Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Pressure Vessels and Piping TutorialDocument441 pagesPressure Vessels and Piping TutorialAditya Ranjan Pathak100% (10)
- Trane Chiller Plant Admapn014en - 0105Document4 pagesTrane Chiller Plant Admapn014en - 0105a_salehiPas encore d'évaluation
- Sukkur temperature chart 2010-2018Document1 pageSukkur temperature chart 2010-2018Chem.EnggPas encore d'évaluation
- Integrating Process Safety and InnovationDocument5 pagesIntegrating Process Safety and InnovationChem.EnggPas encore d'évaluation
- Transmix ProcessingDocument4 pagesTransmix ProcessingChem.Engg100% (3)
- Chemical Engineering - July 2011 8Document1 pageChemical Engineering - July 2011 8Chem.EnggPas encore d'évaluation
- PetrochemicalsDocument1 pagePetrochemicalsChem.EnggPas encore d'évaluation
- Foam Systems Low Expansion Medium Expansion High ExpansionDocument4 pagesFoam Systems Low Expansion Medium Expansion High ExpansionIskandar HasibuanPas encore d'évaluation
- Capture 1Document1 pageCapture 1Chem.EnggPas encore d'évaluation
- Chemical Engineering - July 2011 6Document1 pageChemical Engineering - July 2011 6Chem.EnggPas encore d'évaluation
- Chemical Engineering - July 2011 16Document1 pageChemical Engineering - July 2011 16Chem.EnggPas encore d'évaluation
- Engineering: Capacity Calculations For Steam LoadsDocument12 pagesEngineering: Capacity Calculations For Steam Loadsanon_286159112Pas encore d'évaluation
- Chemical Engineering - July 2011 17Document1 pageChemical Engineering - July 2011 17Chem.EnggPas encore d'évaluation
- Chemical Engineering - July 2011 15Document1 pageChemical Engineering - July 2011 15Chem.EnggPas encore d'évaluation
- Chemical Engineering - July 2011 4Document1 pageChemical Engineering - July 2011 4Chem.EnggPas encore d'évaluation
- Chemical Engineering - July 2011 3Document1 pageChemical Engineering - July 2011 3Chem.EnggPas encore d'évaluation
- HRSG SimulationDocument7 pagesHRSG Simulationkaruna346Pas encore d'évaluation
- Pages From Chemical Engineering - July 2011Document1 pagePages From Chemical Engineering - July 2011Chem.EnggPas encore d'évaluation
- 10 Tips For Project ManagersDocument4 pages10 Tips For Project ManagersChem.EnggPas encore d'évaluation
- A Modern Approach To Solvent Selection - Mar-06 PDFDocument14 pagesA Modern Approach To Solvent Selection - Mar-06 PDFChem.EnggPas encore d'évaluation
- A Modern Approach To Solvent Selection - Mar-06 PDFDocument14 pagesA Modern Approach To Solvent Selection - Mar-06 PDFChem.EnggPas encore d'évaluation
- Turbocharger Pump PDFDocument4 pagesTurbocharger Pump PDFChem.EnggPas encore d'évaluation
- Boiler Water D.O. Control PDFDocument10 pagesBoiler Water D.O. Control PDFChem.EnggPas encore d'évaluation
- Diemnsionless No. in Fluid MechanicsDocument1 pageDiemnsionless No. in Fluid MechanicsChem.EnggPas encore d'évaluation
- Overpressure Protection-Low Temp EffectsDocument4 pagesOverpressure Protection-Low Temp EffectsChem.EnggPas encore d'évaluation
- Department Editor: Scott Jenkins: Safe Sampling of Heat-Transfer FluidsDocument1 pageDepartment Editor: Scott Jenkins: Safe Sampling of Heat-Transfer FluidsChem.EnggPas encore d'évaluation
- MSMPR Crystallization Equipment OverviewDocument1 pageMSMPR Crystallization Equipment OverviewChem.EnggPas encore d'évaluation
- Construction Cost IndicesDocument1 pageConstruction Cost IndicesWade ColemanPas encore d'évaluation
- About Flash TanksDocument4 pagesAbout Flash TanksChem.EnggPas encore d'évaluation
- Column Instrumentation BasicsDocument8 pagesColumn Instrumentation BasicsAmbuja SharmaPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- MEM554 - Thermalfluids Lab Computer Linked RefrigerationDocument25 pagesMEM554 - Thermalfluids Lab Computer Linked Refrigerationsayabudakcomey75% (12)
