Académique Documents
Professionnel Documents
Culture Documents
HOW TO READ BORING BAR STANDARDS
Transféré par
Sơn ĐặngTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
HOW TO READ BORING BAR STANDARDS
Transféré par
Sơn ĐặngDroits d'auteur :
Formats disponibles
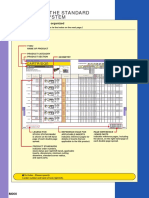
HOW TO READ THE STANDARD
OF BORING BARS
a How this section page is organized
zOrganized by product series.
(Refer to the index on the next page.)
FIGURE SHOWING THE TOOLING APPLICATION
uses illustrations and arrows to depict available
machining applications along with cutting edge
lead angles.
TYPE OF BORING BAR
indicates the initial letters for the order number,
as well as applicable insert types.
GEOMETRY
TITLE OF PRODUCT SERIES
PRODUCT SECTION
CHIP BREAKER BY
CUTTING APPLICATION
PRODUCT FEATURES
BORING BARS
DIMPLE BAR
FSCLC/P
a Excellent vibration resistance due to light dimple head.
a Chip disposal is improved by having two channels for chip evacuation.
a A laser printed scale on the side for easy installation (Steel shank).
a l/d is 3 to 5 times the diameter (Carbide shank is 7 to 8 times the diameter).
CCooinserts, CPooinserts FP
Finish
Finish
(06,09)
Medium
95
Light
FM
MP
Light
LP
LM
(06,09)
(06,09)
Medium
PCD/CBN
FSTUP
TPooinserts
Finish
(06,09)
SV
(08,09)
Medium
MV
(08,09,11,16) (08,09,11,16)
PCD
93
MM
Light
FV
CBN
R/L-F
FSCLC1008R/L-06S=1
BORING
R L
FSCLC1008R/L-06S
a a
FSCLP1210R/L-08S
a a
FSCLP1412R/L-08S
a a
FSCLP1612R/L-09S
a a
FSCLP1816R/L-09S
a a
FSCLP2220R/L-09S
FSCLP3025R/L-09S
(06,09)
(06,09)
DCON
LF
LDRED WF
Right hand tool holder shown.
(06,08,09)
Dimensions(mm)
Insert Number
GAMF DMIN
RE
Maximum
recommendation
l/d
ratio Clamp
Order Number
(08,09,11,16)
GAMF DMIN
RE
Maximum
recommendation
l/d
ratio Clamp
Screw
Wrench
TKY06F
125 18
7.2 12
10
0.4
TS253 TKY08F
FSTUP1008R/L-08S
a a
0802pp
125
18
7.2
10
10
0.4
TS2D
150 22.5
12
0.4
3.5
TS3D
TKY10F
FSTUP1210R/L-09S
a a
0902pp
10
150
22.5
12
0.4
3.5
TS25D TKY08F
0802pp
12
150 27
11
14
0.4
TS3D
TKY10F
FSTUP1412R/L-09S
a a
0902pp
12
150
27
11
14
0.4
TS25D TKY08F
0903pp
12
150 30
11
16
0.4
TS4D
TKY15F
FSTUP1210R/L-11S
a a
1103pp
10
150
22.5
12
0.4
3.5
TS31D TKY10F
0903pp
16
180 36
15
3.5
18
0.4
TS4D
TKY15F
FSTUP1412R/L-11S
a a
1103pp
12
150
27
11
14
0.4
TS31D TKY10F
a a
0903pp
20
220 45
11
19
22
0.4
TS4D
TKY15F
FSTUP1816R/L-11S
a a
1103pp
16
180
36
15
18
0.4
TS31D TKY10F
a a
0903pp
25
250 56.3
15
23.4
30
0.4
TS4D
TKY15F
FSTUP2220R/L-11S
a a
1103pp
20
220
45
11
19
22
0.4
TS31D TKY10F
FSTUP3225R/L-16S
a a
1603pp
25
270
56.3
16
23.4
32
0.8
TS4D
CPMH
NP-CPGB
NP-CPMB
NP-CPMH
Carbide shank
with coolant hole
CCooinserts, CPooinserts
Finish
FP
Finish
Light
FM
Light
LP
LM
(06,09)
(06,09)
(06,09)
Medium
Medium
PCD/CBN
MP
(06,09)
Right hand tool holder shown.
Stock
FSCLC1008R/L-06E
a a
FSCLC1008R-06E-2/3
(06,09)
DCON
LF
LDRED WF
FSTUP-E
Carbide shank
with coolant hole
TPooinserts
Finish
RE
Maximum
recommendation
l/d
ratio Clamp
Screw
Right hand tool holder shown.
Wrench
0602pp
CCGH
CCMH
0602pp
NP-CCGT
NP-CCGW 0602pp
140
13.8
7.2 12
10
0.4
TS253 TKY08F
90
13.8
7.2 12
10
0.4
TS253 TKY08F
Order Number
Light
FV
SV
Medium
MV
(08,09)
(08,09,11)
PCD
CBN
(08,09,11)
R/L-F
(06,08,09)
GAMF DMIN
TKY15F
* Clamp Torque (N m) : TS2D=0.6, TS25D=1.0, TS31D=2.5, TS4D=3.5
93
(06,09)
Dimensions(mm)
Insert Number
R L
TPGH
TPMH
NP-TPGB
NP-TPMB
NP-TPMH
MM
FSCLC1008R/L-06E (-2/3, -1/2)=1
Stock
(08,09,11)
DCON
R L
LF
LDRED WF
(08,09,11)
Dimensions(mm)
Insert Number
GAMF DMIN
RE
Maximum
recommendation
l/d
ratio Clamp
Screw
Wrench
a a
0802pp
140
13.8
7.2
10
10
0.4
TS2D
TKY06F
90
13.8
7.2
10
10
0.4
TS2D
TKY06F
TKY06F
FSCLC1008R-06E-1/2
70
13.8
7.2 12
10
0.4
TS253 TKY08F
FSTUP1008R/L-08E
FSCLP1210R/L-08E
a a
0802pp
10
160
16.0
12
0.4
7.5
TS3D
TKY10F
FSTUP1008R-08E-2/3
0802pp
FSCLP1210R-08E-2/3
0802pp
10
105
16.0
12
0.4
7.5
TS3D
TKY10F
FSTUP1008R-08E-1/2
0802pp
70
13.8
7.2
10
10
0.4
TS2D
FSCLP1210R-08E-1/2
0802pp
10
80
16.0
12
0.4
7.5
TS3D
TKY10F
FSTUP1210R/L-09E
a a
0902pp
10
160
16.0
12
0.4
7.5
TS25D TKY08F
FSCLP1412R/L-08E
a a
0802pp
12
180
17.8
11
14
0.4
TS3D
TKY10F
FSTUP1210R-09E-2/3
0902pp
10
105
16.0
12
0.4
7.5
TS25D TKY08F
FSCLP1412R-08E-2/3
0802pp
12
120
17.8
11
14
0.4
TS3D
TKY10F
FSTUP1210R-09E-1/2
0902pp
10
80
16.0
12
0.4
7.5
TS25D TKY08F
FSCLP1412R-08E-1/2
0802pp
12
90
17.8
11
14
0.4
TS3D
TKY10F
FSTUP1412R/L-09E
a a
0902pp
12
180
17.8
11
14
0.4
TS25D TKY08F
FSCLP1816R/L-09E
a a
0903pp
16
220
21.8
15
3.5
18
0.4
TS4D
TKY15F
FSTUP1412R-09E-2/3
0902pp
12
120
17.8
11
14
0.4
TS25D TKY08F
0902pp
12
90
17.8
11
14
0.4
TS25D TKY08F
CPMH
NP-CPGB
NP-CPMB
NP-CPMH
TPGH
TPMH
NP-TPGB
NP-TPMB
NP-TPMH
FSCLP1816R-09E-2/3
0903pp
16
145
21.8
15
3.5
18
0.4
TS4D
TKY15F
FSTUP1412R-09E-1/2
FSCLP1816R-09E-1/2
0903pp
16
110
21.8
15
3.5
18
0.4
TS4D
TKY15F
FSTUP1816R/L-11E
a a
1103pp
16
220
21.8
15
18
0.4
TS31D TKY10F
FSCLP2220R/L-09E
a a
0903pp
20
250
24.0
11
19
22
0.4
TS4D
TKY15F
FSTUP1816R-11E-2/3
1103pp
16
145
21.8
15
18
0.4
TS31D TKY10F
FSCLP2220R-09E-2/3
0903pp
20
165
24.0
11
19
22
0.4
TS4D
TKY15F
FSTUP1816R-11E-1/2
1103pp
16
110
21.8
15
18
0.4
TS31D TKY10F
FSCLP2220R-09E-1/2
0903pp
20
125
24.0
11
19
22
0.4
TS4D
TKY15F
FSTUP2220R/L-11E
a a
1103pp
20
250
24.0
11
19
22
0.4
TS31D TKY10F
FSTUP2220R-11E-2/3
1103pp
20
165
24.0
11
19
22
0.4
TS31D TKY10F
FSTUP2220R-11E-1/2
1103pp
20
125
24.0
11
19
22
0.4
TS31D TKY10F
Clamp Torque (N m) : TS253=1.0, TS3D=2.5, TS4D=3.5
(Note 1) The insert photos are only examples. The letters refer to the chip breaker and the dimension refers to the inscribed circle.
