Vous aimerez peut-être aussi
- Heavy Vehicle GuideDocument13 pagesHeavy Vehicle Guideanas100% (5)
- Shemhamphorash Astroilogy Paper Print Version SricfDocument65 pagesShemhamphorash Astroilogy Paper Print Version SricfAndrea Fabiana Blaschi100% (1)
- Shemhamphorash Astroilogy Paper Print Version SricfDocument65 pagesShemhamphorash Astroilogy Paper Print Version SricfAndrea Fabiana Blaschi100% (1)
- Soap BusinessDocument46 pagesSoap BusinessAndrea Fabiana Blaschi100% (1)
- EB3 Making Creams Rev 3rd EdDocument10 pagesEB3 Making Creams Rev 3rd EdAndrea Fabiana BlaschiPas encore d'évaluation
- Farmer MarketDocument76 pagesFarmer MarketAndrea Fabiana BlaschiPas encore d'évaluation
- Retete Rebecca DillonDocument46 pagesRetete Rebecca Dillonluna_nicolePas encore d'évaluation
- Homemade Skin Care Recipes & TipsDocument83 pagesHomemade Skin Care Recipes & TipsAndrea Fabiana Blaschi100% (3)
- AA SPEC 371001 - Conveyor Pulleys and ShaftsDocument14 pagesAA SPEC 371001 - Conveyor Pulleys and Shaftsjonodo89Pas encore d'évaluation
- MPE Chute DesignDocument24 pagesMPE Chute DesignGareth Blakey100% (2)
- Sidewinder ManualDocument245 pagesSidewinder ManualkukstrongPas encore d'évaluation
- Conveyor Pulley Failure Analysis PDFDocument3 pagesConveyor Pulley Failure Analysis PDFriysallPas encore d'évaluation
- Optimizing Screw ConveyorDocument6 pagesOptimizing Screw ConveyorChem.Engg100% (1)
- All American Summer IssueDocument50 pagesAll American Summer IssueAndrea Fabiana BlaschiPas encore d'évaluation
- April ShowersDocument48 pagesApril ShowersAndrea Fabiana BlaschiPas encore d'évaluation
- Volvo Penta TAD SeriesDocument2 pagesVolvo Penta TAD SeriesJauharul Alam100% (2)
- Ansi Cema Standard 300-2009Document4 pagesAnsi Cema Standard 300-2009Suthirak Sumran20% (5)
- Belt Cleaner HandbookDocument40 pagesBelt Cleaner Handbooklinmar7071100% (1)
- FeederDocument13 pagesFeedernileshPas encore d'évaluation
- Ansi Cema 550 r2009Document14 pagesAnsi Cema 550 r2009AnnisaPas encore d'évaluation
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsD'EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsPas encore d'évaluation
- L3271 F3Document223 pagesL3271 F3Jorge Rolando Alvarez Mendoza100% (6)
- Apron FeederDocument10 pagesApron FeederKenny Ruiz100% (1)
- CEMA Standard 705-2004pvDocument5 pagesCEMA Standard 705-2004pvMateus Camargo0% (1)
- Vibrating FeederDocument7 pagesVibrating FeederRk Upadhyay100% (1)
- Tutorial 2-Equilibrium 1Document2 pagesTutorial 2-Equilibrium 1Sai KrishnaPas encore d'évaluation
- Conveyor Design Standards SimplifiedDocument59 pagesConveyor Design Standards SimplifiedBapu612345Pas encore d'évaluation
- SCREW CONVEYOR CEMA Standard 300-1999 PDFDocument37 pagesSCREW CONVEYOR CEMA Standard 300-1999 PDFAndreLeandro1086% (7)
- CEMA GuidelinesDocument2 pagesCEMA GuidelinesasnandyPas encore d'évaluation
- Bucket Elevator CatalogDocument43 pagesBucket Elevator Catalogsunyahnil67% (3)
- Calculation CEMA 5 - Parte2Document5 pagesCalculation CEMA 5 - Parte2Angel AlvarezPas encore d'évaluation
- Discharge Screw Conveyors Design SelectionDocument5 pagesDischarge Screw Conveyors Design SelectionHadid100% (1)
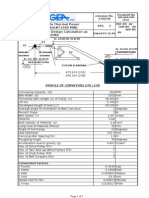
- Project: Vijayawada Thermal Power Station, Stage-IV Unit#7 (500 MW) Subject: Conveyor Design Calculation As Per 5th Edition of CEMADocument7 pagesProject: Vijayawada Thermal Power Station, Stage-IV Unit#7 (500 MW) Subject: Conveyor Design Calculation As Per 5th Edition of CEMASara Lopez100% (8)
