Vous aimerez peut-être aussi
- Anodizing AluminumDocument7 pagesAnodizing AluminumyunitaparerPas encore d'évaluation
- Material Finish GuideDocument7 pagesMaterial Finish GuideRomie CubalPas encore d'évaluation
- Benefits of Anodizing AluminumDocument31 pagesBenefits of Anodizing AluminumSenthil Kumar100% (2)
- Anodic Oxidation of Aluminium and Its Alloys: The Pergamon Materials Engineering Practice SeriesD'EverandAnodic Oxidation of Aluminium and Its Alloys: The Pergamon Materials Engineering Practice SeriesÉvaluation : 5 sur 5 étoiles5/5 (1)
- ANODIZING: ELECTROLYTIC PROCESS INCREASES ALUMINUM OXIDE LAYERDocument4 pagesANODIZING: ELECTROLYTIC PROCESS INCREASES ALUMINUM OXIDE LAYERShubham JainPas encore d'évaluation
- AnodizingDocument9 pagesAnodizingalphadingPas encore d'évaluation
- ANKURDocument20 pagesANKURDevashish JoshiPas encore d'évaluation
- Advanced Aluminum Anodizing TechnologyDocument7 pagesAdvanced Aluminum Anodizing TechnologyPuguh Cahpordjo Bae100% (1)
- Anodizing FinalDocument4 pagesAnodizing Finalravi sagar100% (1)
- AnodizingDocument24 pagesAnodizingRahul Pandey100% (2)
- Anodizing ProcedureDocument4 pagesAnodizing ProcedureGoran TesicPas encore d'évaluation
- AnodizingDocument14 pagesAnodizingvikeshmPas encore d'évaluation
- Aluminum AnodizationDocument19 pagesAluminum AnodizationDally Esperanza GafaroPas encore d'évaluation
- Navigating The Automotive Specifications For Aluminum AnodizingDocument17 pagesNavigating The Automotive Specifications For Aluminum AnodizingsonchemenPas encore d'évaluation
- Anodizing Standards and and Quality Control Tests Quality Control Tests of America's AutomakersDocument25 pagesAnodizing Standards and and Quality Control Tests Quality Control Tests of America's AutomakersshrikantbagalPas encore d'évaluation
- Aluminum Casting FundamentalDocument9 pagesAluminum Casting FundamentalchinwaihoongPas encore d'évaluation
- Aluminum AlloysDocument29 pagesAluminum AlloysAlejandra Balderas100% (1)
- ISO9000:2000 Certified Chem Film Coating ServicesDocument1 pageISO9000:2000 Certified Chem Film Coating ServicesShahid Ahmed.cPas encore d'évaluation
- Anodizing Aluminum and How It WorksDocument3 pagesAnodizing Aluminum and How It WorksImran ShuaibPas encore d'évaluation
- Aerospace Anodizing - Schaedel - Fred PDFDocument31 pagesAerospace Anodizing - Schaedel - Fred PDFĐức Tùng NgôPas encore d'évaluation
- Chemical Processing Scope Determination MatrixDocument20 pagesChemical Processing Scope Determination MatrixnorliePas encore d'évaluation
- High Integrity Die Casting - Imdc Dec 2013 Silafont®, Magsimal® Und Castasil®Document62 pagesHigh Integrity Die Casting - Imdc Dec 2013 Silafont®, Magsimal® Und Castasil®Giacomo Zammattio100% (1)
- Chrome Plating and Anodizing Operations GuideDocument6 pagesChrome Plating and Anodizing Operations GuidePuguh Cahpordjo BaePas encore d'évaluation
- AluminumDocument5 pagesAluminumBlueOneGaussPas encore d'évaluation
- ANODIZING OF ALUMINUM: THE PROCESS AND EQUIPMENTDocument18 pagesANODIZING OF ALUMINUM: THE PROCESS AND EQUIPMENTn4alpacaPas encore d'évaluation
- Anodizing Aluminum and Microstructure of Steel SprocketDocument16 pagesAnodizing Aluminum and Microstructure of Steel SprocketIlhamChaniefPas encore d'évaluation
- Faculdade Estadual de Engenharia Química de Lorena - FAENQUILDocument56 pagesFaculdade Estadual de Engenharia Química de Lorena - FAENQUILLuis Gustavo PachecoPas encore d'évaluation
- SpecialEdition3 - Gas Nitriding and Nitrocarburising138 - 177074Document48 pagesSpecialEdition3 - Gas Nitriding and Nitrocarburising138 - 177074ABRAHAM SILVA HERNANDEZPas encore d'évaluation
- Aluminum Alloys PresentationDocument15 pagesAluminum Alloys PresentationNarongrit SosaPas encore d'évaluation