(Note 2) When using insert with right and left hand chip breaker, please use left hand
insert for right hand holder and right hand insert for left hand holder.
CCpp type inserts
A126 A130
a : Inventory maintained in Japan.
CPpp type inserts
A131
CBN & PCD inserts
B039 B042, B059
* Clamp Torque (N m) : TS2D=0.6, TS25D=1.0, TS31D=2.5
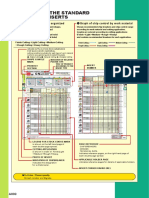
LEGEND FOR STOCK
STATUS MARK
REFERENCE PAGE
FOR APPLICABLE INSERTS
is shown on the left hand page
of each double-page spread.
indicates reference pages for
details of inserts that are
applicable to the title product.
PRODUCT STANDARDS
indicates order numbers,
stock status (per right/left hand),
applicable inserts, dimensions,
minimum cutting diameters,
standard corner radius,
recommended l/d ratios,
and spare parts.
MIN. CUTTING DIAMETER
is colour-coded to let you find, at a
glance, the maximum / minimum cutting
diameters for internal machining.
a To Order : Please specify
zorder number and hand of tool (right/left).
E000
LDRED WF
10
95
E006
LF
0602pp
FSCLC/P-E
DCON
0802pp
* Clamp Torque (N m) : TS253=1.0, TS3D=2.5, TS4D=3.5
Order Number
Insert Number
R L
Wrench
Screw
CCG/MH
NP-CCGT
NP-CCGW
(08,09,11)
Dimensions(mm)
Stock
BORING
Right hand tool holder shown.
Stock
Order Number
CUTTING CONDITIONS
TPpp type inserts
CBN & PCD inserts
A145 A147
B046, B062
SPARE PARTS
TECHNICAL DATA
E012
P001
Q001
E007
PAGE REFERENCE
SPARE PARTS
TECHNICAL DATA
indicates reference pages, including
the above, on the right hand page of
each double-page spread.
TURNING TOOLS
BORING BARS
CLASSIFICATION OF BORING TOOLS .......... E002
IDENTIFICATION .............................................. E004
STANDARD BORING BARS
FEATURES OF DIMPLE BAR ...................... E005
DIMPLE BAR................................................. E006
DOUBLE CLAMP DIMPLE BAR................... E013
MICRO-DEX BORING BARS ........................ E016
MICRO-MINI TWIN BORING BARS ............. E019
MICRO-MINI BORING BARS........................ E022
F TYPE BORING BARS ................................ E025
S TYPE BORING BARS................................ E028
P TYPE BORING BARS................................ E035
D TYPE BORING HEAD ............................... E039
AL TYPE BORING BARS ............................. E042
Arranged by Alphabetical order
*E013
E017 CpppSTUC
Appp-DCLN
E013
E014
E014
E015
E015
E036
E037
E036
E038
E035
E035
E037
E022
E016
E030
E031
E029
E028
Appp-DDUN
Appp-DSKN
Appp-DTFN
Appp-DVUN
Appp-DWLN
ApppPCLN
ApppPDQN
ApppPDUN
ApppPDZN
ApppPSKN
ApppPTFN
ApppPWLN
Cpppp-BLS
CpppSCLC
CpppSCLC
CpppSDQC
CpppSDUC
CpppSTFC
E032
E016
E019
E020
E040
E040
E039
E039
E041
E026
E026
E006
E009
E008
E025
E025
E007
E012
CpppSVQC
CpppSWUB
CB
CR
DPCL
DPDH
DPDU
DPTF
DPVP
FCTU1
FCTU2
FSCLC/P
FSDQC
FSDUC
FSTU1
FSTU2
FSTUP
FSVJB/C
E011
E011
E027
E027
E010
E018
E023
E030
E034
E031
E029
E033
E028
E042
E032
E033
E024
FSVPB/C
FSVUB/C
FSWL1
FSWL2
FSWUB/P
RBH
RBH
SpppSCLC
SpppSCZC
SpppSDQC
SpppSDUC
SpppSSKC
SpppSTFC
SpppSTFE
SpppSVQC
SpppSVUC
SBH
E001
BORING BARS
CLASSIFICATION
KAPR=75 KAPR=91
Name of Tool Holder
DIMPLE BAR
Features
a
a
a
a
BORING
DOUBLE CLAMP
DIMPLE BAR
a
a
a
a
F Type Boring Bars
a
a
a
a
a
S Type Boring Bars
a
a
a
a
a
P Type Boring Bars
a
a
a
a
a
D Type Boring Head
a
a
a
a
The minimum cutting diameter is
from &10.
5, 7, 11 positive insert.
Excellent vibration resistance due
to a light dimple head.
l/d is 3 to 5 times the diameter
(Carbide shank is 7 to 8 times the
diameter).
The minimum cutting diameter is
from &32.
Economical negative insert.
Single action type.
Excellent vibration resistance due
to a light dimple head.
(With coolant hole.)
l/d is 3 to 4 times the diameter.
KAPR
KAPR
^ E007
DSKN
^ E014
DTFN
^ E014
a
a
a
a
a
a
MICRO-DEX
Boring Bars
(Carbide Shank)
a
a
^ E033
The minimum cutting diameter is
from &25.
ISO standard.
Economical negative insert.
Lever lock type, and pin lock type.
l/d is 3 times the diameter.
^ E035
a
a
a
a
MICRO-MINI TWIN
Boring Bars
a
a
a
a
MICRO-MINI
Boring Bars
a
a
a
a
The minimum cutting diameter is from &5.
7positive insert.
Carbide shank type.
Easy-to-use tool geometries.
Suitable for small workpieces.
l/d is 5 times the diameter.
^ E013
FSTU
The minimum cutting diameter is from &11.
ISO standard.
7positive insert.
Screw-on type.
l/d is 3 to 5 times the diameter
(Carbide shank is 7 times the diameter).
The minimum cutting diameter is from &20.
Suitable for non-ferrous metal.
20positive insert.
Screw-on type.
l/d is 6 times the diameter.
Excellent vibration resistance.
DDUN
^ E025
SSKC
PSKN
STFC
^ E028
PTFN
^ E035
DPTF
^ E039
AL Type Boring Bars
KAPR
FSTUP
The minimum cutting diameter is
from &5.8.
11positive insert.
Screw-on type and Clamp-on type.
l/d is 3 to 5 times the diameter.
FSWL type is 7positive insert.
The minimum cutting diameter is
from &40.
Economical negative insert.
Lever lock type.
Exchangeable head type.
KAPR=93
SDUC
^ E029
FSDUC
^ E008
DVUN
^ E015
FCTU
^ E026
SVUC
^ E033
PDUN
^ E036
DPDU
^ E039
STFE
^ E042
SWUB
^ E016
STUC
^ E017
The minimum cutting diameter is
from &2.2.
Solid carbide type with two cutting
edges.
Continuous cutting from boring to facing.
With or without a chip breaker.
The minimum cutting diameter is
from &3.2.
Solid carbide type (Single cutting edges).
l/d is 5 times the diameter.
Cutting edge can be shaped
according to the application. Thus,
it covers a wide cutting range
(threading,grooving,copying, etc.).
CooFR-BLS
^ E022
(Note 1) Holders with blue colour symbol have an anti-vibration carbide shank. (For Micro-dex boring bars, carbide shank only.)
E002
FSVUB/C
^ E011
^ E010
FSCLC/P
FSDQC
^ E006
DCLN
^ E013
^ E009
FSVPB/C
^ E011
Small Diameter
Cutting
Specialized
Coolant Hole
Vibration
Resisiance
Operation
Efficiency
KAPR
Selection Standard
Clamp Rigidity
KAPR
KAPR
KAPR
KAPR
e e e
FSVJB/C
^ E012
BORING
FSWUB/P
KAPR=10730 11730 KAPR=142 KAPR=3,5
Low Cutting Resistance (Sharpness)
KAPR
KAPR=95
Economical
KAPR=93
DWLN
^ E015
FSWL
^ E027
SCLC
SDQC
^ E030
PCLN
^ E036
DPCL
^ E040
^ E031
PWLN
^ E037
SVQC
SCZC
^ E032
^ E034
PDQN
DPDH
e e
PDZN
^ E037
^ E040
^ E038
DPVP
^ E041
SCLC
^ E016
e
CBooRS(-B)
^ E019
CR
^ E020
(Note 2) e : 1st recommendation. u: 2nd recommendation.
(Note 3) Indicates that the shank material is carbide.
