Académique Documents
Professionnel Documents
Culture Documents
Valvulas Bola, Globo Etc. Pi - 08!01!01
Transféré par
JoseLozadaTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Valvulas Bola, Globo Etc. Pi - 08!01!01
Transféré par
JoseLozadaDroits d'auteur :
Formats disponibles
PDVSA
MANUAL DE INSPECCION
VOLUMEN 6
PROCEDIMIENTO DE INSPECCION
PDVSA N
PI080101
MAR.95
OCT.86
REV.
FECHA
APROB.
E PDVSA, 1983
TITULO
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUERTA, GLOBO Y RETENCION
REVISION GENERAL
29
APROBADA
29
DESCRIPCION
FECHA OCT.86
PAG.
APROB.
REV.
APROB. APROB.
FECHA OCT.86
ESPECIALISTAS
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 1
.Men Principal
Indice manual
Indice volumen
Indice norma
Indice
1 ALCANCE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 DESCRIPCION DE VALVULAS Y DEFINICION DE LOS
MATERIALES DE FABRICACION . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1
2.2
2.3
2.4
2.5
2.6
2.7
Vlvulas de Bola . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Vlvulas de Mariposa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Vlvula de Tapn . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Vlvulas de Compuerta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Vlvulas de Globo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Vlvulas de Retencin . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Definicin de los Materiales de Fabricacin . . . . . . . . . . . . . . . . . . . . . . . . .
2
2
2
3
3
3
4
3 TIPOS DE DEFECTOS SEGUN INSPECCION VISUAL Y
PRUEBA HIDROSTATICA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1
3.2
Inspeccin Visual . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Fuga en Prueba Hidrosttica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4
5
4 CERTIFICADO DE CALIDAD DEL FABRICANTE . . . . . . . . . . . . . .
5 MUESTREO DE INSPECCION A LA RECEPCION DEL
MATERIAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 INSPECCION Y PRUEBAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1
6.2
6.3
6.4
6.5
6.6
Generalidades . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Condiciones de Inspeccin . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Prueba de Presin Hidrosttica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Mtodo de Ensayo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Prueba para Vlvulas Almacenadas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Requerimientos Opcionales de Inspeccin . . . . . . . . . . . . . . . . . . . . . . . . . .
7
7
8
10
11
12
7 REPARACIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13
8 MARCAS DE IDENTIFICACION . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13
8.1
8.2
Designacin del Material . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Rotulacin . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13
13
9 INFORME . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14
10 BIBLIOGRAFIA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 2
.Men Principal
Indice manual
Indice volumen
Indice norma
ALCANCE
Este procedimiento cubre los requerimientos de prueba e inspeccin en planta y
en recepcin de vlvulas tipo: bola, mariposa, tapn, compuerta, globo y
retencin. Las vlvulas para servicio de HF no estn cubiertas por este
procedimiento.
DESCRIPCION DE VALVULAS Y DEFINICION DE LOS
MATERIALES DE FABRICACION
2.1
Vlvulas de Bola
Es uno de los tipos de vlvula ms comnmente utilizados en los procesos
industriales debido a que proveen buena hermeticidad y rpido cierre. Dado que
su hermeticidad es producto de la utilizacin de asientos no metlicos, ellas estn
limitadas a servicios a temperaturas moderadas. Este tipo de vlvula por lo
general, posee un sistema de sello secundario a base de inyeccin de agente
sellante, el cual permite obtener de una manera parcial el cierre hermtico de la
vlvula en caso de fugas.
Existen dos (2) tipos bsicos: la vlvula de bola soportada por asientos y la vlvula
de bola soportada por muones. La ventaja principal de una con respecto a la otra
radica en la operatividad.
Para altas presiones es recomendable utilizar vlvulas de bola soportada por
muones, debido a que la fuerza hidrosttica del fluido que acta sobre la bola
es absorbido parcialmente por los muones.
2.2
Vlvulas de Mariposa
Son vlvulas normalmente utilizadas para servicio de estrangulamiento a bajas
cadas de presin, pudiendo ser utilizadas en servicio de bloqueo donde no se
requiera un sello hermtico.
Las vlvulas de mariposa son usualmente clasificadas de acuerdo al tipo de
conexin. Ellas pueden ser: sin bridas, con bridas simples y con brida doble. El
elemento de cierre en estas vlvulas est constituido por un disco, el cual al girar
sella contra una superficie de asiento generalmente no metlico produciendo una
adecuada hermeticidad. Este tipo de vlvula tambin es diseada con asiento
metlico, el cual aunque no ofrece un sello hermtico durante su operacin,
resulta ms seguro en caso de incendio.
2.3
Vlvula de Tapn
Este tipo de vlvula est diseada para servicios de bloqueo. Las vlvulas de
tapn pueden ser clasificadas en dos (2) tipos: lubricadas y no lubricadas. Las
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 3
.Men Principal
Indice manual
Indice volumen
Indice norma
lubricadas requieren de la utilizacin de un lubricante para asegurar su
operatividad y hermeticidad, y estn diseadas para proveer sello metalmetal.
Las no lubricadas, por el contrario, no requieren de lubricacin y estn diseadas
con doble sistema de sello metalmetal y metalno metal. Este ltimo tipo de
vlvula presenta la ventaja de que requiere poco mantenimiento.
2.4
Vlvulas de Compuerta
La vlvula de compuerta est diseada para servicios donde se requiere bloqueo.
Presentan la ventaja de que son fciles de obtener en todos los tamaos, clases
y materiales requeridos.
Estas vlvulas no son adecuadas para servicios de estrangulamiento, debido a
que la superficie de los asientos se erosiona rpidamente cuando la compuerta
no est en posicin cerrada o abierta.
Existen tres (3) tipos bsicos de vlvulas de compuerta: apertura completa,
apertura reducida y tipo venturi. La diferencia principal entre ellas radica en el
tamao y forma del rea de flujo de la vlvula. La de apertura completa posee un
rea de flujo igual al tamao nominal de la tubera, mientras que en las dos
ltimas, sta es menor. Las vlvulas de compuerta, estn constituidas por 20
ms componentes, siendo la compuerta, el vstago, el bonete, los asientos y las
conexiones, los ms significativos, y pueden ser obtenidos en una gran variedad
de diseos.