- High Integrity Aluminum (GENERAL)Document140 pagesHigh Integrity Aluminum (GENERAL)Kmilo Giraldo100% (3)
- Anodize AluminiumDocument200 pagesAnodize AluminiumYunus LorrPas encore d'évaluation
- Low Current Density Anodizing Rev 0ADocument18 pagesLow Current Density Anodizing Rev 0AtootalldeanPas encore d'évaluation
- Dr. Vika Rizkia's Guide to Anodizing AluminumDocument41 pagesDr. Vika Rizkia's Guide to Anodizing AluminumFakhar Windratama100% (2)
- Chromate Conversion Coating and Alternatives As Corrosion-Resistant Treatments For Metal Parts v1Document17 pagesChromate Conversion Coating and Alternatives As Corrosion-Resistant Treatments For Metal Parts v1Ivy LiPas encore d'évaluation
- Advances in Surface Treatments: Technology — Applications — EffectsD'EverandAdvances in Surface Treatments: Technology — Applications — EffectsPas encore d'évaluation
- Aluminum Extrusion History and Production ProcessDocument35 pagesAluminum Extrusion History and Production ProcessShekar YerrapalliPas encore d'évaluation
- E155-00 Aluminum & Magnesium CastingsDocument4 pagesE155-00 Aluminum & Magnesium CastingsSander Duque100% (1)
- Anodized Coatings Spec for Aluminum AlloysDocument20 pagesAnodized Coatings Spec for Aluminum Alloysnoman888Pas encore d'évaluation
- Critical Aspects of The Salt Spray Test (ASTM B117 Altmayer 1985)Document4 pagesCritical Aspects of The Salt Spray Test (ASTM B117 Altmayer 1985)Geowana Yuka PurmanaPas encore d'évaluation
- Rheocasting of Aluminum 201Document56 pagesRheocasting of Aluminum 201Nahid LatonaPas encore d'évaluation
- Aluminium WeldingDocument0 pageAluminium Weldingrohitbhat2345Pas encore d'évaluation
- HPDC 3Document75 pagesHPDC 3mesalegui100% (1)
- Anodizing Basics: Mechanical & Chemical Surface TreatmentsDocument4 pagesAnodizing Basics: Mechanical & Chemical Surface TreatmentsSporkx100% (1)
- Standards For Aluminium Sand and Permanent Die CastingDocument61 pagesStandards For Aluminium Sand and Permanent Die Castingnhirpara186% (7)
- MIL-STD-645B Dip Brazing of Aluminum AlloysDocument16 pagesMIL-STD-645B Dip Brazing of Aluminum AlloysRichard BennardoPas encore d'évaluation
- ASCOMETAL Steel Grades ENDocument8 pagesASCOMETAL Steel Grades ENasad144Pas encore d'évaluation
- GEOMETDocument4 pagesGEOMETtoyota952Pas encore d'évaluation
- Black OxideDocument2 pagesBlack OxideGerman ToledoPas encore d'évaluation
- Laser Welding FundamentalsDocument18 pagesLaser Welding FundamentalsAdi PardedePas encore d'évaluation
- Evaluation of Die LubricantsDocument27 pagesEvaluation of Die LubricantsLilian Jefferson MalavaziPas encore d'évaluation
- Die Casting Defects PDFDocument4 pagesDie Casting Defects PDFJojokiba YosPas encore d'évaluation
- Surface Vehicle Standard: Laboratory Cyclic Corrosion TestDocument10 pagesSurface Vehicle Standard: Laboratory Cyclic Corrosion TestShawn Deol100% (1)
- Aluminium Extrusion Training Workshop GuideDocument68 pagesAluminium Extrusion Training Workshop GuideChitranjan Kumar100% (1)
- Stainless SteelDocument51 pagesStainless Steelcristian111111Pas encore d'évaluation
- Principles of Metal Surface Treatment and Protection: Pergamon International Library of Science, Technology, Engineering and Social Studies: International Series on Materials Science and TechnologyD'EverandPrinciples of Metal Surface Treatment and Protection: Pergamon International Library of Science, Technology, Engineering and Social Studies: International Series on Materials Science and TechnologyPas encore d'évaluation
- Pressure Diecasting: Metals — Machines — FurnacesD'EverandPressure Diecasting: Metals — Machines — FurnacesÉvaluation : 3 sur 5 étoiles3/5 (2)
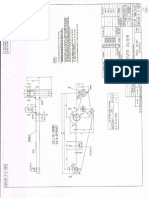