E003
BORING BARS
IDENTIFICATION
y DIMPLE BAR
nMin.Cutting Diameter
cInsert Shape
zFunction
BORING
Screw-on
vCutting Angle
Right Hand
Left Hand
16
16 16
34 34
20
20
18 18
40 40
25
25
11
20 20
32
32
10730
RHOMBIC 35
11730
TRIGON
142
bInsert Clearance
10
08
RHOMBIC 55
10
12
TRIANGULAR 60
10
16
RHOMBIC 80
25 25
12
95
6.35
12 12
30 30
93
.Cutting Edge Length (mm)
08
32 32
RHOMBIC 55
Inscribed circle 4.76 5.56
of insert
22 22
13 13
RHOMBIC 80
,Hand of Tool
R - 06
11
u
E - 2/3
11 Tool Length (Carbide shank only) (mm)
u
/Shank Material
7.94 9.525
Carbide Shank
Shank Dia.
10
12
16
20
Steel Shank
No symbol 140 160
180
220
250
120
145
165
90
110
125
06
0.8
09
07
11
2/3
90 105
TRIANGULAR 60 08
09
11
16
1/2
70
RHOMBIC 35 08
11
16
L3
04
06
TRIGON
(mm)
10 10
14 14
xClamp Structure
F Fixed type
mShank Diameter
(mm)
80
y ISO TYPE Boring tools
[For Aluminium Alloy, P-type and S-type]
16
L
n
C
m
09
cTool Length
zShank Material
Steel Shank
A with Coolant Hole
vClamp Structure
bInsert Shape
,Hand of Tool
Lever Lock
RHOMBIC 80
7Positive
Right Hand
100
Screw-on
RHOMBIC 55
20Positive
Left Hand
125
SQUARE 90
11Positive
Carbide Shank
Carbide Shank
with Coolant Hole
150
TRIANGULAR 60
Steel Shank
180
RHOMBIC 35
200
TRIGON
250
(mm)
mInsert Clearance
80
xShank Diameter
E004
(mm)
300
350
400
nCutting Angle
.Cutting Edge Length (mm)
08
91
Inscribed circle
of insert
10
10
75
RHOMBIC 80 06
08
09
12
12
12
95
RHOMBIC 55 07
11
15
16
16
09
12
19
20
20
TRIANGULAR 60 11
16
22
25
25
RHOMBIC 35 11
16
32
32
40
40
10730
93
SQUARE 90
6.35 7.94 9.525 12.70 19.05
19
FEATURES OF DIMPLE BAR
Highly rigid steel shank and a lightweight head configuration
designed by computer simulation analysis reduces chatter
and improves the vibration damping properties.
Chip disposal is improved by having
two channels for chip evacuation.
The lightweight head with its large
dimple reduces chatter.
The boring bar has a laser printed
scale on the shank to facilitate easy
installation.
"F and FS" breakers improves the quality
of the surface finish, "MV" breaker offers
excellent chip disposal. High wear
resistant CBN inserts are also available
for the machining of hardened materials.
y DEFLECTION RESISTANCE
BORING
Available in sizes smaller than the ISO
standard. Therefore the boring of
small diameter holes is possible.
y VIBRATION RESISTANCE
a DIMPLE BAR
Weight of the
Head
49.7g
Damping Time
15.8ms
Cutting Force
(Principal Force)
Cutting Force
(Back Force)
By reducing the weight of the head, the damping
properties are increased.
a Conventional Product
The unique cross sectional
shape engineered into the
dimple effectively balances
the cutting forces (principal
and back force), and reduces
deflection by up to 17 %.
Boring Bar
DIMPLE BAR
Conventional Bar
Weight of the
Head
70.1g
Damping Time
20ms
Deflection
28.3!m
34!m
simulation data stated above was conducted with a FSCLP1816R-09S holder, under the following conditions;
* The
l/d=5, depth of cut=0.5mm, and feed=0.05mm/rev.
y Direction for the use of CCG/MT CPG/MT CPMX TPG/MX type inserts
By changing the clamp screw, it is possible to use the inserts listed in the table below.
Holder : FSCLC/P FSCLC/P...E
Insert Number
Clamp Screw
Holder : FSTUP FSTUP...E
Insert Number
Clamp Screw
CCG/MT0602oo (& 6.35)
Can be used as it is.
TPG/MX0802oo (& 4.76)
Change to CS200T
CPG/MT0802oo (& 7.94)
Change to TS3
TPG/MX0902oo (& 5.56)
Change to CS250T
CPG/MT0903oo (& 9.525)
Change to TS4
TPG/MX1103oo (& 9.525)
Change to CS300890T
CPMX0802oo (& 7.94)
Can be used as it is.
CPMX0903oo (& 9.525)
Can be used as it is.
If the screw is too long the please shorten as necessary.
*(Note
) TPMT/W09, W11 types cannot be used due to a different clamp screw size.
E005
BORING BARS
DIMPLE BAR
FSCLC/P
a Excellent vibration resistance due to light dimple head.
a Chip disposal is improved by having two channels for chip evacuation.
a A laser printed scale on the side for easy installation (Steel shank).
a l/d is 3 to 5 times the diameter (Carbide shank is 7 to 8 times the diameter).
CCooinserts, CPooinserts
Finish
FP
Finish
FM
Light
LP
Light
LM
WF
95
95
GAMF RE LDRED
DMIN 5
H
DCON
LF
(06,09)
(06,09)
(06,09)
Medium
Medium
PCD/CBN
MP
(06,09)
MM
FSCLC1008R/L-06S=1
Right hand tool holder shown.
Order Number
Stock
Insert Number
R L
BORING
(06,09)
(06,09)
DCON
LF
LDRED WF
(06,08,09)
Dimensions(mm)
GAMF DMIN
RE
Maximum
recommendation
l/d
ratio Clamp
Wrench
Screw
CCG/MH
NP-CCGT
NP-CCGW
FSCLC1008R/L-06S
a a
0602pp
FSCLP1210R/L-08S
a a
0802pp
FSCLP1412R/L-08S
a a
0802pp
FSCLP1612R/L-09S
a a
FSCLP1816R/L-09S
a a
FSCLP2220R/L-09S
FSCLP3025R/L-09S
125 18
7.2 12
10
0.4
TS253 TKY08F
10
150 22.5
12
0.4
3.5
TS3D
TKY10F
12
150 27
11
14
0.4
TS3D
TKY10F
0903pp
12
150 30
11
16
0.4
TS4D
TKY15F
0903pp
16
180 36
15
3.5
18
0.4
TS4D
TKY15F
a a
0903pp
20
220 45
11
19
22
0.4
TS4D
TKY15F
a a
0903pp
25
250 56.3
15
23.4
30
0.4
TS4D
TKY15F
CPMH
NP-CPGB
NP-CPMB
NP-CPMH
* Clamp Torque (N m) : TS253=1.0, TS3D=2.5, TS4D=3.5
FSCLC/P-E
Carbide shank
with coolant hole
CCooinserts, CPooinserts
Finish
FP
Finish
FM
Light
LP
Light
LM
WF
95
95
GAMF RE LDRED
DMIN 5
H
DCON
LF
(06,09)
(06,09)
(06,09)
Medium
Medium
PCD/CBN
MP
(06,09)
MM
FSCLC1008R/L-06E (-2/3, -1/2)=1
Right hand tool holder shown.
Order Number
Stock
Insert Number
R L
E006
FSCLC1008R/L-06E
a a
FSCLC1008R-06E-2/3
FSCLC1008R-06E-1/2
FSCLP1210R/L-08E
(06,09)
(06,09)
DCON
LF
LDRED WF
(06,08,09)
Dimensions(mm)
GAMF DMIN
RE
Maximum
recommendation
l/d
ratio Clamp
Screw
0602pp
Wrench
CCGH
CCMH
0602pp
NP-CCGT
NP-CCGW 0602pp
140
13.8
7.2 12
10
0.4
TS253 TKY08F
90
13.8
7.2 12
10
0.4
TS253 TKY08F
70
13.8
7.2 12
10
0.4
TS253 TKY08F
a a
0802pp
10
160
16.0
12
0.4
7.5
TS3D
TKY10F
FSCLP1210R-08E-2/3
0802pp
10
105
16.0
12
0.4
7.5
TS3D
TKY10F
FSCLP1210R-08E-1/2
0802pp
10
80
16.0
12
0.4
7.5
TS3D
TKY10F
FSCLP1412R/L-08E
a a
0802pp
12
180
17.8
11
14
0.4
TS3D
TKY10F
FSCLP1412R-08E-2/3
0802pp
12
120
17.8
11
14
0.4
TS3D
TKY10F
FSCLP1412R-08E-1/2
0802pp
12
90
17.8
11
14
0.4
TS3D
TKY10F
FSCLP1816R/L-09E
a a
0903pp
16
220
21.8
15
3.5
18
0.4
TS4D
TKY15F
FSCLP1816R-09E-2/3
0903pp
16
145
21.8
15
3.5
18
0.4
TS4D
TKY15F
FSCLP1816R-09E-1/2
0903pp
16
110
21.8
15
3.5
18
0.4
TS4D
TKY15F
FSCLP2220R/L-09E
a a
0903pp
20
250
24.0
11
19
22
0.4
TS4D
TKY15F
FSCLP2220R-09E-2/3
0903pp
20
165
24.0
11
19
22
0.4
TS4D
TKY15F
FSCLP2220R-09E-1/2
0903pp
20
125
24.0
11
19
22
0.4
TS4D
TKY15F
CPMH
NP-CPGB
NP-CPMB
NP-CPMH
Clamp Torque (N m) : TS253=1.0, TS3D=2.5, TS4D=3.5
(Note 1) The insert photos are only examples. The letters refer to the chip breaker and the dimension refers to the inscribed circle.