2.5
Vlvulas de Globo
Son las vlvulas diseadas para controlar flujo, utilizadas en procesos donde la
presin, temperatura y/o el nivel de un lquido deben mantenerse en valores
preestablecidos. Estas vlvulas pueden ser de dos tipos: de asiento simple y de
asiento doble. Las de asiento simple son generalmente utilizadas cuando se
requiere un sello hermtico y tamao menor o igual a dos (2) pulgadas. Las
vlvulas de globo de asiento doble, normalmente son suministradas en tamaos
mayores de 2. Su principal ventaja radica en que la fuerza requerida por el
actuador es menor que en las de asiento simple, debido a que las fuerzas
originadas por la presin del fluido sobre cada uno de los tapones tiende a
cancelarse.
2.6
Vlvulas de Retencin
Las vlvulas de retencin, conocidas como vlvulas check, estn diseadas para
prevenir la inversin del flujo. En una vlvula de retencin, el elemento de cierre
es activado por su propio peso o por el cambio de direccin de flujo. Este elemento
de cierre puede ser una bola, un disco o un pistn. Los tipos ms comunes son:
de giro, de disco inclinado, de plato simple, de plato doble y de levantamiento. La
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 4
.Men Principal
Indice manual
Indice volumen
Indice norma
seleccin de un tipo particular depende esencialmente de los requerimientos de
servicio y disponibilidad. Es de hacer notar que para todos los procesos, la funcin
principal de estas vlvulas es prevenir la inversin del flujo y no bloquearlo
completamente. Sin embargo, la utilizacin de vlvulas de retencin con asientos
no metlicos, permitir una disminucin de las fuerzas, siempre y cuando la
temperatura de trabajo no impida su utilizacin.
2.7
Definicin de los Materiales de Fabricacin
Los materiales para la fabricacin de vlvulas sern los definidos en la orden de
compra.
TIPOS DE DEFECTOS SEGUN INSPECCION VISUAL Y
PRUEBA HIDROSTATICA
3.1
Inspeccin Visual
A continuacin se presentan los tipos de defectos relacionados con la inspeccin
visual de las superficies de piezas fundidas en vlvulas.
3.1.1
Puntos calientes y grietas
Son discontinuidades lineales, superficiales o fracturas causadas por esfuerzos
internos o externos o una combinacin de ambos, actuando sobre la pieza
fundida. Pueden producirse durante o despus de la solidificacin.
3.1.2
Contracciones de solidificacin o rechupe
Es una cavidad que aparece en metales fundidos como resultado de una
contraccin en la solidificacin y progresivo enfriamiento del metal, el cual queda
expuesto al cortar los conductos alimentadores y de alivio.
3.1.3
Incrustaciones de arena
Es la arena arrastrada que queda atrapada en el metal fundido y aparece visible
en la superficie de las piezas.
3.1.4
Porosidad
Es una cavidad en la pieza de metal fundido, causada por gases o vapor de agua
atrapados durante el proceso de solidificacin.
3.1.5
Veteado
Es una irregularidad que aparece en la superficie de piezas fundidas como un
borde definido y est asociado con el movimiento o resquebrajamiento de la
arena.
3.1.6
Colas de ratas
Es una irregularidad que aparece en la superficie de piezas fundidas en forma de
depresiones, como resultado del desplazamiento o pandeo de las superficies de
los moldes.
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 5
.Men Principal
3.1.7
Indice manual
Indice volumen
Indice norma
Arrugas, solapaduras, pliegues y defectos por baja temperatura
Son irregularidades superficiales causadas por fusin incompleta o pliegues en
las superficies del metal fundido, al vaciar ste a una temperatura relativamente
baja.
3.1.8
Marcas de corte
Son irregularidades en superficies de piezas fundidas ocasionadas por la
aplicacin no apropiada de mtodos mecnicos o cualquier otro, utilizados para
su limpieza.
3.1.9
Sobre juntas o costras
Son irregularidades superficiales que generalmente estn formadas por
incrustaciones de arena arrastrada por el metal fundido, recubiertas por una capa
de metal poroso.
3.1.10
Coronas
Son irregularidades superficiales que aparecen en piezas fundidas como
consecuencia de una fusin incompleta o por solidificaciones internas localizadas
por enfriamiento diferenciado en la pieza.
3.1.11
Irregularidades en reas reparadas por soldaduras
Son irregularidades resultantes de una inadecuada preparacin de la superficie
despus de soldar.
3.1.12
Rugosidad superficial
Es una textura superficial rugosa causada por defectos de diseo, modelo y
condiciones de la arena.
3.2
Fuga en Prueba Hidrosttica
Se define como fuga toda prdida del fluido de prueba que supere la mxima
prdida aceptable establecida en la norma aplicable o especificada en la orden
de compra. Si el fluido de prueba es agua la unidad ser la gota (1 onza es
aproximadamente 480 gotas) y si el fluido de prueba es aire la unidad ser la
burbuja.
CERTIFICADO DE CALIDAD DEL FABRICANTE
El certificado de calidad de la vlvula contendr los resultados siguientes segn
se especifiquen en la orden de compra.
Certificado de tratamiento trmico para los materiales recocidos, normalizados
o templados.
Registro de calificacin del soldador para ensamblajes con soldadura,
reparaciones de defectos y cambios en la guarnicin.
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 6
.Men Principal
Indice manual
Indice volumen
Indice norma
Registro de calificacin del procedimiento de soldadura y especificaciones del
procedimiento.
Certificados de pruebas fsicas y qumicas del material utilizado.
Resultados inspeccin visual.
Prueba hidrosttica del cuerpo de la vlvula.
Prueba de asientos a baja presin.
Prueba de cierre a alta presin.
Prueba de dureza (caso vlvulas monel).
Prueba de torque.
Prueba de impacto (si temperatura < 20F).
Resultados prueba con partculas magnticas, radiografa, ultrasonido o
lquidos penetrantes.
Prueba de fuego para vlvulas de bola con asientos nometlico, segn lo
especifica la norma API 607 (Fire Test For Soft Seated BallValve).
MUESTREO DE INSPECCION A LA RECEPCION DEL
MATERIAL
La inspeccin se basar en la inspeccin por muestreo de las vlvulas
utilizndose la norma Venezolana COVENIN 3133-1. Procedimientos de Muestreo
para Inspeccin por Atributos".
El programa de inspeccin por muestreo ser aplicado de acuerdo al siguiente
plan:
Plan de Muestreo Unico (Simple).
Inspeccin Normal (Nivel de Inspeccin II).
Nivel de Calidad Aceptable (AQL): 0,65.
El cambio de inspeccin normal a simplificado se har de acuerdo a la norma
COVENIN 3133-1 y a juicio de la filial. Para la seleccin de la letra clave del
tamao de la muestra, se utilizar la Tabla 5.1 y se inspeccionarn todas las
unidades de la muestra correspondiente.