- Cema Design BookDocument58 pagesCema Design BookBapu612345100% (3)
- Bulk Solids Feeder DesignDocument39 pagesBulk Solids Feeder Designmaran.suguPas encore d'évaluation
- Design and Application of FeederDocument35 pagesDesign and Application of Feederbgn10101977Pas encore d'évaluation
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshD'EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshPas encore d'évaluation
- Design, Fabrication and Testing of A Low Headroom Conveyor Transfer ChuteDocument132 pagesDesign, Fabrication and Testing of A Low Headroom Conveyor Transfer ChuteJakesPas encore d'évaluation
- ChuteDesignFormulas Paper43Document11 pagesChuteDesignFormulas Paper43Martin LarochellePas encore d'évaluation
- Chapter 13 D1 CEMA Bucket Elevator HP and CalculationsDocument4 pagesChapter 13 D1 CEMA Bucket Elevator HP and Calculationshafidh naufaldiPas encore d'évaluation
- Bulk Material Handling: Practical Guidance for Mechanical EngineersD'EverandBulk Material Handling: Practical Guidance for Mechanical EngineersÉvaluation : 5 sur 5 étoiles5/5 (1)
- Bulk SolidsDocument7 pagesBulk SolidsHafizAB9Pas encore d'évaluation
- Chapter 4 belt capacities and speedsDocument1 pageChapter 4 belt capacities and speedsachmatPas encore d'évaluation
- Jenikes' TheoryDocument209 pagesJenikes' TheoryMohammad Bataineh100% (1)
- Cema 576Document9 pagesCema 576Edwin MariacaPas encore d'évaluation
- Belt Conveyor Pulley Design - Why The FailuresDocument16 pagesBelt Conveyor Pulley Design - Why The FailuresenrimauryPas encore d'évaluation
- Quick Guide Into The ISO 14692 Revision 2016 Edition 26 May 2016Document44 pagesQuick Guide Into The ISO 14692 Revision 2016 Edition 26 May 2016pmr80_2004100% (1)
- Various Angle Used in Conveyor Belt DesignDocument11 pagesVarious Angle Used in Conveyor Belt DesignprashantPas encore d'évaluation
- MODERN PIPE CONVEYORS FOR COAL AND ASH TRANSPORTDocument12 pagesMODERN PIPE CONVEYORS FOR COAL AND ASH TRANSPORTIgor San Martín Peñaloza0% (1)
- Ansi Cema 403pvDocument3 pagesAnsi Cema 403pvAnand BhisePas encore d'évaluation
- Troughed Belt ConveyorsDocument18 pagesTroughed Belt Conveyorsjyoti ranjan nayak75% (4)
- Transfer Station Design For Iron OreDocument7 pagesTransfer Station Design For Iron Oreedmond1000Pas encore d'évaluation
- Cema Standard 550Document14 pagesCema Standard 550Nurul Haque100% (3)
- Belt Bucket Elevator DesignDocument14 pagesBelt Bucket Elevator Designking100% (1)
- Helix Chute Design Sample Report 2Document26 pagesHelix Chute Design Sample Report 2Sergio Diaz DuartePas encore d'évaluation
- Dust Control at Conveyor Transfer PointsDocument15 pagesDust Control at Conveyor Transfer PointsHaulian Siregar100% (2)
- Apron Feeder Power Calculations PDFDocument4 pagesApron Feeder Power Calculations PDFtuba25% (4)
- 5566 Drag ConveyorsDocument8 pages5566 Drag ConveyorsEduardo SaucedoPas encore d'évaluation
- Chute Performance and Design For Rapid Flow ConditionsDocument8 pagesChute Performance and Design For Rapid Flow Conditionsscrane@Pas encore d'évaluation
- Handling of Bulk Solids: Theory and PracticeD'EverandHandling of Bulk Solids: Theory and PracticeÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- Manual Helix Delta t6Document309 pagesManual Helix Delta t6Ricardo Garay Reinoso100% (2)
- CEMA Standard No. 403: Committee-NOT AUTHORIZED FOR DISTRIBUTION-6/11/2019Document27 pagesCEMA Standard No. 403: Committee-NOT AUTHORIZED FOR DISTRIBUTION-6/11/2019MichelaccPas encore d'évaluation
