Vous aimerez peut-être aussi
- CARBOWAX™ Polyethylene Glycol (PEG) 1000Document2 pagesCARBOWAX™ Polyethylene Glycol (PEG) 1000Anonymous vJPniV7Pas encore d'évaluation
- 7 - BP Khaswar - Single Cell Protein and Its ApplicationDocument35 pages7 - BP Khaswar - Single Cell Protein and Its ApplicationRendy CisaraPas encore d'évaluation
- Advances in Dairy ProductsD'EverandAdvances in Dairy ProductsFrancesco ContoPas encore d'évaluation
- SA 8000 Audit Check List VeeraDocument6 pagesSA 8000 Audit Check List Veeranallasivam v92% (12)
- Industrial MicrobiologyDocument0 pageIndustrial Microbiologymmoradi55100% (2)
- Hodgkin LymphomaDocument44 pagesHodgkin LymphomaisninePas encore d'évaluation
- 15 Yeast in BiotechnologyDocument6 pages15 Yeast in BiotechnologyMichael Vincent MonteroPas encore d'évaluation
- Lactic Acid Industrial ProductionDocument20 pagesLactic Acid Industrial Productiondorei100% (1)
- Applied and Industrial MicrobiologyDocument57 pagesApplied and Industrial MicrobiologyWinstonSwaby100% (1)
- Postoperative Care in Thoracic Surgery A Comprehensive GuideDocument397 pagesPostoperative Care in Thoracic Surgery A Comprehensive GuideΑΘΑΝΑΣΙΟΣ ΚΟΥΤΟΥΚΤΣΗΣ100% (1)
- Fermentative Production of Lactic Acid FDocument11 pagesFermentative Production of Lactic Acid FDHENADAPas encore d'évaluation
- Production of Metabolites, Industrial Enzymes, AminoDocument50 pagesProduction of Metabolites, Industrial Enzymes, AminoInuyashayahooPas encore d'évaluation
- General Process For The Preparation of Single Cell ProteinsDocument19 pagesGeneral Process For The Preparation of Single Cell ProteinsNikita BatraPas encore d'évaluation
- Starter Cultures in Food ProductionD'EverandStarter Cultures in Food ProductionBarbara SperanzaPas encore d'évaluation
- Jurnal MikrobiologiDocument14 pagesJurnal MikrobiologiWita RismaPas encore d'évaluation
- Growth Studies of Potentially Probiotic Lactic Acid Bacteria in Cereal-Based SubstratesDocument9 pagesGrowth Studies of Potentially Probiotic Lactic Acid Bacteria in Cereal-Based SubstratesSjjshahaPas encore d'évaluation
- MTP NewDocument23 pagesMTP Newhalewat AbebePas encore d'évaluation
- InTech-Gel Electrophoresis For Investigating Enzymes With Biotechnological ApplicationDocument15 pagesInTech-Gel Electrophoresis For Investigating Enzymes With Biotechnological Applicationchavi1310Pas encore d'évaluation
- Artículo PDFDocument7 pagesArtículo PDFEric Adiel Lona GaribayPas encore d'évaluation
- Food IndustryDocument8 pagesFood IndustrySabnam HossainPas encore d'évaluation
- Name: Nityantini D/O Nadeson REG NUMBER: 33DFO1E8F1009 Subject: Biotechnology (Tutorial Assessment) Lect Name: Miss Dina IzzatyDocument8 pagesName: Nityantini D/O Nadeson REG NUMBER: 33DFO1E8F1009 Subject: Biotechnology (Tutorial Assessment) Lect Name: Miss Dina IzzatynityaPas encore d'évaluation
- FermentationDocument3 pagesFermentationbretz.andreiPas encore d'évaluation
- Production of Lactic Acid From Starchy-Based Food SubstratesDocument9 pagesProduction of Lactic Acid From Starchy-Based Food SubstratesYoali HdezPas encore d'évaluation
- Teff Type-I Sourdough To ProduDocument21 pagesTeff Type-I Sourdough To ProdudanaPas encore d'évaluation