(Note 2) When using insert with right and left hand chip breaker, please use left hand
insert for right hand holder and right hand insert for left hand holder.
CCpp type inserts
A126 A130
a : Inventory maintained in Japan.
CPpp type inserts
A131
CBN & PCD inserts
B039 B042, B059
FSTUP
TPooinserts
Finish
93
LDRED
H
LF
DCON
Insert Number
DCON
R L
(08,09,11)
LF
LDRED WF
FSTUP1008R/L-08S
a a
0802pp
125
18
7.2
FSTUP1210R/L-09S
a a
0902pp
10
150
22.5
FSTUP1412R/L-09S
a a
0902pp
12
150
27
FSTUP1210R/L-11S
a a
1103pp
10
150
FSTUP1412R/L-11S
a a
1103pp
12
FSTUP1816R/L-11S
a a
1103pp
FSTUP2220R/L-11S
a a
FSTUP3225R/L-16S
a a
TPGH
TPMH
NP-TPGB
NP-TPMB
NP-TPMH
(08,09,11,16)
Dimensions(mm)
Stock
CBN
R/L-F
Right hand tool holder shown.
Order Number
(08,09,11,16) (08,09,11,16)
PCD
RE
Medium
MV
GAMF DMIN
RE
Maximum
recommendation
l/d
ratio Clamp
Screw
Wrench
TKY06F
10
10
0.4
TS2D
12
0.4
3.5
TS25D TKY08F
11
14
0.4
TS25D TKY08F
22.5
12
0.4
3.5
TS31D TKY10F
150
27
11
14
0.4
TS31D TKY10F
16
180
36
15
18
0.4
TS31D TKY10F
1103pp
20
220
45
11
19
22
0.4
TS31D TKY10F
1603pp
25
270
56.3
16
23.4
32
0.8
TS4D
BORING
GAMF
DMIN
SV
(08,09)
WF
93
Light
FV
TKY15F
Clamp Torque (N m) : TS2D=0.6, TS25D=1.0, TS31D=2.5, TS4D=3.5
FSTUP-E
Carbide shank
with coolant hole
TPooinserts
Finish
Light
FV
SV
Medium
MV
WF
93
93
GAMF
DMIN
RE
LDRED
Stock
(08,09,11)
Insert Number
DCON
LF
(08,09,11)
LDRED WF
(08,09,11)
Dimensions(mm)
R L
CBN
DCON
Right hand tool holder shown.
Order Number
(08,09,11)
PCD
R/L-F
LF
(08,09)
GAMF DMIN
RE
Maximum
recommendation
l/d
ratio Clamp
Screw
Wrench
FSTUP1008R/L-08E
a a
0802pp
140
13.8
7.2
10
10
0.4
TS2D
TKY06F
FSTUP1008R-08E-2/3
0802pp
90
13.8
7.2
10
10
0.4
TS2D
TKY06F
FSTUP1008R-08E-1/2
0802pp
70
13.8
7.2
10
10
0.4
TS2D
TKY06F
FSTUP1210R/L-09E
a a
0902pp
10
160
16.0
12
0.4
7.5
TS25D TKY08F
FSTUP1210R-09E-2/3
0902pp
10
105
16.0
12
0.4
7.5
TS25D TKY08F
FSTUP1210R-09E-1/2
0902pp
10
80
16.0
12
0.4
7.5
TS25D TKY08F
0902pp
12
180
17.8
11
14
0.4
TS25D TKY08F
0902pp
12
120
17.8
11
14
0.4
TS25D TKY08F
0902pp
12
90
17.8
11
14
0.4
TS25D TKY08F
TPGH
TPMH
NP-TPGB
NP-TPMB
NP-TPMH
FSTUP1412R/L-09E
a a
FSTUP1412R-09E-2/3
FSTUP1412R-09E-1/2
FSTUP1816R/L-11E
a a
1103pp
16
220
21.8
15
18
0.4
TS31D TKY10F
FSTUP1816R-11E-2/3
1103pp
16
145
21.8
15
18
0.4
TS31D TKY10F
FSTUP1816R-11E-1/2
1103pp
16
110
21.8
15
18
0.4
TS31D TKY10F
FSTUP2220R/L-11E
a a
1103pp
20
250
24.0
11
19
22
0.4
TS31D TKY10F
FSTUP2220R-11E-2/3
1103pp
20
165
24.0
11
19
22
0.4
TS31D TKY10F
FSTUP2220R-11E-1/2
1103pp
20
125
24.0
11
19
22
0.4
TS31D TKY10F
Clamp Torque (N m) : TS2D=0.6, TS25D=1.0, TS31D=2.5
CUTTING CONDITIONS
TPpp type inserts
CBN & PCD inserts
A145 A147
B046, B062
SPARE PARTS
TECHNICAL DATA
E012
P001
Q001
E007
BORING BARS
DIMPLE BAR
a Excellent vibration resistance due to light dimple head.
a Chip disposal is improved by having two channels for chip evacuation.
a A laser printed scale on the side for easy installation (Steel shank).
a l/d is 3 to 5 times the diameter (Carbide shank is 7 to 8 times the diameter).
FSDUC
DCooinserts
Finish
FP
WF
93
GAMF
DMIN
RE
H
DCON
F2
93
LDRED
LF
Stock
BORING
R L
FSDUC1410R/L-07S
a a
FSDUC1612R/L-07S
a a
FSDUC2016R/L-07S
a a
FSDUC3220R/L-11S
a a
DCMT
DCET
DCGT
NP-DCMT
NP-DCMW
DCON LF LDRED WF
F2
Light
LM
(07,11)
(07,11)
(07,11)
(07,11)
Medium
PCD
CBN
MP
MM
(07,11)
R/L-F
(07,11)
(07,11)
(07,11)
Dimensions(mm)
Insert Number
Light
LP
Medium
Right hand tool holder shown.
Order Number
Finish
FM
Maximum
recommendation
l/d
GAMF DMIN RE ratio
Clamp
Screw
Wrench
7.5
14
0.4
3.5
TS25
TKY08F
0702pp
10
150 18
8.3 3.3
0702pp
12
150 20
9.3 3.3
11
16
0.4
TS25
TKY08F
0702pp
16
180 20
11.3 3.3
15
20
0.4
TS25
TKY08F
11T3pp
20
180 22.5 16.1 6.1
19
32
0.8
TS43
TKY15F
* Clamp Torque (N m) : TS25=1.0, TS43=3.5
FSDUC-E
Carbide shank
with coolant hole
DCooinserts
Finish
FP
Finish
FM
Light
LP
Light
LM
WF
93
GAMF
DMIN
RE
H
DCON
F2
93
LDRED
LF
(07,11)
(07,11)
(07,11)
(07,11)
Medium
Medium
PCD
CBN
MP
Right hand tool holder shown.
Order Number
Stock
R L
FSDUC1410R/L-07E
a a
FSDUC1612R/L-07E
a a
FSDUC2016R/L-07E
a a
FSDUC3220R/L-11E
a a
(07,11)
Dimensions(mm)
Insert Number
DCMT
DCET
DCGT
NP-DCMT
NP-DCMW
DCON LF LDRED WF
F2
MM
R/L-F
(07,11)
(07,11)
(07,11)
Maximum
recommendation
l/d
GAMF DMIN RE ratio
Clamp
Screw
Wrench
0702pp
10
160 16.0
8.3
3.3
7.5
14
0.4
7.5
TS25
TKY08F
0702pp
12
180 17.8
9.3
3.3
11
6.0
16
0.4
TS25
TKY08F
0702pp
16
220 21.8 11.3
3.3
15
5.0
20
0.4
TS25
TKY08F
11T3pp
20
250 24.0 16.1
6.1
19
5.0
32
0.8
TS43
TKY15F
Clamp Torque (N m) : TS25=1.0, TS43=3.5
(Note 1) The insert photos are only examples. The letters refer to the chip breaker and the dimension refers to the inscribed circle.
(Note 2) When using insert with right and left hand chip breaker, please use left hand
insert for right hand holder and right hand insert for left hand holder.
a
E008
: Inventory maintained in Japan.
DCpp type inserts
CBN & PCD inserts
A132 A135
B043, B044, B060
FSDQC
Finish
DCooinserts
FP
Finish
FM
Light
LP
Light
LM
RE
DMIN
LDRED
(07,11)
(07,11)
(07,11)
Medium
PCD
CBN
MP
H
DCON
LF
(07,11)
Medium
Right hand tool holder shown.