Si el nmero de unidades defectuosas en la muestra es menor o igual al nmero
de aceptacin, se aceptar el lote (Tabla 5.2).
Si el nmero de unidades defectuosas en la muestra es igual o mayor al nmero
de rechazo, se rechazar el lote y se presentar el reclamo al fabricante.
Las unidades defectuosas podrn ser rechazadas, independientemente de que
formen parte o no de una muestra y de que el lote en conjunto sea aceptado o
rechazado.
Una vlvula se considera rechazada al no cumplir con una o ms de las
especificaciones en la orden de compra.
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 7
.Men Principal
Indice manual
Indice volumen
Indice norma
Los mtodos de inspeccin a utilizar durante esta etapa son los siguientes:
Obligatorios:
A.
Inspeccin visual
B.
Prueba hidrosttica
C.
Verificacin dimensional y del certificado del material de fabricacin
D.
Identificacin.
Opcionales:
Lquidos penetrantes
Partculas magnticas
Radiografa
Inspeccin con equipos de identificacin positiva de material.
INSPECCION Y PRUEBAS
6.1
Generalidades
Los requerimientos de prueba se refieren a las pruebas de presin realizadas bajo
la responsabilidad del fabricante en planta segn especificado en la orden de
compra.
Estas pruebas son las siguientes:
6.2
6.2.1
A.
Cuerpo (incluyendo la tapa)
B.
Prueba de cierre a baja presin
C.
Prueba de cierre a alta presin
Condiciones de Inspeccin
Inspeccin en planta del fabricante
Si se requiere inspeccin (especificada en la orden de compra), la vlvula ser
inspeccionada por el inspector del comprador en la planta del fabricante. El
inspector tendr libre acceso a cualquier lugar de la planta donde se realicen los
trabajos de fabricacin relacionados con su orden de compra, y en cualquier
momento en que se estn ejecutando dichos trabajos.
6.2.2
Inspeccin fuera de la planta del fabricante
Si se requiere inspeccin de componentes de la la vlvula, manufacturados fuera
de la planta del fabricante, el inspector del comprador realizar las inspecciones
en los lugares de manufactura correspondientes.
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 8
.Men Principal
6.2.3
Indice volumen
Indice norma
Requerimientos de inspeccin complementarios
1.
2.
6.2.4
Indice manual
A menos que se especifiquen requerimientos complementarios en la orden
de compra, la inspeccin del comprador se limitar:
a.
Examen de la vlvula incluyendo el uso de herramientas ordinarias
de inspeccin para comprobar el cumplimiento de lo establecido en
la orden de compra. El fabricante o suplidor deber presentar los
planos de fabricacin de las vlvulas a inspeccionar, donde se
observen las dimensiones de las mismas, as como tambin el detalle
de las dimensiones de las bridas. El inspector podr verificar estos
valores en las vlvulas sujetas a inspeccin.
b.
Inspeccin visual de cualquier pieza fundida para asegurar el
cumplimiento de la Norma COVENIN 176281.
c.
Los materiales utilizados en la fabricacin de la vlvula deben ser
verificados sobre la placa de identificacin durante la inspeccin que
se realice a la vlvula. Los certificados de calidad con los resultados
de la composicin qumica y pruebas mecnicas deben ser revisados
para todas las vlvulas inspeccionadas. El nmero de colada sobre
la vlvula debe estar en acuerdo con lo establecido en el certificado
de calidad. Si los resultados de los anlisis no estn disponibles para
la guarnicin, el fabricante deber expedir un certificado sobre el
grado o tipo de material utilizado.
d.
Presenciar las pruebas de presin requeridas.
En la inspeccin visual se rechazarn las piezas fundidas que presenten
defectos en igual o mayor proporcin que los indicados como no
aceptables en la norma aplicable (COVENIN 176281, MSSSP55 u
otra).
Notificacin de inspeccin
El fabricante deber notificar a la filial con suficiente antelacin el lugar y hora en
que podr realizar la inspeccin a las vlvulas pedidas e inspecciones a
componentes que se producen fuera de la planta del proveedor, en el caso en que
stos sean suplidos por otra planta fabricante.
6.2.5
Superficies pintadas
Las capas de pintura o material de proteccin requerido no sern aplicadas a
ninguna superficie antes de que se realice la inspeccin segn lo indicado.
6.3
6.3.1
Prueba de Presin Hidrosttica
Pruebas requeridas
Las siguientes pruebas de presin deben ser realizadas a cada vlvula:
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 9
.Men Principal
Indice manual
Indice volumen
Indice norma
PRUEBA
TIPO DE VALVULA
Prueba al cuerpo de la vlvula.
Tapn, bola, mariposa, compuerta, globo,
retencin.
Prueba de asientos a alta y
baja presin (cierre).
Tapn, bola, compuerta, globo, retencin.
Prueba de cono de cierre.
Compuerta
Las vlvulas mariposa sern probadas de acuerdo a la Tabla 6.1.
6.3.2
Prueba de cierre a alta presin
Excepto para las vlvulas tipo mariposa, la prueba de cierre a alta presin no es
obligatoria a menos que se indique expresamente en la orden de compra. Sin
embargo, la vlvula debe pasar satisfactoriamente este ensayo como prueba de
que las caractersticas estructurales de asientos de cierre de la vlvula estn bien.
6.3.3
Lugar de la prueba
Las pruebas sern realizadas por el proveedor en sus instalaciones y/o cualquier
otro lugar seleccionado por el proveedor en acuerdo con el comprador, en
presencia del inspector nominado por el comprador.
6.3.4
6.3.5
6.3.6
Medio de prueba
1.
Para las pruebas de cuerpo y cierre a alta presin el medio podr ser aire,
gas inerte, kerosn o agua (incluyendo cualquier lquido con viscosidad
inferior a la del agua; la temperatura no debe exceder de 52C (125 F)).
2.
Para la rueba de asientos a baja presin, el fluido ser aire o gas inerte.
3.
En los casos en que se utiliza aire o gas para las pruebas, el fabricante
deber demostrar que el mtodo para detectar fugas es adecuado. En caso
de que se utilice agua o kerosn, el cuerpo de la vlvula deber llenarse
completamente para expulsar el aire contenido antes de aplicar presin.
4.
El agua usada para pruebas de presin podr contener aceite soluble o un
inhibidor adecuado de corrosin siempre y cuando sea requerido por el
comprador.
Presiones de prueba
1.