- Food Preservation Processing: NT30903. andDocument47 pagesFood Preservation Processing: NT30903. andAhmad Syamil Muhamad ZinPas encore d'évaluation
- A Novel Application of Solid State Culture Production of Lipases byDocument5 pagesA Novel Application of Solid State Culture Production of Lipases byasep muhamadPas encore d'évaluation
- Yeast Transgenic PlantsDocument5 pagesYeast Transgenic PlantsTooba Iqbal67% (6)
- (Honorato Et Al., 2007) Fermentation of Cashew Apple Juice To Produce High Added Value ProductsDocument7 pages(Honorato Et Al., 2007) Fermentation of Cashew Apple Juice To Produce High Added Value ProductsRosane CavalcantePas encore d'évaluation
- Food Biotechnology NotesDocument42 pagesFood Biotechnology NotesThirulogaSundhar BalakamatchiPas encore d'évaluation
- SCP CompleteDocument13 pagesSCP Completeviveka_vgo182471100% (3)
- 25 LSA Jakathi PDFDocument4 pages25 LSA Jakathi PDFLife Science ArchivesPas encore d'évaluation
- 10 1097@sga 000000000000036833Document12 pages10 1097@sga 000000000000036833khawla 2020Pas encore d'évaluation
- Z Biotech - RevisedDocument51 pagesZ Biotech - Revisedrani padamavathiPas encore d'évaluation
- Food and Beverage BiotechnologyDocument10 pagesFood and Beverage BiotechnologyHayderPas encore d'évaluation
- Lactic Acid Industrial ProductionDocument20 pagesLactic Acid Industrial ProductionJossePas encore d'évaluation
- Applications of Biotechnology in Food and AgricultureDocument2 pagesApplications of Biotechnology in Food and AgriculturekingsleyesedebePas encore d'évaluation
- Introduction of LipaseDocument38 pagesIntroduction of LipaseRamneet RanaPas encore d'évaluation
- NBECT Handout 12 INDUSTRIAL BIOTECHNOLOGYDocument16 pagesNBECT Handout 12 INDUSTRIAL BIOTECHNOLOGYAlliana EclarinalPas encore d'évaluation
- Bioresource Technology: Contents Lists Available atDocument7 pagesBioresource Technology: Contents Lists Available atAtchaya அட்சயாPas encore d'évaluation
- Production and Partial Characterization of Extracellular Amylase Enzyme From Bacillus Amyloliquefaciens P-001Document12 pagesProduction and Partial Characterization of Extracellular Amylase Enzyme From Bacillus Amyloliquefaciens P-001Matache GabrielaPas encore d'évaluation
- Why Inspection Microbial EnzymesDocument3 pagesWhy Inspection Microbial EnzymesAbdel Azim MohamedPas encore d'évaluation
- Food Biotechnology: Tahir Zahoor, Muhammad Saeed, Salim-ur-Rehman and Nazia KhalidDocument17 pagesFood Biotechnology: Tahir Zahoor, Muhammad Saeed, Salim-ur-Rehman and Nazia KhalidM SPas encore d'évaluation
- Evaluation of A Novel Low-Cost Culture MediumDocument8 pagesEvaluation of A Novel Low-Cost Culture MediumRosita HandayaniPas encore d'évaluation
- Algal BiotechDocument32 pagesAlgal BiotechKezhakkekarammal Puthiyedattu SandeepPas encore d'évaluation
- Azaizeh2020 - Production of Lactic Acid From Carob, Banana and Sugarcane Lignocellulose Biomass.Document14 pagesAzaizeh2020 - Production of Lactic Acid From Carob, Banana and Sugarcane Lignocellulose Biomass.Caitlyn Danielle Ogay SeePas encore d'évaluation
- Biotechnology in Microbial ProcessesDocument13 pagesBiotechnology in Microbial Processesolamicro50% (2)
- CAL A Expression in Picia PastorisDocument8 pagesCAL A Expression in Picia PastorisankurnewaskerPas encore d'évaluation