- Pipe Conveyors: Optimal Solutions For Specialised HandlingDocument6 pagesPipe Conveyors: Optimal Solutions For Specialised Handlingneeshakothari31Pas encore d'évaluation
- Wind Load NSCP 2010 SampleDocument5 pagesWind Load NSCP 2010 SampleRichard Tagle100% (1)
- Flow of Bulk Solids in Chute Design PDFDocument11 pagesFlow of Bulk Solids in Chute Design PDFluiasnadradePas encore d'évaluation
- Extract From The Book Belt FeederDocument93 pagesExtract From The Book Belt FeederPushp Dutt100% (1)
- Static Shaft Pulleys With Internal BearingsDocument14 pagesStatic Shaft Pulleys With Internal Bearingsjonodo89100% (1)
- BANDO Eng. CatalogDocument44 pagesBANDO Eng. Catalogatm_o40% (5)
- ASTM E1003 13 Hydrostatic Leak Testing 1 PDFDocument3 pagesASTM E1003 13 Hydrostatic Leak Testing 1 PDFAndrea Fabiana BlaschiPas encore d'évaluation
- Belt Catalog #2 Bridge StoneDocument55 pagesBelt Catalog #2 Bridge Stonetinyfalse100% (3)
- Calculation CEMA 5 - Parte3Document5 pagesCalculation CEMA 5 - Parte3Angel AlvarezPas encore d'évaluation
- Calculation CEMA 5 - Parte4Document5 pagesCalculation CEMA 5 - Parte4Angel AlvarezPas encore d'évaluation
- Concepts of Feeder Design and Performance in Relation to Loading Bulk Solids onto Conveyor BeltsDocument24 pagesConcepts of Feeder Design and Performance in Relation to Loading Bulk Solids onto Conveyor BeltsSandi ApriandiPas encore d'évaluation
- VFD Selection Guide For Screw FeedersDocument6 pagesVFD Selection Guide For Screw FeedersamitdharnePas encore d'évaluation
- Aaa PDFDocument1 pageAaa PDFAndrea Fabiana BlaschiPas encore d'évaluation
- ACCP Level II Ethics CodeDocument1 pageACCP Level II Ethics CodeAndrea Fabiana BlaschiPas encore d'évaluation
- Api 15 HR PDFDocument40 pagesApi 15 HR PDFjorgepetroleoPas encore d'évaluation
- 2920 DDiehlDocument37 pages2920 DDiehlAndrea Fabiana BlaschiPas encore d'évaluation
- Stress Analysis of Nozzle Connected to Pressure VesselDocument8 pagesStress Analysis of Nozzle Connected to Pressure VesselsenthilkumarPas encore d'évaluation
- Making Creams With Olive M 1000Document28 pagesMaking Creams With Olive M 1000Nicoleta Chiric0% (1)
- PRO Product Sheet PDFDocument2 pagesPRO Product Sheet PDFAndrea Fabiana BlaschiPas encore d'évaluation
- Favourite Recipes by SwiftDocument24 pagesFavourite Recipes by SwiftAndrea Fabiana BlaschiPas encore d'évaluation
- Handmade 1 PDFDocument37 pagesHandmade 1 PDFAndrea Fabiana BlaschiPas encore d'évaluation
- All American Summer PDFDocument50 pagesAll American Summer PDFAndrea Fabiana BlaschiPas encore d'évaluation
- Handmade 15 PDFDocument37 pagesHandmade 15 PDFAndrea Fabiana BlaschiPas encore d'évaluation
- WSP Handmade Latest PDFDocument72 pagesWSP Handmade Latest PDFAndrea Fabiana Blaschi100% (1)
- WSP Handmade LatestDocument50 pagesWSP Handmade Latest1224adhPas encore d'évaluation
- PRO Product Sheet PDFDocument2 pagesPRO Product Sheet PDFAndrea Fabiana BlaschiPas encore d'évaluation
- WSP Handmade Vol001Document37 pagesWSP Handmade Vol001Andrea Fabiana BlaschiPas encore d'évaluation
- Aromantic Newsletter 35Document27 pagesAromantic Newsletter 35Andrea Fabiana BlaschiPas encore d'évaluation
- Aromantic's June 2012 Newsletter Offers Savings on Oils, Books & CoursesDocument40 pagesAromantic's June 2012 Newsletter Offers Savings on Oils, Books & CoursesAndrea Fabiana BlaschiPas encore d'évaluation