Order Number
Stock
R L
FSDQC1310R/L-07S
a a
FSDQC1612R/L-07S
a a
FSDQC2016R/L-07S
a a
FSDQC2520R/L-11S
a a
(07,11)
DCMT
DCET
DCGT
NP-DCMT
NP-DCMW
DCON LF LDRED WF
F2
R/L-F
(07,11)
(07,11)
(07,11)
Dimensions(mm)
Insert Number
MM
Maximum
recommendation
l/d
GAMF DMIN RE ratio
Clamp
Screw
Wrench
0702pp
10
150 20.5
7.6
2.6
13
0.4
3.5
TS25
TKY08F
0702pp
12
150 22.5
8.6
2.6
11
16
0.4
TS25
TKY08F
0702pp
16
180 22.5 10.6
2.6
15
20
0.4
TS25
TKY08F
11T3pp
20
180 26
3.7
19
25
0.8
TS43
TKY15F
13.7
BORING
GAMF
F2
107
30
WF
10730
* Clamp Torque (N m) : TS25=1.0, TS43=3.5
FSDQC-E
Carbide shank
with coolant hole
Finish
DCooinserts
FP
Finish
FM
Light
LP
Light
LM
GAMF
DMIN
RE
LDRED
LF
(07,11)
(07,11)
(07,11)
(07,11)
Medium
Medium
PCD
CBN
H
MP
DCON
F2
107
30
WF
10730
Right hand tool holder shown.
Order Number
Stock
R L
FSDQC1310R/L-07E
a a
FSDQC1612R/L-07E
a a
FSDQC2016R/L-07E
a a
FSDQC2520R/L-11E
a a
(07,11)
Dimensions(mm)
Insert Number
DCMT
DCET
DCGT
NP-DCMT
NP-DCMW
DCON LF LDRED WF
F2
MM
R/L-F
(07,11)
(07,11)
(07,11)
Maximum
recommendation
l/d
GAMF DMIN RE ratio
Clamp
Screw
Wrench
0702pp
10
162 18.4
7.6
2.6
13
0.4
7.5
TS25
TKY08F
0702pp
12
182 20.2
8.6
2.6
11
16
0.4
TS25
TKY08F
0702pp
16
222 24.2 10.6
2.6
15
20
0.4
TS25
TKY08F
11T3pp
20
254 28.0 13.7
3.7
19
25
0.8
TS43
TKY15F
Clamp Torque (N m) : TS25=1.0, TS43=3.5
CUTTING CONDITIONS
DCpp type inserts
CBN & PCD inserts
A132 A135
B043, B044, B060
SPARE PARTS
TECHNICAL DATA
E012
P001
Q001
E009
BORING BARS
DIMPLE BAR
a Excellent vibration resistance due to light dimple head.
a Chip disposal is improved by having two channels for chip evacuation.
a A laser printed scale on the side for easy installation (Steel shank).
a l/d is 3 to 5 times the diameter (Carbide shank is 7 to 8 times the diameter).
FSWUB/P
WBooinserts, WPooinserts
Finish
R/L-FFS
93
(L3,04,06)
Medium
WF
93
GAMF
LDRED
RE
H
DCON
LF
DMIN
The &8 and & 10 shanks are 0
Order Number
Insert Number
DCON
BORING
R L
FSWUB1008R/L-L3S
a a
FSWUB1210R/L-L3S
a a
Right hand tool holder shown.
LF
LDRED WF
(L3,04,06)
Dimensions(mm)
Stock
MV
GAMF DMIN
RE
Maximum
recommendation
l/d
ratio Clamp
Screw
Wrench
L302pp
125
18
7.2
14
10
0.2
TS2
TKY06F
L302pp
10
150
22.5
11
12
0.2
3.5
TS2
TKY06F
FSWUP1412R/L-04S
a a
0402pp
12
150
27
11
14
0.4
TS253 TKY08F
FSWUP1816R/L-04S
a a
0402pp
16
180
36
15
18
0.4
TS253 TKY08F
FSWUP2220R/L-06S
a a
0603pp
20
220
45
11
19
22
0.8
TS4
TKY15F
FSWUP3025R/L-06S
a a
0603pp
25
250
56.3
15
23.4
30
0.8
TS4
TKY15F
WBMT
WBGT
WPMT
WPGT
* Clamp Torque (N m) : TS2=0.6, TS253=1.0, TS4=3.5
FSWUB/P-E
Carbide shank
with coolant hole
WBooinserts, WPooinserts
Finish
R/L-FFS
93
WF
(L3,04,06)
93
GAMF
DMIN
RE
Medium
H
LDRED
LF
MV
DCON
The & 8 and & 10 shanks are 0
Order Number
Right hand tool holder shown.
Stock
Insert Number
R L
DCON
LF
LDRED WF
(L3,04,06)
Dimensions(mm)
GAMF DMIN
RE
Maximum
recommendation
l/d
ratio Clamp
Screw
Wrench
FSWUB1008R/L-L3E
a a
L302pp
140
13.8
7.2
14
10
0.2
TS2
TKY06F
FSWUB1008R-L3E-2/3
L302pp
90
13.8
7.2
14
10
0.2
TS2
TKY06F
FSWUB1008R-L3E-1/2
L302pp
70
13.8
7.2
14
10
0.2
TS2
TKY06F
FSWUB1210R/L-L3E
a a
L302pp
10
160
16.0
11
12
0.2
7.5
TS2
TKY06F
FSWUB1210R-L3E-2/3
L302pp
10
105
16.0
11
12
0.2
7.5
TS2
TKY06F
FSWUB1210R-L3E-1/2
L302pp
10
80
16.0
11
12
0.2
7.5
TS2
TKY06F
FSWUP 1412R/L-04E
a a
0402pp
12
180
17.8
11
14
0.4
TS253 TKY08F
FSWUP 1412R-04E-2/3
0402pp
12
120
17.8
11
14
0.4
TS253 TKY08F
FSWUP 1412R-04E-1/2
0402pp
12
90
17.8
11
14
0.4
TS253 TKY08F
FSWUP 1816R/L-04E
a a
0402pp
16
220
21.8
15
18
0.4
TS253 TKY08F
FSWUP 1816R-04E-2/3
0402pp
16
145
21.8
15
18
0.4
TS253 TKY08F
FSWUP 1816R-04E-1/2
0402pp
16
110
21.8
15
18
0.4
TS253 TKY08F
FSWUP 2220R/L-06E
a a
0603pp
20
250
24.0
11
19
22
0.8
TS4
TKY15F
FSWUP 2220R-06E-2/3
0603pp
20
165
24.0
11
19
22
0.8
TS4
TKY15F
FSWUP 2220R-06E-1/2
0603pp
20
125
24.0
11
19
22
0.8
TS4
TKY15F
WBMT
WBGT
WPMT
WPGT
* Clamp Torque (N m) : TS2=0.6, TS253=1.0, TS4=3.5
(Note 1) The insert photos are only examples. The letters refer to the chip breaker and the dimension refers to the inscribed circle.
(Note 2) When using insert with right and left hand chip breaker, please use left hand
insert for right hand holder and right hand insert for left hand holder.
WBpp type inserts
a
E010
: Inventory maintained in Japan.
WPpp type inserts
PCD inserts
A155
A157
B065
FSVUB/C
VCooinserts, VBooinserts
Finish
FP
Finish
Light
FM
LP
Light
LM
93
RE
DMIN
LDRED
(11,16)
(11,16)
(11,16)
Medium
Medium
CBN
H
MP
DCON
LF
(11,16)
Medium
Right hand tool holder shown.