- 1.1the Role of Biotechnology in Food Production and ProcessingDocument12 pages1.1the Role of Biotechnology in Food Production and ProcessingJavierPas encore d'évaluation
- Bridging Biotechnology and Nanomedicine To Produce Biogreen Whey-Nanovesicles For Intestinal Health PromotionDocument47 pagesBridging Biotechnology and Nanomedicine To Produce Biogreen Whey-Nanovesicles For Intestinal Health PromotionTeresita CamachoPas encore d'évaluation
- Selection of Micro-OrganismsDocument9 pagesSelection of Micro-OrganismsNizar MousaPas encore d'évaluation
- Large Scale Production of Enzymes - Gaurav - ShresthaDocument22 pagesLarge Scale Production of Enzymes - Gaurav - ShresthaShivam AnandPas encore d'évaluation
- Metabolic EngineeringDocument9 pagesMetabolic EngineeringArup ChakrabortyPas encore d'évaluation
- Fermentation 1Document18 pagesFermentation 1MD. FOYSAL SIKDERPas encore d'évaluation
- Citric Acid Production From Molasses Use Biosynthesis Aspergillus NigerDocument4 pagesCitric Acid Production From Molasses Use Biosynthesis Aspergillus NigerManasa Sai AllavarapuPas encore d'évaluation
- Single Cell ProteinDocument3 pagesSingle Cell ProteinIamPankajPas encore d'évaluation
- Microbial Biomass ProductionDocument32 pagesMicrobial Biomass Productionpramudita nadiahPas encore d'évaluation
- Isolation of Lactic Acid Producing Bacteria and Production of Lactic Acid From IsolatesDocument6 pagesIsolation of Lactic Acid Producing Bacteria and Production of Lactic Acid From IsolatesNIET Journal of Engineering & Technology(NIETJET)Pas encore d'évaluation
- 15 TH PPT of Foods and Industrial MicrobiologyCourse No. DTM 321Document24 pages15 TH PPT of Foods and Industrial MicrobiologyCourse No. DTM 321Gounder KirthikaPas encore d'évaluation
- Module-9 (Theory) Media FormulationDocument4 pagesModule-9 (Theory) Media FormulationriyaPas encore d'évaluation
- Rhizopus Oryzae: Production of L-Lactic Acid From Starch and Food Waste by Amylolytic MTCC 8784Document11 pagesRhizopus Oryzae: Production of L-Lactic Acid From Starch and Food Waste by Amylolytic MTCC 8784Christin SimamoraPas encore d'évaluation
- Yeast Biomass Production: A New Approach in Glucose-Limited Feeding StrategyDocument8 pagesYeast Biomass Production: A New Approach in Glucose-Limited Feeding StrategyJoão Luis Bortolussi RodriguesPas encore d'évaluation
- Residual Yoghurt Whey For Lactic Acid ProductionDocument8 pagesResidual Yoghurt Whey For Lactic Acid ProductionJuan Daniel GuaquetaPas encore d'évaluation
- Micro-Algae Assisted Bioremediation of Simulated Dairy Effluent and ValorizationDocument227 pagesMicro-Algae Assisted Bioremediation of Simulated Dairy Effluent and ValorizationImane GadiPas encore d'évaluation
- A Compilation of Ligno-Cellulose Feedstock and Related Research for Feed, Food and EnergyD'EverandA Compilation of Ligno-Cellulose Feedstock and Related Research for Feed, Food and EnergyPas encore d'évaluation
- SSP 465 12l 3 Cylinder Tdi Engine With Common Rail Fuel Injection SystemDocument56 pagesSSP 465 12l 3 Cylinder Tdi Engine With Common Rail Fuel Injection SystemJose Ramón Orenes ClementePas encore d'évaluation