La presin de prueba para el cuerpo de la vlvula ser especificada en la
norma aplicable o en la orden de compra. Para las vlvulas no cubiertas por
API en la Norma 598 y para las vlvulas tipo mariposa, la presin de prueba
para el cuerpo de la vlvula ser 11/2 veces la mxima presin de trabajo
a 38C (100F) redondeado al mltiple de cinco inmediato superior.
2.
Otras presiones de prueba sern las presentadas en la Tabla 6.1
Duracin de la prueba
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 10
.Men Principal
Indice manual
Indice volumen
Indice norma
Las presiones de pruebas requeridas sern mantenidas, segn el tipo de vlvula,
conforme a la Tabla 6.2
6.3.7
6.4
6.4.1
6.4.2
Fugas
1.
En las pruebas de cuerpo, no se permitir ningn tipo de fuga. Si el fluido
empleado es lquido no deber apreciarse ninguna evidencia de
humedecimiento de las superficies externas. Si el fluido de prueba es aire
o gas, no se deber apreciar ninguna prdida en base al mtodo de
deteccin adoptado.
2.
Para las pruebas de asientos a baja presin y cierre a alta presin en
vlvulas con sello metalmetal (excepto vlvulas mariposa), las fugas o
prdidas permisibles de fluido empleado sern a razn de los valores
indicados en la Tabla 6.3, con base al tiempo estipulado para la duracin de
cada prueba, a menos que se especifique otra cosa en la orden de compra.
Si el fluido de prueba es agua, la unidad ser la gota (1 onza
aproximadamente 480 gotas, 16 gotas son aprox. 1 cm3). Si el fluido de
prueba es aire la unidad ser la burbuja. Las prdidas permisibles para
sellos metalmetal, en vlvulas mariposa, estarn basadas sobre un
acuerdo mutuo entre el comprador y el fabricante.
Mtodo de Ensayo
Prueba al cuerpo de la vlvula
1.
Verificar el rango y uso adecuados del manmetro compatible con la prueba.
2.
La prueba al cuerpo de la vlvula se realizar antes de que le sea aplicado
al mismo cualquier tipo de pintura y antes de la prueba de cierre a alta y baja
presin.
3.
La prueba del cuerpo se realizar aplicando la presin al interior de la vlvula
ensamblada, con los extremos tapados y la vlvula parcialmente cerrada,
manteniendo al prensaestopa lo suficientemente apretada como para que
la empaquetadura resista normalmente la presin de prueba, con lo cual se
verifica su correcta instalacin y diseo.
4.
Para el caso de vlvulas de retencin, se realizar la prueba del cuerpo
aplicando presin al interior de la vlvula ensamblada, libre de aire y con los
extremos cerrados.
Prueba de los asientos a baja presin
1.
Esta prueba se efectuar de acuerdo al procedimiento detallado a
continuacin:
a.
Para las vlvulas de tapn, bola, mariposa y compuerta, diseadas
para flujo de ambas direcciones, la presin de prueba se aplicar
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 11
.Men Principal
Indice manual
Indice volumen
Indice norma
sucesivamente a cada uno de los extremos de la vlvula cerrada,
manteniendo el otro extremo abierto a la atmsfera para detectar
fugas en el lado cerrado.
b.
2.
6.4.3
Para vlvulas de globo y retencin, diseadas para flujo en una
direccin solamente, la presin ser aplicada sobre un lado.
Cualquier fuga o prdida por los asientos ser detectada por el lado
abierto de la vlvula, observndose gotas o burbujas cuando los
asientos sean probadas con agua o aire respectivamente. Como
alternativa, podr utilizarse un equipo para la medicin del
desplazamiento el cual puede ser usado para medir la velocidad de
fuga de acuerdo a lo establecido en la Norma API 598 y desarrollado
de comn acuerdo entre el comprador y el fabricante.
La prueba de cierre de baja presin se efectuar con los asientos limpios y
libres de aceite. Sin embargo, en caso de que fuese requerido para evitar
atascamientos, los asientos pueden recubrirse con una pelcula de aceite
no ms pesado que el kerosn. Este requerimiento no es aplicable a
vlvulas en las que un lubricante constituye el elemento primario de cierre.
Prueba de cierre a alta presin
El procedimiento para esta prueba es el mismo indicado en el punto 6.4.2.
6.4.4
Prueba de cono de cierre
La prueba del cono de cierre se realizar aplicando la presin de prueba al interior
del cuerpo de la vlvula ensamblada, manteniendo los extremos tapados, la
compuerta en posicin totalmente abierta y la prensaestopa con la
empaquetadura sin apretar.
Este ensayo debe realizarse a continuacin de la prueba del cuerpo de la vlvula.
6.4.5
Condiciones de prueba
Al efectuarse las pruebas de los asientos, no podrn aplicarse a los extremos del
cuerpo de la vlvula fuerzas externas excesivas que puedan modificar las
condiciones de prdida por los asientos.
6.5
Prueba para Vlvulas Almacenadas
No se requiere repeticin de pruebas en vlvulas terminadas, a menos que esta
condicin se exprese claramente en la orden de compra y/o a pedido del
inspector. De no realizarse la prueba, el fabricante deber emitir una certificacin
escrita en el sentido de que la vlvula ha sido probada y cumple totalmente con
los requerimientos de la presente norma. No se requiere quitar la pintura a
vlvulas terminadas para efectuar repeticin de pruebas.
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 12
.Men Principal
6.6
Indice manual
Indice volumen
Indice norma
Requerimientos opcionales de inspeccin
A continuacin se detallan algunos procedimientos opcionales de inspeccin
como la prueba de impacto y la inspeccin radiogrfica que se realizarn cuando
as se exija en la orden de compra, donde se establecern los niveles de
aceptacin y rechazo.
6.6.1
Procedimiento radiogrfico
El procedimiento para inspeccin radiogrfica ser el establecido en la Norma
PDVSAPI020201.
Para los ensayos radiogrficos deben seleccionarse aquellas secciones crticas
de la vlvula (sitios de concentracin de esfuerzos).
6.6.2
Criterio de aceptacin radiogrfica
Los criterios de aceptacin del cuerpo y de la tapa (bonete) estn basados en el
espesor de pared. La aceptacin de niveles de severidad ms altos o ms bajos
que los recomendados, pueden basarse en servicio primario, rango de presin,
servicio letal, etc., y debe ser acordada con el fabricante o suplidor.
1.
Radiografas de referencia.
Hay un conjunto de radiografas de referencia las cuales se pueden utilizar
como patrones bajo acuerdo mutuo, donde se presentan ilustraciones de
aceptabilidad mnima. Las discontinuidades en espesores de pared hasta
51 mm (2 pulg) se clasifican de la siguiente manera:
a.