- Ey Oil and Gas Led TransformationDocument8 pagesEy Oil and Gas Led TransformationMohammad Mahdi MozaffarPas encore d'évaluation
- Overall Network (GVN) Function - 205Document8 pagesOverall Network (GVN) Function - 205Ritesh100% (1)
- Design and Fabrication of Stair Climbing CartDocument35 pagesDesign and Fabrication of Stair Climbing Cartduleep danielPas encore d'évaluation
- Om3 65 PDFDocument81 pagesOm3 65 PDFibrahemPas encore d'évaluation
- Acumen: Myanmar B2B Management MagazineDocument80 pagesAcumen: Myanmar B2B Management MagazineACUMEN Business MagazinePas encore d'évaluation
- Abhishek Summer ReportDocument77 pagesAbhishek Summer ReportAaryan SinglaPas encore d'évaluation
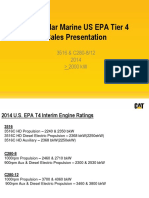
- Caterpillar Marine EPA Tier 4 Sales PresentationDocument32 pagesCaterpillar Marine EPA Tier 4 Sales PresentationAnji Reddy DPas encore d'évaluation
- Affordable Seagoing Engine Options from 43-150hpDocument12 pagesAffordable Seagoing Engine Options from 43-150hpegbert axelPas encore d'évaluation
- Electronic Fuel Injection Systems ExplainedDocument28 pagesElectronic Fuel Injection Systems ExplainedSravan GundamPas encore d'évaluation
- Gs 2668 RT 2001g.Document136 pagesGs 2668 RT 2001g.MladenPas encore d'évaluation
- Motor RexrotDocument6 pagesMotor RexrotSilvio RomanPas encore d'évaluation
- Bio EtOHDilutedAcidFinal PDFDocument44 pagesBio EtOHDilutedAcidFinal PDFRaul SoaresPas encore d'évaluation
- AC250 Data SheetDocument5 pagesAC250 Data SheetAshutosh SinghPas encore d'évaluation
- TillotsonTCT Explanation of Operation v1b2016!4!22Document3 pagesTillotsonTCT Explanation of Operation v1b2016!4!22tornomanPas encore d'évaluation
- Toyota Umbrella Toyota Mug: (Globe) (SUN) (Smart)Document1 pageToyota Umbrella Toyota Mug: (Globe) (SUN) (Smart)Eggy PascualPas encore d'évaluation
- Watch Cleaning Machine Operating InstructionsDocument4 pagesWatch Cleaning Machine Operating InstructionsKaj Lydestad67% (3)
- 10-I C Engines PPT PDFDocument67 pages10-I C Engines PPT PDFS.m. ChandrashekarPas encore d'évaluation
- Enhancing Heat Recovery for Thermoelectric DevicesDocument17 pagesEnhancing Heat Recovery for Thermoelectric Devicesph_twistyPas encore d'évaluation
- CIEP Paper 2018 - Refinery 2050Document46 pagesCIEP Paper 2018 - Refinery 2050igor lyahnovichPas encore d'évaluation
- Mitsubishi MSZ Fd25 35vahDocument2 pagesMitsubishi MSZ Fd25 35vahZachary TaylorPas encore d'évaluation
- ForkliftDocument117 pagesForkliftDragomir AurelPas encore d'évaluation
- Alimpolos, Christian R. BSMT LL - CanuposDocument3 pagesAlimpolos, Christian R. BSMT LL - Canuposjona100% (1)
- Sugar Cane Ethanol Plant Best ParcticeDocument23 pagesSugar Cane Ethanol Plant Best ParcticeThiha Myat LwinPas encore d'évaluation
- Scooptram ST14 Battery: Fully Battery Electric Loader With 14-Tonne CapacityDocument8 pagesScooptram ST14 Battery: Fully Battery Electric Loader With 14-Tonne CapacityAnonymous Mdw6y7Q1Pas encore d'évaluation
- Compressors Condition AnalysisDocument50 pagesCompressors Condition AnalysisBrobrt100% (1)
- Colombia Oil & Gas Report Q3 2015Document157 pagesColombia Oil & Gas Report Q3 2015edgarmerchan100% (1)
- Piping Design Course SyllabusDocument7 pagesPiping Design Course SyllabusKagira Drawing Soltuion0% (1)
- PB Melters 15-30-50 Data SheetDocument2 pagesPB Melters 15-30-50 Data SheetNordson Adhesive Dispensing SystemsPas encore d'évaluation
- Time Sheet & Pay Roll Calculation: FROM: 21 JULI 2022 - 20 AGUSTUS 2022 Base: JakartaDocument1 pageTime Sheet & Pay Roll Calculation: FROM: 21 JULI 2022 - 20 AGUSTUS 2022 Base: JakartaRo DiroPas encore d'évaluation