Vous aimerez peut-être aussi
- Primera EntrevistaDocument155 pagesPrimera EntrevistaJuan Manuel Cervantes100% (5)
- Manual Usuario M-FilesDocument180 pagesManual Usuario M-FilesM-Files ChilePas encore d'évaluation
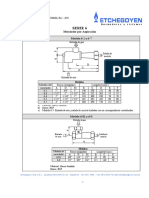
- Catalogo Aspiradores Serie 6 EtchegoyenDocument1 pageCatalogo Aspiradores Serie 6 EtchegoyenalfredopinillosPas encore d'évaluation
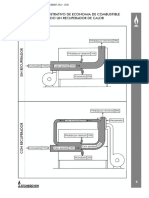
- Figura Con Idea de Perdidas de Calor Sin y Con Recuperacion EtchegoyenDocument1 pageFigura Con Idea de Perdidas de Calor Sin y Con Recuperacion EtchegoyenalfredopinillosPas encore d'évaluation
- Avisa No SiDocument2 pagesAvisa No SialfredopinillosPas encore d'évaluation
- TesisDocument4 pagesTesisalfredopinillosPas encore d'évaluation
- Mag 3Document3 pagesMag 3alfredopinillosPas encore d'évaluation
- Catalogo Aspiradores Serie 6 EtchegoyenDocument1 pageCatalogo Aspiradores Serie 6 EtchegoyenalfredopinillosPas encore d'évaluation
- Figura Con Idea de Perdidas de Calor Sin Recuperacion EtchegoyenDocument1 pageFigura Con Idea de Perdidas de Calor Sin Recuperacion EtchegoyenalfredopinillosPas encore d'évaluation
- Nomograma Ahorro de Energia Por Uso de Aire Precalentado EtchegoyenDocument1 pageNomograma Ahorro de Energia Por Uso de Aire Precalentado EtchegoyenalfredopinillosPas encore d'évaluation
- BFM Global Booklet Spanish PDFDocument4 pagesBFM Global Booklet Spanish PDFalfredopinillosPas encore d'évaluation
- AntaresDocument3 pagesAntaresalfredopinillosPas encore d'évaluation
- Flujo Bomba Haigth Tamaño 8Document1 pageFlujo Bomba Haigth Tamaño 8alfredopinillosPas encore d'évaluation
- 3515 Scheda VB 1 06 13Document2 pages3515 Scheda VB 1 06 13alfredopinillosPas encore d'évaluation
- Accesorios para Almacenaje y Secado de GranosDocument10 pagesAccesorios para Almacenaje y Secado de GranosalfredopinillosPas encore d'évaluation
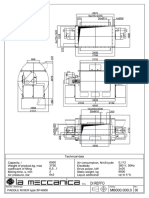
- Molino de Martillos Móviles La Meccanica Modelo M180-2PDocument2 pagesMolino de Martillos Móviles La Meccanica Modelo M180-2PalfredopinillosPas encore d'évaluation
- Flujo 5U 500SSUDocument1 pageFlujo 5U 500SSUalfredopinillosPas encore d'évaluation
- Medicion Flujo Con PitotDocument7 pagesMedicion Flujo Con PitotalfredopinillosPas encore d'évaluation
- BFM Global Booklet Spanish PDFDocument4 pagesBFM Global Booklet Spanish PDFalfredopinillosPas encore d'évaluation
- Sensor de Humedad Hydronix Guía de Instalación Mecánica hd0766sp - 1 - 1 - 0Document33 pagesSensor de Humedad Hydronix Guía de Instalación Mecánica hd0766sp - 1 - 1 - 0alfredopinillosPas encore d'évaluation
- Catálogo de Molino de Martillos Móviles La Meccanica Modelo MM150-2P-2016Document2 pagesCatálogo de Molino de Martillos Móviles La Meccanica Modelo MM150-2P-2016alfredopinillosPas encore d'évaluation
- Catálogo de Molino MM100-2P-2016Document2 pagesCatálogo de Molino MM100-2P-2016alfredopinillosPas encore d'évaluation
- Catalogo BESADocument4 pagesCatalogo BESAalfredopinillosPas encore d'évaluation
- Enfriador de Contraflujo RCC-28x28 La MeccanicaDocument2 pagesEnfriador de Contraflujo RCC-28x28 La MeccanicaalfredopinillosPas encore d'évaluation
- Molino de Martillos Móviles La Meccanica Modelo M180-2PDocument2 pagesMolino de Martillos Móviles La Meccanica Modelo M180-2PalfredopinillosPas encore d'évaluation
- Di Reffo: Macchina - Machine Type S.R.L. Drawing: Rev.Document1 pageDi Reffo: Macchina - Machine Type S.R.L. Drawing: Rev.alfredopinillosPas encore d'évaluation
- SP 6000 Rev00Document1 pageSP 6000 Rev00alfredopinillosPas encore d'évaluation
- Enfriador de Contraflujo RCC-28x28 La MeccanicaDocument2 pagesEnfriador de Contraflujo RCC-28x28 La MeccanicaalfredopinillosPas encore d'évaluation
- Enfriador de Contraflujo RCC-28x28 La MeccanicaDocument2 pagesEnfriador de Contraflujo RCC-28x28 La MeccanicaalfredopinillosPas encore d'évaluation
- Enfriador de Contraflujo RCC-28x28 La MeccanicaDocument2 pagesEnfriador de Contraflujo RCC-28x28 La MeccanicaalfredopinillosPas encore d'évaluation