- Gay Costa Del Sol - 2010Document2 pagesGay Costa Del Sol - 2010gayinfospainPas encore d'évaluation
- f2607-#### f2607 20191203 111644Document2 pagesf2607-#### f2607 20191203 111644คุณชายธวัชชัย เจริญสุขPas encore d'évaluation
- Microsoft Security Intelligence Report Volume 21 EnglishDocument180 pagesMicrosoft Security Intelligence Report Volume 21 EnglishAlejandro CadarsoPas encore d'évaluation
- Paterno Report: Dr. Fred S. Berlin, M.D., PH.D Final Report 2-7-2013Document45 pagesPaterno Report: Dr. Fred S. Berlin, M.D., PH.D Final Report 2-7-2013The Morning CallPas encore d'évaluation
- Coarse DispersionsDocument35 pagesCoarse Dispersionsraju narayana padala0% (1)
- Essay 31 - Permissive ParentingDocument2 pagesEssay 31 - Permissive Parentingqbich37Pas encore d'évaluation
- Tcu Module Pe1 Lesson 1Document7 pagesTcu Module Pe1 Lesson 1Remerata, ArcelynPas encore d'évaluation
- PV2R Series Single PumpDocument14 pagesPV2R Series Single PumpBagus setiawanPas encore d'évaluation
- Brochure - ILLUCO Dermatoscope IDS-1100Document2 pagesBrochure - ILLUCO Dermatoscope IDS-1100Ibnu MajahPas encore d'évaluation
- My Public Self My Hidden Self My Blind Spots My Unknown SelfDocument2 pagesMy Public Self My Hidden Self My Blind Spots My Unknown SelfMaria Hosanna PalorPas encore d'évaluation
- EB Research Report 2011Document96 pagesEB Research Report 2011ferlacunaPas encore d'évaluation
- Family Stress TheoryDocument10 pagesFamily Stress TheoryKarina Megasari WinahyuPas encore d'évaluation
- Ancon Tension Systems March 2008Document16 pagesAncon Tension Systems March 2008Slinky BillPas encore d'évaluation
- Amul Amul AmulDocument7 pagesAmul Amul Amulravikumarverma28Pas encore d'évaluation
- LECTURE NOTES-EAT 359 (Water Resources Engineering) - Lecture 1 - StudentDocument32 pagesLECTURE NOTES-EAT 359 (Water Resources Engineering) - Lecture 1 - StudentmusabPas encore d'évaluation
- Chapter 8 - Lipids and Proteins Are Associated in Biological Membranes - Part 1Document44 pagesChapter 8 - Lipids and Proteins Are Associated in Biological Membranes - Part 1Tommy RamazzottoPas encore d'évaluation
- Electric Field Summary NotesDocument11 pagesElectric Field Summary NotesVoyce Xavier PehPas encore d'évaluation
- White Vaseline: Safety Data SheetDocument9 pagesWhite Vaseline: Safety Data SheetHilmi FauziPas encore d'évaluation
- Dwnload Full Fundamentals of Nursing 1st Edition Yoost Test Bank PDFDocument35 pagesDwnload Full Fundamentals of Nursing 1st Edition Yoost Test Bank PDFdetonateousellslbc100% (11)
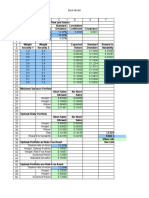
- BKM 10e Ch07 Two Security ModelDocument2 pagesBKM 10e Ch07 Two Security ModelJoe IammarinoPas encore d'évaluation
- 10.1.polendo (Additional Patent)Document11 pages10.1.polendo (Additional Patent)Rima AmaliaPas encore d'évaluation
- Public Conveyances: Environments in Public and Enclosed Places"Document1 pagePublic Conveyances: Environments in Public and Enclosed Places"Jesse Joe LagonPas encore d'évaluation
- CP 1Document22 pagesCP 1api-3757791100% (1)
- TCJ Series: TCJ Series - Standard and Low Profile - J-LeadDocument14 pagesTCJ Series: TCJ Series - Standard and Low Profile - J-LeadgpremkiranPas encore d'évaluation
- Team SportsDocument143 pagesTeam SportsYashPas encore d'évaluation