Categora A Arena de gas; niveles de severidad 1 hasta 5.
b.
Categora B Arena e inclusiones de escoria; niveles de severidad
1 hasta 5.
c.
Categora C Contracciones; 4 tipos:
d.
(1) CA Niveles de severidad 1 hasta 5.
(2) CB Niveles de severidad 1 hasta 5.
(3) CC Niveles de severidad 1 hasta 5.
(4) CD Niveles de severidad 1 hasta 5.
Categora D Grietas; 1 ilustracin.
e.
Categora E Grietas por calor; 1 ilustracin.
f.
Categora F Inserto; 1 ilustracin.
g.
Categora C Manchas (Mottling); 1 ilustracin.
2.
La Tabla 6.4 define los indicadores aceptables recomendados para
espesores de pared menores de 51 mm (2 pulg).
3.
La Tabla 6.5, define las indicaciones aceptables recomendados para
espesores de pared de 51 mm hasta 114 mm (2 pulg hasta 4,5 pulg)
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 13
.Men Principal
6.6.3
Indice manual
Indice volumen
Indice norma
Prueba de impacto
Todos los materiales de la carcaza o estructura sometidos a presin, tales como
cuerpo, bonete, tapa, extremos bridados y extremos soldables, as como tambin
los materiales para pernos sometidos a temperaturas inferiores a 20C (29F),
sern probados de acuerdo con lo previsto en la prueba de impacto segn la
ltima revisin de ASTM 370, Mechanical Testing of Steel Products, usando el
Charpy V Notch.
Como mnimo una prueba de impacto ser realizada en una probeta
representativa tomada de cada extremo de material al finalizar el tratamiento
trmico. Esta calificacin del material se realizar antes de la fabricacin prevista,
de forma de asegurar que el tratamiento trmico es eficiente en las condiciones
de trabajo del equipo de produccin. Los resultados de la prueba estarn de
acuerdo con la Tabla 6.6, a excepcin de los materiales de los pernos que se
realizar segn ASTM A320.
La prueba Charpy de impacto se har a la temperatura especificada en la orden
de compra, y ser la temperatura mnima estampada sobre la placa de
identificacin.
REPARACIONES
Los defectos en el cuerpo de la vlvula detectados durante la inspeccin o
prueba, deben ser reparados segn lo permitido en la Norma ASTM aplicable al
material. Las reparaciones que se realicen debern examinarse nuevamente por
radiografa y no se permitir una segunda reparacin (referencias bibliogrficas
1, 3, 4).
MARCAS DE IDENTIFICACION
Las marcas de identificacin se realizarn segn lo pautado en la norma PDVSA
EM 2001/01.
8.1
Designacin del Material
Las Tablas 8.1 y 8.2 presentan los smbolos de uso comn para la designacin
de materiales metlicos y no metlicos, respectivamente.
8.2
Rotulacin
Las vlvulas debern estar identificadas con la siguiente informacin, como
mnimo:
Nombre del fabricante y/o marca registrada.
Tamao nominal de la vlvula.
Material del cuerpo y guarnicin.
PROCEDIMIENTO DE INSPECCION
PDVSA
PDVSA PI080101
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
REVISION
FECHA
MAR.95
Pgina 14
.Men Principal
Indice manual
Indice volumen
Indice norma
Nmero de lote de fabricacin.
Rango de temperatura.
Rango de presin.
Indicacin del sentido de flujo.
Cualquier informacin adicional exigida por las reglamentaciones oficiales
vigentes al respecto.
Referencia Norma PDVSA EM2001/01
INFORME
INFORME N
Inspeccionado por
Empresa:
Pgina N
Fecha:
Inspeccin de vlvulas:
Para:
Orden de Compra N.
Telfono:
Fecha de inspeccin
Estado de la orden de compra
Rengln
Lugar
Completa
Incompleta
Prueba
Prueba
Rechazados
Descripcin Aceptados Hidrosttica Hidrosttica
y Razones
Cuerpo
Asientos
Inspeccin de vlvulas
Lo especificado a continuacin da una idea de lo que podr contener el informe
de inspeccin, adems de cualquier otra cosa especificada en la orden de
compra.
Inspeccin de acuerdo a norma
1. Reporte de las pruebas en fbrica y/o certificado del material.
2. Certificados del tratamiento trmico para los materiales recocidos,
normalizados o templados.
3. Registro de calificacin del soldador para ensamblajes con soldadura,
reparaciones de defectos y cambios en la guarnicin.
4. Registro de calificacin del procedimiento de soldadura y especificaciones
del procedimiento.
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 15
.Men Principal
Indice manual
Indice volumen
Indice norma
5. Acabados, material, defectos en la superficie, componentes y
dimensiones.
6. Concordancia con: descripcin de la orden de compra, especificaciones,
planos certificados, descripcin del catlogo del proveedor,
especificaciones de pintura o recubrimiento.
7. Implantacin del programa de aseguramiento/control de calidad por parte
del proveedor/fabricante.
8. Resultados de las pruebas hidrostticas (cuerpo y cierre).
9. Marcaje o identificacin.
10. Inspeccin con radiografas de las piezas de fundicin.
11. Inspeccin radiogrfica parcial de las soldaduras a tope en los cuerpos
soldados.
12. Inspeccin con radiografas al 100% de las soldaduras a tope en cada
vlvula.
13. Esquemas de las tomas de radiografas e informes de evaluacin.
14. Inspeccin con partculas magnticas de las piezas fundidas.
15. Otros.
Observaciones:
Fecha:
Firma del inspector.
10 BIBLIOGRAFIA
1.
API 593 Ductile Iron Plug Valves, Flanges Ends 2 Edicin Agosto 1981.
2.
API 598 Valve Inspection and Test Cuarta Edicin Octubre 1978.
3.
API 609 Buttertly Valves LugType and Water Type Segunda Edicin
Octubre 1978.
4.
API 599 Steel Plug Valves Flanged or Buttwelding Ends 2 Edicin Enero
1978.
5.
CASTILLO, JESUS. Principios Bsicos en la Seleccin, Inspeccin,
Mantenimiento y Reacondicionamiento de Vlvulas LAGOVEN, S.A. IV
Jornadas Tcnicas.
6.
COVENIN 176281 Acero Fundido para Vlvulas, Bridas, Accesorios y
componentes para Tuberas, Mtodo de Inspeccin Visual.