Stock
Insert Number
R L
FSVUC1612R/L-08S
a a
FSVUB2016R/L-11S
a a
FSVUB2520R/L-11S
a a
FSVUB3425R/L-16S
a a
FSVUB4032R/L-16S
a a
(16)
Dimensions(mm)
DCON LF LDRED WF F2
VCGT
pp 12 150 25
VCMT 0802
1103pp
VBET
VBGT 1103pp
VBMT 1604pp
NP-VBGW
1604pp
11
(16)
(16)
(16)
*
Shim
8 16 0.4
TS202 TKY06F
H GAMF DMIN RE
5.5 11
Standard
Maximum recommendation
l/d ratio
Order Number
MM
Shim Pin Clamp
Screw Wrench
16 180 32.5 15.5 8
15
8 20 0.4
TS255 TKY08F
20 200 40.5 17.5 8
19
7 25 0.4
TS255 TKY08F
20.5 8.5 23.4 13 34 0.8
SPSVN32 BCP141 TS35D TKY15F
SPSVN32 BCP141 TS35D TKY15F
25 220 50
32 250 84.0 27.5 12
30.4
9 40 0.8
BORING
GAMF
F2
WF
93
* Clamp Torque (N m) : TS202=0.6, TS255=1.0, TS35D=3.5
FSVPB/C
VCooinserts, VBooinserts
Finish
FP
Finish
Light
FM
LP
Light
LM
GAMF
DMIN
RE
F2
117
30
WF
11730
LDRED
H
DCON
LF
(11,16)
(11,16)
(11,16)
(11,16)
Medium
Medium
Medium
CBN
MP
MM
Standard
Order Number
Stock
Dimensions(mm)
Insert Number
R L
DCON LF LDRED WF F2
VCGT
VCMT 0802pp 10 150 25
FSVPC1610R/L-08S
a a
FSVPB2012R/L-11S
a a
1103pp 12 150 28 10
FSVPB2516R/L-11S
a a
1103pp
FSVPB3020R/L-11S
a a
FSVPB3425R/L-16S
a a
FSVPB4032R/L-16S
a a
(16)
(16)
(16)
*
Shim
Shim Pin Clamp
Screw Wrench
8 16 0.4 3.5
TS202 TKY06F
8 20 0.4 4
TS255 TKY08F
15
5 25 0.4 5
TS255 TKY08F
19
5 30 0.4 5
TS255 TKY08F
4.5 11
16 180 35 12.5 5
VBET
VBGT
1103pp 20 200 40 15 5
VBMT
NP-VBGW 1604pp 25 220 50 17 5
1604pp 32 250 55 22
H GAMF DMIN RE
(16)
Maximum recommendation
l/d ratio
Right hand tool holder shown.
23.4 13 34 0.8 5
6.5 30.4
9 40 0.8 5
SPSVN32 BCP141 TS35D TKY15F
SPSVN32 BCP141 TS35D TKY15F
* Clamp Torque (N m) : TS202=0.6, TS255=1.0, TS35D=3.5
VBpp type inserts
VCpp type inserts
CBN & PCD inserts
A148 A150
A151, A152
B048, B064
CUTTING CONDITIONS
SPARE PARTS
TECHNICAL DATA
E012
P001
Q001
E011
BORING BARS
DIMPLE BAR
FSVJB/C
142
a Excellent vibration resistance due to light dimple head.
a Chip disposal is improved by having two channels for chip evacuation.
a A laser printed scale on the side for easy installation (Steel shank).
a l/d is 3 to 5 times the diameter.
VCooinserts, VBooinserts
Finish
Light
FM
LP
Light
LM
WF
142
GAMF RE
DMIN
5
LDRED
H
DCON
LF
(11)
Medium
Insert Number
R L
DCON
LF
LDRED WF
(11)
(11)
MV
(08,11)
(08,11)
Dimensions(mm)
Stock
Order Number
(11)
Finish
FV
Right hand tool holder shown.
BORING
Finish
FP
GAMF DMIN
RE
Maximum
recommendation
l/d
ratio Clamp
Screw
FSVJC1612R/L-08S
a a
FSVJC2016R/L-08S
a a
FSVJB2520R/L-11S
a a
FSVJB3025R/L-11S
a a
Wrench
VCGT
VCMT
0802pp
12
150
26
11
16
0.4
TS202 TKY06F
0802pp
16
180
36
15
20
0.4
TS202 TKY06F
VBET
VBGT
VBMT
1103pp
20
200
37.5
19
25
0.4
TS255 TKY08F
1103pp
25
250
45
3.5
23.4
30
0.4
TS255 TKY08F
* Clamp Torque (N m) : TS202=0.6, TS255=1.0
RECOMMENDED CUTTING CONDITIONS
Work Material
P
Mild Steel
Cutting
Mode
RecomBreaker
mendation
Finish
FV
Light
SV
< 180HB
Medium
Finish
Carbon Steel
Alloy Steel
MV
FV
Light
SV
Medium
MV
Finish
FV
180350HB
M
Stainless Steel
Light
SV
< 200HB
Gray Cast Iron
Tensile Strength
< 350MPa
Aluminium Alloy
H Heat Treated Steel 3565HRC
Grade
Cutting Speed
(m/min)
NX2525
l/d
l/d
<
<
3 (Steel shank)
6 (Carbide shank)
l/d = 4 5 (Steel shank)
l/d = 7 8 (Carbide shank)
Feed
(mm/rev)
Depth of Cut
(mm)
Feed
(mm/rev)
Depth of Cut
(mm)
170 (120 220)
0.10 (0.05 0.15)
0.5
0.10 (0.05 0.15)
0.5
1.0
NX3035
150 (100 200)
0.20 (0.10 0.25)
1.0
0.15 (0.05 0.20)
NX2525
160 (110 210)
0.20 (0.10 0.25)
1.0
0.15 (0.05 0.20)
1.0
NX3035
140 (90 190)
0.25 (0.15 0.35)
2.0
0.20 (0.15 0.25)
1.5
NX2525
150 (100 200)
0.25 (0.15 0.35)
2.0
0.20 (0.15 0.25)
1.5
VP15TF
140 (90 190)
0.10 (0.05 0.15)
0.5
0.10 (0.05 0.15)
0.5
NX2525
130 (80 180)
0.10 (0.05 0.15)
0.5
0.10 (0.05 0.15)
0.5
UE6020
140 (90 190)
0.20 (0.10 0.25)
1.0
0.15 (0.05 0.20)
1.0
NX3035
110 (60 160)
0.20 (0.10 0.25)
1.0
0.15 (0.05 0.20)
1.0
UE6020
130 (80 180)
0.25 (0.15 0.35)
2.0
0.20 (0.15 0.25)
1.5
NX3035
100 (60 150)
0.25 (0.15 0.35)
2.0
0.20 (0.15 0.25)
1.5
VP15TF
150 (110 190)
0.10 (0.05 0.15)
0.5
0.10 (0.05 0.15)
0.5
US735
125 (85 165)
0.20 (0.10 0.25)
1.0
0.15 (0.05 0.20)
1.0
VP15TF
130 (90 170)
0.20 (0.10 0.25)
1.0
0.15 (0.05 0.20)
1.0
US735
105 (70 135)
0.20 (0.15 0.25)
2.0
0.20 (0.15 0.25)
1.0
VP15TF
120 (80 160)
0.20 (0.15 0.25)
2.0
0.20 (0.15 0.25)
1.0
0.5
Medium
MV
Finish
F, FS
HTi10
130 (90 160)
0.15 (0.10 0.20)
0.5
0.15 (0.10 0.20)
Medium
MV
VP15TF
90 (60 120)
0.20 (0.15 0.25)
2.0
0.20 (0.15 0.25)
1.5
F, FS
HTi10
300 (200 400)
0.10 (0.05 0.15)
0.5
0.10 (0.05 0.15)
0.5
Flat Top
MD220
200 (150 250)
0.10 (0.05 0.15)
2.0
0.10 (0.05 0.15)
1.0
Flat Top
MB825
100 (80 200)
0.10 (0.05 0.15)
0.15
0.10 (0.05 0.15)
0.1
Finish
Finish
(Note 1) When vibrations occur, reduce cutting speed by 30%.
(Note 2) The depth of cut needs to be less than the corner diameter when using the FSVJ type.
(Note 1) The insert photos are only examples. The letters refer to the chip breaker and the dimension refers to the inscribed circle.
(Note 2) When using insert with right and left hand chip breaker, please use left hand
insert for right hand holder and right hand insert for left hand holder.
VBpp type inserts
a
E012
: Inventory maintained in Japan.
VCpp type inserts
CBN & PCD inserts
A148 A150
A151, A152
B048, B064
DIMPLE BAR
DCLN
a Economical negative insert.
a Single action type.
a Excellent vibration resistance due to a light dimple head. (With coolant hole.)
a l/d is 3 to 4 times the diameter.
CNooinserts
With coolant hole
Finish
FH
GAMF
WF
IN
DM
95
95
RE LDRED
(12)
(12)
(12)
(12)
Medium
Stainless
CBN
Right hand tool holder shown.
Order Number
Insert Number
DCON LF LDRED WF
R L
A25R-DCLNR/L12
a a
A32S-DCLNR/L12
a a
A40T-DCLNR/L12
a a
Standard
MM
(12)
(12)
(12)
CNMA 1204pp 25 200 40
CNMG
1204pp 32 250 50
CNMM
CNGG 1204pp 40 300 63
(12)
Dimensions(mm)
Stock
Medium
MP
DCON
LF
Light
LP
Medium
MH
Light
SA
H GAMF DMIN RE
Shim
Shim Pin
Clamp
Bridge
Clamp
Screw
Spring
Wrench
17
23 11 32 0.8 LLSCP42 LLP14 DCK2613 DCS1 DC0621T TKY20F
22
30 13 40 0.8 LLSCN42 LLP14 DCK2613 DCS1 DC0621T TKY20F
27
37 10 50 0.8 LLSCN42 LLP14 DCK2613 DCS1 DC0621T TKY20F
BORING
DOUBLE
CLAMP
* Clamp Torque (N m) : DC0621T=5.0
DDUN
DNooinserts
With coolant hole
Finish
FH
93
GAMF
WF
IN
DM
93
RE LDRED
Right hand tool holder shown.