- Ad195156 - 774636 - Dist PlateDocument1 pageAd195156 - 774636 - Dist PlatetejassidhpuraPas encore d'évaluation
- 702701Document1 page702701tejassidhpuraPas encore d'évaluation
- LeverDocument4 pagesLevertejassidhpuraPas encore d'évaluation
- Ex Lite 95 Series: Explosion Proof Cum Weatherproof Well Glass LuminairesDocument1 pageEx Lite 95 Series: Explosion Proof Cum Weatherproof Well Glass LuminairestejassidhpuraPas encore d'évaluation
- FPJ 320 Series: Explosion Proof Cum Weatherproof Junction BoxesDocument2 pagesFPJ 320 Series: Explosion Proof Cum Weatherproof Junction BoxestejassidhpuraPas encore d'évaluation
- FPJ 320 Series: Explosion Proof Cum Weatherproof Junction BoxesDocument2 pagesFPJ 320 Series: Explosion Proof Cum Weatherproof Junction BoxestejassidhpuraPas encore d'évaluation
- SS Seat LegDocument1 pageSS Seat LegtejassidhpuraPas encore d'évaluation
- Type of Protection Ex P - Pressurized Panels: Mechanical SpecDocument2 pagesType of Protection Ex P - Pressurized Panels: Mechanical SpectejassidhpuraPas encore d'évaluation
- Wartime: National AdvisoryDocument22 pagesWartime: National AdvisorytejassidhpuraPas encore d'évaluation
- Tvakshas Engineering Solutions: Mgfrs & Repairs of All Types of Machines & SparesDocument1 pageTvakshas Engineering Solutions: Mgfrs & Repairs of All Types of Machines & SparestejassidhpuraPas encore d'évaluation
- Casting Process Design GuidelinesDocument8 pagesCasting Process Design GuidelinestejassidhpuraPas encore d'évaluation
- AQUATECH Water Treatment TechnologyDocument19 pagesAQUATECH Water Treatment TechnologytejassidhpuraPas encore d'évaluation
- Target CBD Store Alterations: 712 Hay Street Mall, PerthDocument2 pagesTarget CBD Store Alterations: 712 Hay Street Mall, PerthtejassidhpuraPas encore d'évaluation
- FLPW 927 Series: Atex CertifiedDocument1 pageFLPW 927 Series: Atex CertifiedtejassidhpuraPas encore d'évaluation
- 2 2103471 Two Stroke EngineDocument23 pages2 2103471 Two Stroke EngineAli Raza ShahidPas encore d'évaluation
- Precision chromatography columns for liquid chromatographyDocument4 pagesPrecision chromatography columns for liquid chromatographytejassidhpuraPas encore d'évaluation
- 6404 CA Brochure LT 4435-RevDocument8 pages6404 CA Brochure LT 4435-RevtejassidhpuraPas encore d'évaluation
- Fundamentals of Casting ProcessesDocument18 pagesFundamentals of Casting ProcessesKasinathan JeevaPas encore d'évaluation
- Fundamentals of Casting ProcessesDocument18 pagesFundamentals of Casting ProcessesKasinathan JeevaPas encore d'évaluation
- BelowsDocument35 pagesBelowstejassidhpuraPas encore d'évaluation
- SoftShift Section MDocument10 pagesSoftShift Section MtejassidhpuraPas encore d'évaluation
- SKF Ind Prod Pricelist - Sep 2013 FinalDocument272 pagesSKF Ind Prod Pricelist - Sep 2013 Finalanujpadia100% (1)
- Standard Cylindrical Bush SizesDocument2 pagesStandard Cylindrical Bush SizestejassidhpuraPas encore d'évaluation
- 5 KDocument2 pages5 KtejassidhpuraPas encore d'évaluation
- Prtoblem J BDocument24 pagesPrtoblem J BjhpandiPas encore d'évaluation
- Chemical Properties of Bearing BushDocument1 pageChemical Properties of Bearing BushtejassidhpuraPas encore d'évaluation
- Casting Process Design GuidelinesDocument8 pagesCasting Process Design GuidelinesSanjay ShahPas encore d'évaluation
- OpenFrame Section MDocument37 pagesOpenFrame Section MtejassidhpuraPas encore d'évaluation
- Physical Properties of Porous BushDocument1 pagePhysical Properties of Porous BushtejassidhpuraPas encore d'évaluation
- Loctite 435™: Technical Data SheetDocument3 pagesLoctite 435™: Technical Data SheettejassidhpuraPas encore d'évaluation
- Product Guide Atul LTDDocument13 pagesProduct Guide Atul LTDHarish PatelPas encore d'évaluation