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 16
.Men Principal
Indice manual
Indice volumen
Indice norma
7.
COVENIN 3133-1 Procedimiento de Muestreo para Inspeccin
por Atributos.
8.
COVENIN 20.5.001 Vlvulas de Compuerta de Acero con Bridas o
Extremos para Soldar.
9.
Exxon Engineering Inspection Manual. Gate, Globle and Check Valves
Junio 1974, 12p.
10. CARDONA, RAMON. Procedimientos de Inspeccin de Vlvulas en
Fbrica Borrador, Octubre 1985.
11.
ASME V Nondestructive Examination.
12. ASME IX Welding and Brazing Qualifications.
13. API 6D Pipeline Valves, End Closures, Connectors and Swivels.
14. API 594 WaferType Check Valves.
15. API 600 Steel Cate Valves, Flanged or Buttwelding Ends.
16. API 602 Compact Carbon Steel Gate Valves.
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 17
.Men Principal
Indice manual
Indice volumen
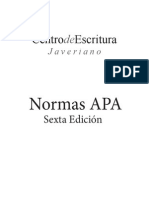
FIG. 2.1 VALVULA DE BOLA
1. Indicador
2. Vstago
3. Empaque del vstago
4. Arandelas y pernos del cuerpo
5. Anillo de asiento
6. Bola
7. Cuerpo (caja)
Indice norma
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 18
.Men Principal
Indice manual
Indice volumen
FIG. 2.2 VALVULA DE MARIPOSA
Indice norma
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 19
.Men Principal
Indice manual
Indice volumen
FIG. 2.3 VALVULA DE TAPON
1. Tornillo de lubricacin
2. Esprragos y arandelas del casquillo del prensaestopas
3. Casquillo del prensaestopas
4. Esprragos y arandelas de la cubierta
5. Cubierta
6. Empacadura de la cubierta
7. Empaque del vstago
8. Vlvulas de retencin lubricante
9. Tapn
10. Cuerpo
11. Collar de retencin
Indice norma
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 20
.Men Principal
Indice manual
Indice volumen
FIG. 2.4 VALVULAS DE COMPUERTA
Indice norma
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 21
.Men Principal
Indice manual
FIG. 2.4 (CONT.)
1. Indicador de vstago
2. Protector del vstago
3. VolanteManubrio
4. Tuercas de la horqueta
5. Horquilla
6. Vstago
7. Tornillos y tuercas del estribo de apoyo
8. Empaquetadura del vstago
9. Vlvula de alivio
10. Tope (casquete)
11. Tope de tuerca y perno
12. Disco de gua
13. Disco de ensamblaje
14. Anillo de Asiento
15. Cuerpo (Caja)
16. Apoyo
Indice volumen
Indice norma
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 22
.Men Principal
Indice manual
Indice volumen
FIG. 2.5 VALVULA DE GLOBO
Indice norma
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 23
.Men Principal
Indice manual
Indice volumen
FIG. 2.6 VALVULAS DE RETENCION
Indice norma
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 24
.Men Principal
Indice manual
Indice volumen
Indice norma
TABLA 5.1 LETRA CLAVE DEL TAMAO
TAMAO DEL
LOTE
NIVELES DE INSP. ESPECIALES
NIV. DE INSP. GENERAL
S.1
S.2
S.3
S.4
II
III
2a8
9 a 15
16 a 25
26 a 50
51 a 90
91 a 150
151 a 280
281 a 500
501 a 1200
1201 a 3200
3201 a 10000
10001 a 35000
35001 a 150000
150001 a 500000
500001 a ms
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 25
.Men Principal
Indice manual
TABLA 5.2
Indice volumen
Indice norma
PROCEDIMIENTO DE INSPECCION
PDVSA
PDVSA PI080101
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
REVISION
FECHA
MAR.95
Pgina 26
.Men Principal
Indice manual
Indice volumen
Indice norma
TABLA 6.1 OTRAS PRESIONES DE PRUEBA
PRUEBA
PRESION DE PRUEBAS
Asientos a baja presin
60 a 100 psig.
Cierre a alta presin
Mnimo 110% de la mxima presin de
trabajo a 100C (38F).
Asientos vlvulas de mariposa
Mnimo 110% de la presin diferencial.
Cono de cierre
Mnimo 110% de la presin de trabajo a
100C (38F).
TABLA 6.2 DURACION PRUEBA HIDROSTATICA
TAMAO NOMINAL
DURACION DE LA PRUEBA EN SEGUNDOS
(PULG)
CUERPO
ASIENTOS Y CIERRE
2 y menores
15
15
21/2 a 6
60
60
8 a 12
120
120
14 y mayores
300
120
VALVULAS DE MARIPOSA
TAMAO NOMINAL
DURACION DE LA PRUEBA EN SEGUNDOS
(PULG)
CUERPO
ASIENTOS Y CIERRE
2 y menores
15
15
21/
60
30
180
60
a8
10 y mayores
TABLA 6.3 MAXIMA FUGA PERMITIDA
TAMAO NOMINAL
MAXIMA PERDIDA ACEPTADA
(PULG)
GOTAS O BURBUJAS
2 y menores
21/
12
a6
8 a 12
20
14 y mayores
28
PROCEDIMIENTO DE INSPECCION
PDVSA
PDVSA PI080101
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
REVISION
FECHA
MAR.95
Pgina 27
.Men Principal
Indice manual
Indice volumen
Indice norma
TABLA 6.4 INDICADORES ACEPTABLES PARA ESPESOR DE PARED L51/mm
TIPO DE
DISCONTINUIDAD
PLACAS COMPARATIVAS DE ACEPTACION
CATEGORIA
ASTM E 71
ASTM E 446
Gas
A2
A2
Arena
B2
B3
CA2
CB3
C3
CC3
CD3
Grieta
Ninguna
Ninguna
Grieta por calor
Ninguna
Ninguna
Inserto
Ninguna
Ninguna
Mancha (Mottling)
Ref. Solamente
Contraccin
Tipo 1
Tipo 2
Tipo 3
Tipo 4
TABLA 6.5 INDICADORES ACEPTABLES PARA ESPESOR DE PARED 51114mm
TIPO DE DISCONTINUIDAD
PLACAS COMPARATIVA DE ACEPTACION
CATEGORIA
ASTM E186
Porosidad de gas
A3
Arena e inclusiones de escoria
B3
Contracciones,
CA3
CB3
CC3
Grieta
Ninguna
Grieta por calor
Ninguna
Inserto
Ninguna
Tipo 1
Tipo 2
Tipo 3
TABLA 6.6 CHARPY V NOTCH. REQUERIMIENTOS PRUEBA DE IMPACTO
1
Esfuerzo mximo de traccin del
material KSI (KPA), (ksi (kPa)
2
Energa mnima de impacto Charpy V
Notch (promedio de tres probetas).