Order Number
Stock
R L
A25R-DDUNR/L15
a a
A32S-DDUNR/L15
a a
A40T-DDUNR/L15
a a
(15)
(15)
(15)
(15)
Stainless
G class
CBN
MM
R/L
(15)
(15)
(15)
DCON LF LDRED WF
DNMA 1504pp 25 200 40
DNMG
DNMX 1504pp 32 250 50
DNGA
DNGG 1504pp 40 300 63
(15)
Dimensions(mm)
Insert Number
Medium
MH
DCON
LF
Medium
MP
Medium
Standard
Light
LP
H GAMF DMIN RE
Shim
Shim Pin
Clamp
Bridge
Spring
Clamp
Screw
Wrench
17
23 13 35 0.8 LLSDP42 LLP14 DCK2613 DCS1 DC0621T TKY20F
22
30 13 40 0.8 LLSDN42 LLP14 DCK2613 DCS1 DC0621T TKY20F
27
37 10 50 0.8 LLSDN42 LLP14 DCK2613 DCS1 DC0621T TKY20F
Clamp Torque (N m) : DC0621T=5.0
RECOMMENDED CUTTING CONDITIONS
Work Material
Carbon Steel
Alloy Steel
Stainless Steel
Gray Cast Iron
Hardness
Cutting
Mode
180350HB
< 200HB
Tensile Strength
< 350MPa
l/d < 3
l/d=34
Cutting Speed
(m/min)
Feed
(mm/rev)
Depth of Cut
(mm)
Cutting Speed
(m/min)
Feed
(mm/rev)
Depth of Cut
(mm)
Medium
110 (80 140)
0.25 (0.1 0.4)
5.0
110 (80 140)
0.2 (0.1 0.3)
4.0
Medium
80 (60 100)
0.2 (0.1 0.3)
4.0
70 (50 100)
0.15 (0.1 0.25)
3.0
Medium
80 (60 100)
0.25 (0.1 0.4)
5.0
80 (60 100)
0.2 (0.1 0.3)
4.0
CNpp type inserts
DNpp type inserts
CBN & PCD inserts
A092 A097
A098 A103
B022 B027, B055
SPARE PARTS
TECHNICAL DATA
P001
Q001
E013
BORING BARS
DOUBLE
CLAMP
DIMPLE BAR
DSKN
a Economical negative insert.
a Single action type.
a Excellent vibration resistance due to a light dimple head. (With coolant hole.)
a l/d is 3 to 4 times the diameter.
SNooinserts
With coolant hole
Finish
FH
WF
IN
DM
75
75
GAMF
RE LDRED
Stock
(12)
(12)
(12)
Stainless
G class
CBN
BORING
R L
A25R-DSKNR/L12
A32S-DSKNR/L12
SNMA
a a SNMG
SNMM
a a SNGA
SNGG
DCON LF LDRED WF
(12)
R/L
(12)
(12)
(12)
H GAMF DMIN RE
Shim
Shim Pin
Clamp
Bridge
Spring
Clamp
Screw
Wrench
1204pp 25 200 40
17
23 13 32 0.8 LLSSP42 LLP14 DCK2613 DCS1 DC0621T TKY20F
1204pp
22
30 13 40 0.8 LLSSN42 LLP14 DCK2613 DCS1 DC0621T TKY20F
32 250 50
Clamp Torque (N m) : DC0621T=5.0
DTFN
TNooinserts
With coolant hole
Finish
FH
WF
IN
DM 91
91
GAMF
RE LDRED
Stock
Insert Number
LF
A32S-DTFNR/L16
TNMA
a a TNMG
TNMM
a a TNGA
TNGG
DCON LF LDRED WF
Medium
MH
(16)
(16)
(16)
(16)
Medium
Stainless
G class
CBN
MM
R/L
(16)
(16)
(16)
H GAMF DMIN RE
(16)
Dimensions(mm)
R L
A25R-DTFNR/L16
Medium
MP
DCON
Right hand tool holder shown.
Order Number
Light
LP
Standard
MM
Dimensions(mm)
Insert Number
Medium
MH
(12)
Right hand tool holder shown.
Order Number
Medium
MP
Medium
Standard
H
DCON
LF
Light
LP
Shim
Shim Pin
Clamp
Bridge
Spring
Clamp
Screw
Wrench
1604pp 25 200 40
17
23 13 32 0.8 LLSTP32 LLP23 DCK2211 DCS2 DC0520T TKY15F
1604pp 32 250 50
22
30 13 40 0.8 LLSTN32 LLP23 DCK2211 DCS2 DC0520T TKY15F
Clamp Torque (N m) : DC0520T=3.5
(Note 1) The insert photos are only examples. The letters refer to the chip breaker and the dimension refers to the inscribed circle.
(Note 2) When using insert with right and left hand chip breaker, please use left hand
insert for right hand holder and right hand insert for left hand holder.
SNpp type inserts
a
E014
: Inventory maintained in Japan.
TNpp type inserts
CBN & PCD inserts
A105 A109
A110 A115
B028 B031, B056
IN
93
GAMF
RE LDRED
(16)
(16)
(16)
(16)
Stainless
G class
CBN
Standard
DCON LF LDRED WF
R L
A40T-DVUNR/L16
MM
R/L
(16)
(16)
(16)
a a VNMA 1604pp 40 300 63
VNGA
H GAMF DMIN RE
27
37
(16)
Dimensions(mm)
Insert Number
Medium
MH
Medium
Right hand tool holder shown.
Stock
Medium
MP
DCON
LF
Order Number
Light
LP
93
WF
DM
Finish
FH
Shim
Shim Pin
Clamp
Bridge
Spring
Clamp
Screw
Wrench
50 0.8 DCSVN32 LLP13 DCK3113 DCS2 DC0520T TKY15F
Clamp Torque (N m) : DC0520T=3.5
DWLN
WNooinserts
With coolant hole
Finish
FH
WF
IN
DM 95
95
GAMF
RE LDRED
(08)
(08)
(06,08)
Medium
Rough
Stainless
Right hand tool holder shown.
Order Number
Stock
RP
R L
DCON LF LDRED WF
(08)
MM
(08)
(08)
(06,08)
Dimensions(mm)
Insert Number
Medium
MH
DCON
LF
Medium
MP
Medium
Standard
Light
LP
H GAMF DMIN RE
Shim
Shim Pin
Clamp
Bridge
Spring
Clamp
Screw
Wrench
A25R-DWLNR/L06
a a
WNMG 0604pp 25 200 40
17
23 13 35 0.8 LLSWP32 LLP23 DCK2211 DCS2 DC0520T TKY15F
A25R-DWLNR/L08
a a
17
23 13 35 0.8 LLSWP42 LLP14 DCK2613 DCS1 DC0621T TKY20F
A32S-DWLNR/L08
a a
22
30 13 40 0.8 LLSWN42 LLP14 DCK2613 DCS1 DC0621T TKY20F
A40T-DWLNR/L08
a a
0804pp 25 200 40
WNMA
0804pp 32 250 50
WNMG
0804pp 40 300 63
27
37 10 50 0.8 LLSWN42 LLP14 DCK2613 DCS1 DC0621T TKY20F
BORING
DVUN
VNooinserts
With coolant hole
Clamp Torque (N m) : DC0520T=3.5, DC0621T=5.0
RECOMMENDED CUTTING CONDITIONS
Work Material
Carbon Steel
Alloy Steel
Stainless Steel
Gray Cast Iron
Hardness
Cutting
Mode
180350HB
< 200HB
Tensile Strength
< 350MPa
l/d < 3
l/d=34
Cutting Speed
(m/min)
Feed
(mm/rev)
Depth of Cut
(mm)
Cutting Speed
(m/min)
Feed
(mm/rev)
Depth of Cut
(mm)
Medium
110 (80 140)
0.25 (0.1 0.4)
5.0
110 (80 140)
0.2 (0.1 0.3)
4.0
Medium
80 (60 100)
0.2 (0.1 0.3)
4.0
70 (50 100)
0.15 (0.1 0.25)
3.0
Medium
80 (60 100)
0.25 (0.1 0.4)
5.0
80 (60 100)
0.2 (0.1 0.3)
4.0
VNpp type inserts
WNpp type inserts
CBN & PCD inserts
A116 A118
A119 A123
B032 B034, B057
SPARE PARTS
TECHNICAL DATA
P001
Q001
E015
BORING BARS
MICRO-DEX
BORING BARS
SCLC
a The minimum cutting diameter is from
a 7 positive insert, carbide shank type.
a Easy-to-use tool geometries.
a Suitable for small workpieces.
& 5.
a l/d
is 5 times the diameter.
WF
GAMF
DMIN
L-F
(03,04)
DCON
95
95
Finish
CCooinserts
Carbide shank
RE
PCD/CBN
H
LF
Order Number
Stock
Right hand tool holder only.
