Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Chapter 5Document4 pagesChapter 5Marco Luigi100% (1)
- JKR Manual On Pavement DesignDocument29 pagesJKR Manual On Pavement DesignWilfred Abraham100% (9)
- Psychrometrics ProblemsDocument10 pagesPsychrometrics ProblemsManish MahadevwalaPas encore d'évaluation
- KANTRODocument8 pagesKANTROFabio Teodoro100% (1)
- Market Research Report Preparation and Presentation UpdateDocument28 pagesMarket Research Report Preparation and Presentation Updatecome2pratik33% (3)
- Question 5 Assigment 2Document1 pageQuestion 5 Assigment 2Nimrod ChikubuPas encore d'évaluation
- Solution Refridgeration Heating and CoolingDocument1 pageSolution Refridgeration Heating and CoolingNimrod ChikubuPas encore d'évaluation
- Mechanical Design.2Document1 pageMechanical Design.2Nimrod ChikubuPas encore d'évaluation
- Mechanical Design PDFDocument1 pageMechanical Design PDFNimrod ChikubuPas encore d'évaluation
- IS 7272.1.1974 - Labour Constants PDFDocument19 pagesIS 7272.1.1974 - Labour Constants PDFVenkatesh KakhandikiPas encore d'évaluation
- Jsec 17.aDocument2 pagesJsec 17.aRizwan Ahmed AnsariPas encore d'évaluation
- Sec 71 055Document22 pagesSec 71 055Eber FernandezPas encore d'évaluation
- A2la G104 - 2014 PDFDocument32 pagesA2la G104 - 2014 PDFLeo F. VidalPas encore d'évaluation
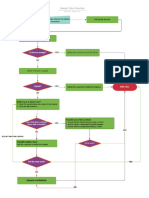
- Telco Flowchart 2Document1 pageTelco Flowchart 2p01zawjPas encore d'évaluation
- Operating Instructions: Ospa Bluecontrol-Pilot Iii Web Light Control - DMXDocument8 pagesOperating Instructions: Ospa Bluecontrol-Pilot Iii Web Light Control - DMXGentiana FeliciaPas encore d'évaluation
- Mastepact PDFDocument152 pagesMastepact PDFingguedezandresPas encore d'évaluation
- Incident Detection and Response To Suspicious Root Access PlaybookDocument10 pagesIncident Detection and Response To Suspicious Root Access PlaybookirokoPas encore d'évaluation
- CN - WT Cse Lab Manual-38-41Document4 pagesCN - WT Cse Lab Manual-38-41Praveen Kumar KandhalaPas encore d'évaluation
- Samsung LE-40A866 - 20081009152533312 - BN68-01701B-00Eng-0910Document72 pagesSamsung LE-40A866 - 20081009152533312 - BN68-01701B-00Eng-0910a11615870Pas encore d'évaluation
- Wiring and Grounding For Pulse Width Modulated (PWM) AC Drives - Allen-Bradley - PowerFlexDocument170 pagesWiring and Grounding For Pulse Width Modulated (PWM) AC Drives - Allen-Bradley - PowerFlexNixiusPas encore d'évaluation
- Bombay Chamber of Commerce and Industry Pages 151-200 - Flip PDF Download - FlipHTML5Document271 pagesBombay Chamber of Commerce and Industry Pages 151-200 - Flip PDF Download - FlipHTML5Krishna Chaitanya V SPas encore d'évaluation
- Udemy 2Document2 pagesUdemy 2Herbert Jose Cervantes MiguelPas encore d'évaluation
- Evaluate and Comment of The Independent Assurance of Sustainability Report PT Vale IndonesiaDocument9 pagesEvaluate and Comment of The Independent Assurance of Sustainability Report PT Vale Indonesiadwi davisPas encore d'évaluation
- Improved Safety and Efficiency With Ground Support and Rehabilitation Practices at The X41 Copper Mine, Mount Isa MinesDocument9 pagesImproved Safety and Efficiency With Ground Support and Rehabilitation Practices at The X41 Copper Mine, Mount Isa Minesjulio1051Pas encore d'évaluation
- Flight PlanningDocument19 pagesFlight PlanningGopesh Kashyap100% (2)
- Schematic Prints Re VP IdioDocument9 pagesSchematic Prints Re VP IdioFrancisco BenavidesPas encore d'évaluation
- D5983Document3 pagesD5983rimi7alPas encore d'évaluation
- SH CX 9.1.5dDocument68 pagesSH CX 9.1.5dDent TewinPas encore d'évaluation
- CM Multipower: Installation and Operating ManualDocument12 pagesCM Multipower: Installation and Operating ManualMauricio Cáceres FrancoPas encore d'évaluation
- c116 Ca505 - en PDocument143 pagesc116 Ca505 - en PVictor Gaona RomeroPas encore d'évaluation
- Hallett 15xs ManualDocument44 pagesHallett 15xs ManualLuis Martinez SanchezPas encore d'évaluation
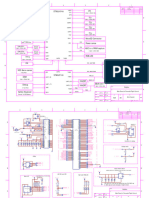
- Durandal MB H743schDocument2 pagesDurandal MB H743schashley0% (1)
- Ar 2030 Kte 9 TXDocument4 pagesAr 2030 Kte 9 TXbizhanjPas encore d'évaluation
- Edeveloper 9.4 Partitioning Troubleshooting GuideDocument28 pagesEdeveloper 9.4 Partitioning Troubleshooting Guidevenkat1505Pas encore d'évaluation
- Unit 5Document3 pagesUnit 5rcpascPas encore d'évaluation
- Network Security Policy: PurposeDocument17 pagesNetwork Security Policy: Purposeamir_saheedPas encore d'évaluation