- 9ni 4coDocument102 pages9ni 4cosunsirPas encore d'évaluation
- Comparison of Effective Width Method, Pigeaud's Theory and Westergaad's Method With SAP2000 Fem ModelDocument14 pagesComparison of Effective Width Method, Pigeaud's Theory and Westergaad's Method With SAP2000 Fem ModelAkarshGowdaPas encore d'évaluation
- Defects and Discontinuities: Tim Turner Elizabethtown Technical CollegeDocument78 pagesDefects and Discontinuities: Tim Turner Elizabethtown Technical Collegepurav_patel20079232Pas encore d'évaluation
- 5550/5550G Mechanical Vibration Switches DatasheetDocument8 pages5550/5550G Mechanical Vibration Switches DatasheetJadid AbdullahPas encore d'évaluation
- Flange Face Types-RF、FF、RTJDocument8 pagesFlange Face Types-RF、FF、RTJhervé louisPas encore d'évaluation
- Edmund Charlton Academic TranscriptDocument2 pagesEdmund Charlton Academic TranscriptCharlton EddiePas encore d'évaluation
- Strain Gage RosettesDocument15 pagesStrain Gage RosettesKaleem AkhtarPas encore d'évaluation
- Plates and Shells: Instructor's Solutions ManualDocument3 pagesPlates and Shells: Instructor's Solutions Manualehab elsawyPas encore d'évaluation
- Motor effect concepts and applicationsDocument2 pagesMotor effect concepts and applicationsIntiser RahmanPas encore d'évaluation
- Caddy Rod LockDocument16 pagesCaddy Rod LockcrisalevPas encore d'évaluation
- Results and Discussion: Sample Mark Annealing Parameters Hollomon-Jaffe ParametarDocument1 pageResults and Discussion: Sample Mark Annealing Parameters Hollomon-Jaffe ParametarDarko LandekPas encore d'évaluation
- ZEXEL test values for diesel fuel-injection equipment parametersDocument4 pagesZEXEL test values for diesel fuel-injection equipment parametersBest Auto TechPas encore d'évaluation
- Tcont900 InstallerDocument24 pagesTcont900 Installerapi-279886039100% (2)
- RSC-1650C, H, HR Service Manual (061208)Document56 pagesRSC-1650C, H, HR Service Manual (061208)JamesPas encore d'évaluation
- Koppel Ceiling SuspendedDocument2 pagesKoppel Ceiling SuspendedLeomark RespondePas encore d'évaluation
- PPV PresentationDocument66 pagesPPV PresentationIvan BogdanPas encore d'évaluation
- DocxDocument9 pagesDocxjamsheed sajidPas encore d'évaluation
- Guideline On Submission of Amendment and Record Piling Plans PDFDocument9 pagesGuideline On Submission of Amendment and Record Piling Plans PDFBlu SmileyPas encore d'évaluation
- Thermal Barrier Coatings On Ic Engines 13012013123658 Thermal Barrier Coatings On Ic EnginesDocument32 pagesThermal Barrier Coatings On Ic Engines 13012013123658 Thermal Barrier Coatings On Ic EnginesNagaraj KundapuraPas encore d'évaluation
- ARTESIAN VFD DRIVES FOR CENTRIFUGAL PUMPSDocument1 pageARTESIAN VFD DRIVES FOR CENTRIFUGAL PUMPScristobal_tl2277Pas encore d'évaluation
- BOQ Pengumuman 1065.RKSDocument2 pagesBOQ Pengumuman 1065.RKSDangolPas encore d'évaluation
- g6099 250kw Spec Sheet KohlerDocument8 pagesg6099 250kw Spec Sheet Kohlerwilliam000111Pas encore d'évaluation
- 7 - Psy - Chart - XLS Cooling CoilDocument28 pages7 - Psy - Chart - XLS Cooling CoilRanu JanuarPas encore d'évaluation
- Soldier Pile and Lagging Caltan 1990 Tedds CalcDocument2 pagesSoldier Pile and Lagging Caltan 1990 Tedds CalcRJSQPas encore d'évaluation
- Ch12 Homework Answers PDFDocument74 pagesCh12 Homework Answers PDFLiam GeragerPas encore d'évaluation
- 323D2L Hyd UENR3910UENR3910-03 SISDocument2 pages323D2L Hyd UENR3910UENR3910-03 SISMaury Barrales100% (1)