction To Destructive & Nondestructive Testingshubham sinhaPas encore d'évaluation
- 55 Gentle Ways To Take Care of Yourself When You're Busy Busy BusyDocument7 pages55 Gentle Ways To Take Care of Yourself When You're Busy Busy Busyvanjami100% (1)
- 2 5416087904969556847 PDFDocument480 pages2 5416087904969556847 PDFArvindhanPas encore d'évaluation
- Manufacturer: Jaguar Model: S-Type 2,5 Engine Code: JB Output: 147 (200) 6800 - 6/9/2022 Tuned For: R-Cat Year: 2002-05 V9.200Document2 pagesManufacturer: Jaguar Model: S-Type 2,5 Engine Code: JB Output: 147 (200) 6800 - 6/9/2022 Tuned For: R-Cat Year: 2002-05 V9.200Official Feby AfriwanPas encore d'évaluation
- General Leasing and Managing AuthorityDocument14 pagesGeneral Leasing and Managing AuthorityKatharina SumantriPas encore d'évaluation
- Indian Income Tax Return Acknowledgement: Do Not Send This Acknowledgement To CPC, BengaluruDocument1 pageIndian Income Tax Return Acknowledgement: Do Not Send This Acknowledgement To CPC, BengaluruDrsex DrsexPas encore d'évaluation
- ISBB CompilationDocument6 pagesISBB CompilationElla SalesPas encore d'évaluation
- Ocean StarDocument36 pagesOcean Starrobertshepard1967Pas encore d'évaluation
- Cameron Scanner 2000 Hardware User Manual PDFDocument11 pagesCameron Scanner 2000 Hardware User Manual PDFPes SilvaPas encore d'évaluation
- Geostats Pty LTD: Base Metal AnalysesDocument1 pageGeostats Pty LTD: Base Metal AnalysesJhony Enrique Morales LauraPas encore d'évaluation
- Arcelor Mittal Operations: Operational Area Is Sub-Divided Into 4 PartsDocument5 pagesArcelor Mittal Operations: Operational Area Is Sub-Divided Into 4 Partsarpit agrawalPas encore d'évaluation
- Bar Exam Questions Week 1Document30 pagesBar Exam Questions Week 1Mark Bantigue100% (1)
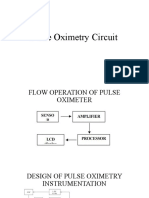
- Pulse Oximetry CircuitDocument19 pagesPulse Oximetry Circuitنواف الجهنيPas encore d'évaluation