FTLB (J), (ftlb(J)
85 o menor (586 o menor)
15 (20)
86 100 (587 689)
20 (27)
Sobre 100 (sobre 689)
25 (34)
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 28
.Men Principal
Indice manual
Indice volumen
Indice norma
TABLA 8.1 SIMBOLOS DE USO COMUN PARA MATERIALES
METALICOS
Aluminio (Aluminium) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . AL
Latn (Brass) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . BRS
Bronce (Bronze) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . BRZ
Acero al carbono (Carbon Steel) . . . . . . . . . . . . . . . . . . . . . . . . . . . . CS
Fundicin (Cast Iron) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . CI
Aleaciones CobreNiquel (CopperNickel Alloy) . . . . . . . . . . . . . . CU NI
Hierro dctil (Ductile Iron) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . DI
Revestimiento con metal duro (Hardfacing) . . . . . . . . . . . . . . . . . . . HF
Integral Seats . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . INT
Hierro maleable (Malleable Iron) . . . . . . . . . . . . . . . . . . . . . . . . . . . . MI
Aleaciones NquelCobre (NickelCopper Alloy) . . . . . . . . . . . . . . NI CU
Aleaciones blandas (Soft Metal) (for example, lead babbitt
copper etc.) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . SM
Acero inoxidable (Stainless Steel) . . . . . . . . . . . . . . . . . . . . . . . . . . . SS
Acero 13% Cr (Steel, 13 Chromium) . . . . . . . . . . . . . . . . . . . . . . . . . CR13
Acero 18% Cr (Steel, 18 Chromium) . . . . . . . . . . . . . . . . . . . . . . . . . CR18
Acero 28% Cr (Steel, 28 Chromium) . . . . . . . . . . . . . . . . . . . . . . . . . CR28
Acero 188 (Steel, 188 with Molybdenum) . . . . . . . . . . . . . . . . . . 188SMO
Acero 188 con Columbio (Steel, 188 with Columbium) . . . . . . . 188SCB
Acero con endurecimiento superficial (por ejem.
superficies nitruradas) (Surface Hardened Steel
(for example nitrited surfaces) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . SH
PROCEDIMIENTO DE INSPECCION
PDVSA
VALVULAS DE BOLA, MARIPOSA, TAPON,
COMPUESTA, GLOBO Y RETENCION
PDVSA PI080101
REVISION
FECHA
MAR.95
Pgina 29
.Men Principal
Indice manual
Indice volumen
Indice norma
TABLA 8.2 SIMBOLOS DE USO COMUN PARA MATERIALES
NOMETALICOS
Amianto (Asbestos) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ASB
Caucho Butadieno (Butadiense Rubber) . . . . . . . . . . . . . . . . . . . . . BR
Caucho Butlico (Butyl Rubber) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . HR
Neopreno o cloropreno (Chloroprene or neoprene) . . . . . . . . . . . . CR
Polietileno clorosulfonado (Chlorosulfonated Polyethylene) . . . . . CSM
Clorotrifluoroetileno (Chlorotrifluoreoethylene) . . . . . . . . . . . . . . . . CIFE
Monmero etilenopropileno dieno (EthylenePropylene
Diene Monomer) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . EPDM
Caucho etilenopropileno (EthylenePropylene Rubber) . . . . . . . EPR
Terpolmero de etilenopropileno (EthylenePropylene
Terpolymer) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . EPT
Fluoroelastmero (Viton) (Flurocarbon or Viton Rubber) . . . . . . . FP
MEtilenopropileno fluorado (Fluorinated Ethylene Propylene) . . FEP
Caucho isopreno (Isoprene Rubber) . . . . . . . . . . . . . . . . . . . . . . . . . IR
Caucho natural (Natural Rubber) . . . . . . . . . . . . . . . . . . . . . . . . . . . . NR
Caucho nitrilo (Caucho Buna N) (Nitrile or Bruna N Rubber) . . . . NBR
Poliamide (Nylon) (Nylon) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . NYL
Caucho polianlico (Polyacrylie Rubber) . . . . . . . . . . . . . . . . . . . . . . ACM
Cloruro de polivinilo (Poly Vinyl Chloride) . . . . . . . . . . . . . . . . . . . . PVC
Caucho silocona (Silicone Rubber) . . . . . . . . . . . . . . . . . . . . . . . . . . SI
Caucho estirenobutadieno (Styrene Butaliene Rubber) . . . . . . . SBR
Tetrafluoetileno (Tetrafluoroethylene) . . . . . . . . . . . . . . . . . . . . . . . . TFE
Material termoplstico (Thermoplastic material) . . . . . . . . . . . . . . . T PLAS
Material termoestable (Thermosetting material) . . . . . . . . . . . . . . . T SEE
Vous aimerez peut-être aussi
- Distribución e Importancia de Los Suelos VenezolanosDocument5 pagesDistribución e Importancia de Los Suelos VenezolanosJoseLozadaPas encore d'évaluation
- El Ejercicio de La Soberanía en La Explotación PetroleraDocument3 pagesEl Ejercicio de La Soberanía en La Explotación PetroleraJoseLozada100% (1)
- Ciencia de Los MaterialesDocument1 pageCiencia de Los MaterialesJoseLozadaPas encore d'évaluation
- Ensayo CharpyDocument17 pagesEnsayo CharpyJoseLozadaPas encore d'évaluation
- Guia Ensayo de ImpactoDocument6 pagesGuia Ensayo de ImpactoJoseLozadaPas encore d'évaluation
- PNF InformaticaDocument301 pagesPNF InformaticaJuan Diaz Perez75% (8)
- Criminalistic ADocument25 pagesCriminalistic AJoseLozadaPas encore d'évaluation
- DIBUJO Unidad 1 PDFDocument15 pagesDIBUJO Unidad 1 PDFJoseLozadaPas encore d'évaluation
- Ensayo Dureza 2Document47 pagesEnsayo Dureza 2JoseLozadaPas encore d'évaluation
- LAMINA 3 Trazado de LineasDocument18 pagesLAMINA 3 Trazado de LineasJoseLozadaPas encore d'évaluation