- Durable Mould Release AgentDocument2 pagesDurable Mould Release AgentPhuong The NguyenPas encore d'évaluation
- NUBERG General TradingDocument1 pageNUBERG General TradingNexus Inspectorate Private LimitedPas encore d'évaluation
- Fundamentals of Metal CastingDocument37 pagesFundamentals of Metal Castinghimanshu singhPas encore d'évaluation
- Chemical CleaningDocument12 pagesChemical CleaningIqbal Safirul BarqiPas encore d'évaluation
- Types of Manufacturing Process Manufacturing Engineering - Mechanical EngineeringDocument8 pagesTypes of Manufacturing Process Manufacturing Engineering - Mechanical EngineeringMilan MottaPas encore d'évaluation
- Q345B WPSDocument1 pageQ345B WPSJamesPas encore d'évaluation
- Adhesive and Sealant Applications in The BodyDocument2 pagesAdhesive and Sealant Applications in The BodyRogério NisticoPas encore d'évaluation
- Professional Application ManualDocument70 pagesProfessional Application ManualMuthuKumarPas encore d'évaluation
- Vacuum Casting Systems H-5800-0110-03-A enDocument16 pagesVacuum Casting Systems H-5800-0110-03-A ensaravananPas encore d'évaluation
- Revisi Buat April Rev.03 Templete SO Bayanang LAPORAN STOCK NLG CKP FG BAYANGANDocument1 034 pagesRevisi Buat April Rev.03 Templete SO Bayanang LAPORAN STOCK NLG CKP FG BAYANGANOperational NLGPas encore d'évaluation
- Millstones Sheet 2Document1 pageMillstones Sheet 2samPas encore d'évaluation
- Gpg136 SolderDocument43 pagesGpg136 SolderJuan PerezPas encore d'évaluation
- PCSB PMA Riser Maintenance Paint MatrixDocument8 pagesPCSB PMA Riser Maintenance Paint MatrixZafarul Naim JamaludinPas encore d'évaluation
- AWS D1.1 welding standard low-hydrogen electrode bakingDocument1 pageAWS D1.1 welding standard low-hydrogen electrode bakingRohit KamblePas encore d'évaluation
- Carbon Hollow Bar: (32 To 250 MM OD) (254 To 610 MM OD)Document2 pagesCarbon Hollow Bar: (32 To 250 MM OD) (254 To 610 MM OD)Richard Vica CalvoPas encore d'évaluation
- Aluminum Handbook: Properties and SpecificationsDocument106 pagesAluminum Handbook: Properties and Specificationsxaaabbb_550464353Pas encore d'évaluation
- FORMER BUDGET TERMINAL FUEL HYDRANT INSPECTIONDocument2 pagesFORMER BUDGET TERMINAL FUEL HYDRANT INSPECTIONmohd as shahiddin jafri100% (1)
- Trestle Coffee TableDocument7 pagesTrestle Coffee Table- yAy3e -Pas encore d'évaluation
- Inspection and Test Plan For Anode T51-T60Document10 pagesInspection and Test Plan For Anode T51-T60congvt93Pas encore d'évaluation
- Cebex 112Document2 pagesCebex 112mohab hakimPas encore d'évaluation
- Electric Welding: Some of The Advantages of Welding AreDocument11 pagesElectric Welding: Some of The Advantages of Welding ArePriyadarshi MPas encore d'évaluation
- 4.4 Reactive System Material BalanceDocument36 pages4.4 Reactive System Material Balancemulugeta damisuPas encore d'évaluation
- Ficha Técnica Eli-FlexDocument2 pagesFicha Técnica Eli-FlexGhislaine SousaPas encore d'évaluation
- Exercise #1 IE 213 (Industrial Materials & Processes)Document4 pagesExercise #1 IE 213 (Industrial Materials & Processes)Earl Mathew DangcalanPas encore d'évaluation
- Module 2Document79 pagesModule 2uditPas encore d'évaluation
- McqsDocument33 pagesMcqsFaisal100% (2)
- Microsoft PowerPoint - Press Wood Pallet TDS (English) - 091014 - 인쇄압축Document63 pagesMicrosoft PowerPoint - Press Wood Pallet TDS (English) - 091014 - 인쇄압축Anjum ParkarPas encore d'évaluation
- Sa 516 WPQDocument1 pageSa 516 WPQElgen IgloriaPas encore d'évaluation
- WDX Drill Performance: Steel Stainless Steel Cast Iron Non FerrousDocument2 pagesWDX Drill Performance: Steel Stainless Steel Cast Iron Non Ferrousnimesh pandyaPas encore d'évaluation