- Enfriador de Contraflujo RCC-28x28 La MeccanicaDocument2 pagesEnfriador de Contraflujo RCC-28x28 La MeccanicaalfredopinillosPas encore d'évaluation
- Balance de Energía Intercambiadores de Calor Linea 2 CMPC Santa FeDocument13 pagesBalance de Energía Intercambiadores de Calor Linea 2 CMPC Santa FeAdolfo Eduardo Hoffstetter OrtizPas encore d'évaluation
- Qué Factores Influyen en La Forma de Pensar y Las Decisiones Que Se Toman DiariamenteDocument2 pagesQué Factores Influyen en La Forma de Pensar y Las Decisiones Que Se Toman DiariamenteCesar Samana100% (2)
- Mary Jo Hatch Cap 2Document47 pagesMary Jo Hatch Cap 2hatrickmario0% (1)
- JC NavaDocument10 pagesJC NavaWilliams BriceñoPas encore d'évaluation
- 34 Manual Temp Nats ExtremasDocument31 pages34 Manual Temp Nats ExtremasBlanca Pepe HernándezPas encore d'évaluation
- Microbiota, Biomasa y Biofilm BucalDocument8 pagesMicrobiota, Biomasa y Biofilm BucalDavid Carbajal DionicioPas encore d'évaluation
- Crack WinRar v.3.50 Garantizado Por LuismiDocument2 pagesCrack WinRar v.3.50 Garantizado Por LuismiNacho GarciaPas encore d'évaluation
- Aplicaciones de Biotecnologia AmbientalDocument4 pagesAplicaciones de Biotecnologia AmbientalChac Gal CastPas encore d'évaluation
- 0los Secretos Del Lenguaje CorporalDocument4 pages0los Secretos Del Lenguaje CorporalBrenda Soledad Muñoz Medina100% (1)
- Formato de Inspeccion de Elementos de Proteccion Personal v1 DigsaDocument2 pagesFormato de Inspeccion de Elementos de Proteccion Personal v1 Digsadeisy martinezPas encore d'évaluation
- 0143 2024 Inia BasesDocument14 pages0143 2024 Inia Basesleonelak2Pas encore d'évaluation
- Act 8 Cad CamDocument6 pagesAct 8 Cad CamNelsonPas encore d'évaluation
- Imperialismo - Justificación Doctrinaria, Objetivos y CausasDocument4 pagesImperialismo - Justificación Doctrinaria, Objetivos y Causasmatosm151Pas encore d'évaluation
- Formación de Lucha Contra Incendios y Humo (Fue)Document5 pagesFormación de Lucha Contra Incendios y Humo (Fue)lucian danPas encore d'évaluation
- Detectores de HumoDocument8 pagesDetectores de HumoMage BaldiviesoPas encore d'évaluation
- Jalisco Recargado - Plan Estatal de EnergíaDocument29 pagesJalisco Recargado - Plan Estatal de EnergíaEnrique Alfaro Ramírez100% (4)
- Muestreo de Aceptacion - Inspeccion PDFDocument100 pagesMuestreo de Aceptacion - Inspeccion PDFDiegoPoncePas encore d'évaluation
- Metodología para La Identificación de Peligros, Evaluación y Valoración de Riesgos - IncocoDocument29 pagesMetodología para La Identificación de Peligros, Evaluación y Valoración de Riesgos - IncocoMILTON RAMIREZPas encore d'évaluation
- Aspectos GeneralesDocument4 pagesAspectos GeneralesYahita Ventura ParedesPas encore d'évaluation
- INFORME Cableado Estructurado SENADocument9 pagesINFORME Cableado Estructurado SENAJeiison CardeenasPas encore d'évaluation
- Software de Cómputo NuméricoDocument3 pagesSoftware de Cómputo NuméricoRedes Computadores Sena TunjaPas encore d'évaluation
- CC-PV-02 Protocolo de Validación Equipos y Superficies V01 PDFDocument8 pagesCC-PV-02 Protocolo de Validación Equipos y Superficies V01 PDFStefania OsorioPas encore d'évaluation
- T 970 14 PDFDocument54 pagesT 970 14 PDFJhonathanPas encore d'évaluation
- Tabla de Requisitos para Un Sga Según Iso 140001Document12 pagesTabla de Requisitos para Un Sga Según Iso 140001Nathaly AriasPas encore d'évaluation
- Carpeta Pedagógica 36036-Yauli Huancavelica 21Document31 pagesCarpeta Pedagógica 36036-Yauli Huancavelica 21DENIS ALEX GUILLEN CHARAPAQUIPas encore d'évaluation
- Anatomopolítica y Biopolitica FoucaultDocument2 pagesAnatomopolítica y Biopolitica FoucaultDamian Quipildor80% (5)
- Control de Produccion Curso de Pesaje Dinamico en Correas Transportadoras TCON ChileDocument3 pagesControl de Produccion Curso de Pesaje Dinamico en Correas Transportadoras TCON ChileDaniel Ernesto Nauduan FloresPas encore d'évaluation
- Capitulo 1 de AlgebraDocument2 pagesCapitulo 1 de AlgebraLeonel BCPas encore d'évaluation