- Dibujo Unidad 1Document15 pagesDibujo Unidad 1JoseLozadaPas encore d'évaluation
- Ensayo de Traccion UPTJAADocument37 pagesEnsayo de Traccion UPTJAAJoseLozadaPas encore d'évaluation
- Tratamiento TérmicoDocument9 pagesTratamiento TérmicoJoseLozadaPas encore d'évaluation
- Formula Calculo Dureza BrinellDocument2 pagesFormula Calculo Dureza BrinellJoseLozadaPas encore d'évaluation
- Diagrama TTTDocument13 pagesDiagrama TTTJoseLozadaPas encore d'évaluation
- Trazado de AngulosDocument6 pagesTrazado de AngulosJoseLozadaPas encore d'évaluation
- Constitucion de Las Aleaciones PDFDocument4 pagesConstitucion de Las Aleaciones PDFJoseLozadaPas encore d'évaluation
- Constitucion de Las Aleaciones PDFDocument4 pagesConstitucion de Las Aleaciones PDFJoseLozadaPas encore d'évaluation
- Tipos de PlatinasDocument2 pagesTipos de PlatinasEdwin SaldarriagaPas encore d'évaluation
- 13 Metales A Altas y Bajas TemperaturasDocument12 pages13 Metales A Altas y Bajas TemperaturasJoseLozadaPas encore d'évaluation
- Ensayo DurezaDocument7 pagesEnsayo DurezaDavid DelgadoPas encore d'évaluation
- Guía de FundicionesDocument3 pagesGuía de FundicionesJoseLozadaPas encore d'évaluation
- El Término AceroDocument13 pagesEl Término AceroJoseLozadaPas encore d'évaluation
- Calulo Volumen Tronco de PiramideDocument6 pagesCalulo Volumen Tronco de PiramideJoseLozadaPas encore d'évaluation
- Alz AimerDocument1 pageAlz AimerJoseLozadaPas encore d'évaluation
- Informe Fase II, Etapa IIIDocument10 pagesInforme Fase II, Etapa IIIJoseLozadaPas encore d'évaluation
- Carta de JamaicaDocument2 pagesCarta de JamaicaJoseLozadaPas encore d'évaluation
- Coros de La IglesiaDocument16 pagesCoros de La IglesiaJoseLozada100% (2)
- Modelo de CurriculumDocument9 pagesModelo de CurriculumJoseLozadaPas encore d'évaluation
- Normas APA Sexta EdicionDocument24 pagesNormas APA Sexta EdicionAndersontatto95% (20)
- Amplificadores Multietapa o en CascadaDocument10 pagesAmplificadores Multietapa o en CascadaAlejandro Tello VargasPas encore d'évaluation
- Robinair 34700-2K Manual de OperacionDocument9 pagesRobinair 34700-2K Manual de OperacionTEROPas encore d'évaluation
- Cuadernillo Instalaciones ElectricasDocument34 pagesCuadernillo Instalaciones ElectricasJavito Rodriguez100% (1)
- Ejercicios 5Document3 pagesEjercicios 5Javier ReyesPas encore d'évaluation
- 1.2 Uso de FasoresDocument7 pages1.2 Uso de FasorescesarPas encore d'évaluation
- Guía #8 Números CuánticosDocument5 pagesGuía #8 Números CuánticosMauricio CerdasPas encore d'évaluation
- Retro TorqueDocument20 pagesRetro TorqueAlejandro Agudelo TrejosPas encore d'évaluation
- TP. Arbol Flexotorsionado3Document30 pagesTP. Arbol Flexotorsionado3Miguelito HerreraPas encore d'évaluation
- Informe de Celdas GalvanicasDocument9 pagesInforme de Celdas GalvanicasMalu AisnePas encore d'évaluation
- Coefiiente de Extincion MolarDocument8 pagesCoefiiente de Extincion Molardianabc23Pas encore d'évaluation
- Electricidad Nuevas Verificadas - OcrDocument25 pagesElectricidad Nuevas Verificadas - OcrALDO MAURICIO NARANJO MORAN100% (2)
- Informe Laboratorio ElectrodeposicionDocument22 pagesInforme Laboratorio ElectrodeposicionJasmin Yanina Solis SantiagoPas encore d'évaluation
- Histerisis IeeeDocument4 pagesHisterisis IeeeDiego Daniel SuárezPas encore d'évaluation
- Uso Sensores Ascensores PDFDocument1 pageUso Sensores Ascensores PDFFranco MendozaPas encore d'évaluation
- Estudios de Sistema de Protección Contra Fenómenos AtmosféricosDocument15 pagesEstudios de Sistema de Protección Contra Fenómenos AtmosféricosMallqui LopezPas encore d'évaluation
- Duo Vision - 46653V004 052007 0 OCE - RevB - EDocument23 pagesDuo Vision - 46653V004 052007 0 OCE - RevB - EPascual Sanchez MartinezPas encore d'évaluation
- Ejercicios Plan de Redaccion Guia 2Document5 pagesEjercicios Plan de Redaccion Guia 2Mauricio Javier Cuadros QuintanaPas encore d'évaluation
- Analisis Real - SaenzDocument119 pagesAnalisis Real - SaenzRoli MartínezPas encore d'évaluation
- Video de Fsica de ImagenesDocument26 pagesVideo de Fsica de ImagenesIsaura ParraPas encore d'évaluation
- Examen Mensual de FisicaDocument4 pagesExamen Mensual de FisicaalexanderPas encore d'évaluation
- Importancia y Utilidad de Semejanza DinámicaDocument14 pagesImportancia y Utilidad de Semejanza DinámicadanielaPas encore d'évaluation
- Taller No. 2Document8 pagesTaller No. 2Oscar Suárez Cubillos50% (2)
- G1ro Total PDFDocument170 pagesG1ro Total PDFKiria Trejo0% (1)
- Calificación y Trasabilidad de Equipos pdf4Document28 pagesCalificación y Trasabilidad de Equipos pdf4a. tarqui m.Pas encore d'évaluation
- Reacciones QuímicasDocument4 pagesReacciones QuímicasJose CurielPas encore d'évaluation
- Laboratorio #1 Disipador de EnergíaDocument14 pagesLaboratorio #1 Disipador de EnergíaElkin Fabian TrujilloPas encore d'évaluation
- 2.1. - Tensiones y Deformaciones-Medio ElásticoDocument17 pages2.1. - Tensiones y Deformaciones-Medio ElásticoOblap LapPas encore d'évaluation
- Fisiología Vegetal ProblemasDocument2 pagesFisiología Vegetal ProblemasLaura EstebanPas encore d'évaluation
- Bombas de EngranajesDocument60 pagesBombas de EngranajesOskar CorderoPas encore d'évaluation