Insert Number
DCON
LF
WF
03S1pp
90
2.5
3.7
15
03S1pp
100
3.0
4.7
13
R
BORING
Dimensions(mm)
GAMF DMIN
RE
(03,04)
2
Clamp
Screw
Wrench
0.2
TS16
TKY06F
0.2
TS16
TKY06F
C04GSCLCR03
C05HSCLCR03
C06JSCLCR04
NP-CCMW 04T0pp
110
3.5
5.7
13
0.2
TS21
TKY06F
C07KSCLCR04
04T0pp
125
4.0
6.7
11
0.2
TS21
TKY06F
1
*CCGT
of inscribed circle is special. (For SCLC type)
*12 Diameter
Clamp Torque (N m) : TS16=0.6, TS21=0.6
*
SWUB
WF
GAMF
DMIN
L-F
(02,L3)
DCON
93
93
Finish
WBGT inserts
Carbide shank
RE
LF
Order Number
Stock
Right hand tool holder only.
Insert Number
C06JSWUBR02
C07KSWUBRL3
WBGT
GAMF DMIN
DCON
LF
WF
0201ppL-F
100
3.0
4.7
15
0201ppL-F
110
3.5
5.7
13
L302ppL-F
125
4.0
6.7
15
C05HSWUBR02
Dimensions(mm)
RE
Clamp
Screw
Wrench
0.2
TS21
TKY06F
0.2
TS2C
TKY06F
0.2
TS2
TKY06F
Clamp Torque (N m) : TS21=0.6, TS2C=0.6, TS2=0.6
(Note) The insert photos are only examples. The letters refer to the chip breaker and the dimension refers to the inscribed circle.
CCGT type inserts
a
E016
: Inventory maintained in Japan.
WBGT type inserts
CBN inserts
A127
A155
B040, B041, B059
STUC
RE
0.35
WF
GAMF 27
DMIN
LF
Right hand tool holder only.
Stock
Insert Number
TCGT
0601pp
DCON
LF
WF
GAMF
DMIN
RE
125
4.0
6.7
12
0.2
Clamp
Screw
Wrench
TS2C
TKY06F
Clamp Torque (N m) : TS2C=0.6
BORING
Dimensions(mm)
C07KSTUCR06
(06)
Depth of cut is limited
when cutting backwards.
Order Number
L-F
DCON
93
93
Finish
TCGT inserts
Carbide shank
RECOMMENDED CUTTING CONDITIONS
Work Material
Grade
Cutting Speed
(m/min)
Feed
(mm/rev)
Depth of Cut
(mm)
l/d
Carbon Steel, Alloy Steel
NX2525
80 (40120)
0.03 (0.010.05)
0.2 (0.10.3)
35
Stainless Steel
VP15TF
80 (40120)
0.03 (0.010.05)
0.2 (0.10.3)
35
Gray Cast Iron
VP15TF
80 (40120)
0.03 (0.010.05)
0.2 (0.10.3)
35
VP15TF
120 (80160)
0.05 (0.010.08)
0.4 (0.10.6)
35
MD220
120 (80160)
0.05 (0.010.08)
0.4 (0.10.6)
35
MB810
80 (40120)
0.03 (0.010.05)
0.1 (0.030.2)
35
180350HB
< 200HB
< 350MPa
N
Non-Ferrous Meterial
Heat Treated Steel
3565HRC
TCGT type inserts
SPARE PARTS
TECHNICAL DATA
A141
P001
Q001
E017
BORING BARS
MICRO-DEX
BORING BARS
STANDARD HOLDER
5
3-M4 x 0.7
S2
D5
S1
S2
3-M4 x 0.7
D5
S1
DCON
DCB
10
z
S3
20
10
c
LF
Stock
BORING
*22
*2
*2
*
RBH 15840N
RBH 15850N
RBH 15860N
RBH 15870N
RBH 1640N
RBH 1650N
RBH 1660N
RBH 1670N
RBH19040N
RBH19050N
RBH19060N
RBH19070N
RBH 2040N
RBH 2050N
RBH 2060N
RBH 2070N
RBH 2240N
RBH 2250N
RBH 2260N
RBH 2270N
RBH 2540N
RBH 2550N
RBH 2560N
RBH 2570N
RBH 25440N
RBH 25450N
RBH 25460N
RBH 25470N
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
Dimensions(mm)
*Clamp Screw
Wrench
Torque
(N m)
HKY20F
HKY20F
2.0
2.0
A
A
HKY20F
HKY20F
2.0
2.0
A
A
A
A
HKY20F
HKY20F
2.0
2.0
A
A
A
A
A
A
HKY20F
HKY20F
2.0
2.0
C04GSpppRpp
C05HSpppRpp
B
B
B
B
B
B
HKY20F
HKY20F
2.0
2.0
C06JSpppRpp
C07KSpppRpp
B
B
B
B
B
B
HKY20F
HKY20F
2.0
2.0
15
15
C04GSpppRpp
C05HSpppRpp
A
A
B
B
B
B
HKY20F
HKY20F
2.0
2.0
15
20
15
20
C06JSpppRpp
C07KSpppRpp
A
A
B
B
B
B
HKY20F
HKY20F
2.0
2.0
125
125
15
15
15
15
12.5 C04GSpppRpp
12.5 C05HSpppRpp
A
A
B
B
B
B
A
A
HKY20F
HKY20F
2.0
2.0
15
16
125
125
15
20
15
20
15
15
C06JSpppRpp
C07KSpppRpp
A
A
B
B
B
B
A
A
HKY20F
HKY20F
2.0
2.0
4
5
13
14
150
150
15
15
15
15
C04GSpppRpp
C05HSpppRpp
A
A
C
C
C
C
HKY20F
HKY20F
2.0
2.0
25
25
6
7
15
16
150
150
15
20
15
20
C06JSpppRpp
C07KSpppRpp
A
A
C
C
C
C
HKY20F
HKY20F
2.0
2.0
25.4
25.4
4
5
13
14
150
150
15
15
15
15
C04GSpppRpp
C05HSpppRpp
A
A
C
C
C
C
HKY20F
HKY20F
2.0
2.0
25.4
25.4
6
7
15
16
150
150
15
20
15
20
C06JSpppRpp
C07KSpppRpp
A
A
C
C
C
C
HKY20F
HKY20F
2.0
2.0
DCON DCB
D5
LF
S1
S2
S3
15.875
15.875
4
5
15
15
100
100
15
15
15
15
15.875
15.875
6
7
15
15
100
100
15
20
15
20
16
16
4
5
15
15
100
100
15
15
16
16
6
7
15
15
100
100
19.05
19.05
4
5
18
18
19.05
19.05
6
7
20
20
MICRO-DEX
C04GSpppRpp
C05HSpppRpp
A
A
A
A
A
A
C06JSpppRpp
C07KSpppRpp
A
A
A
A
15
15
C04GSpppRpp
C05HSpppRpp
A
A
15
20
15
20
C06JSpppRpp
C07KSpppRpp
125
125
15
15
15
15
18
18
125
125
15
20
15
20
4
5
13
14
125
125
15
15
20
20
6
7
15
16
125
125
22
22
4
5
13
14
22
22
6
7
25
25
number of clamp screw A=HSS04004, B=HSS04006, C=HSS04008
*12 Order
Revised order number.
*
Conventional Order
Number
Revised Order
Number
RBH1940N
RBH1950N
RBH1960N
RBH1970N
RBH19040N
RBH19050N
RBH19060N
RBH19070N
E018
RBH158ppN, RBH16ppN,
RBH190ppN
RBH22ppN has a temporary set screw for different machine specifications.
(Represented by number 4)
Order Number
x
LF
: Inventory maintained in Japan. (MICRO-MINI TWIN is available in 1 piece in one pack.)
MICRO-MINI TWIN
CB
For internal machining
DCON
LF
L19
Right hand tool only.
LDRED
Stock
Coated
TF15 VP15TF
Order Number
Micro
Grain
CB02RS
CB02RS-B
CB02RS-01
CB02RS-01B
CB02RS-02
CB02RS-02B
CB03RS
CB03RS-B
CB03RS-01
CB03RS-01B
CB03RS-02
CB03RS-02B
CB04RS
CB04RS-B
CB04RS-01
CB04RS-01B
CB04RS-02
CB04RS-02B
CB05RS
CB05RS-B
CB05RS-02
CB05RS-02B
CB06RS
CB06RS-B
CB06RS-02
CB06RS-02B
CB07RS
CB07RS-B
CB07RS-02
CB07RS-02B
CB08RS
CB08RS-B
CB08RS-02
CB08RS-02B
with
without
with
without
with
without
with
without
with
without
with
without
with
without
with
without
with
without
with
Breaker
without
with
without
with
without
with
without
with
without
with
without
with
without
with
without
Dimensions(mm)
DMIN 1
l/d < 3 l/d>3
2.2
3.6
2.2
3.9
2.2
3.6
2.2
4.2
2.2
3.6
2.2
4.9
3.2
4.2
3.2
4.4
3.2
4.2
3.2
4.5
3.2
4.2
3.2
4.8
4.2
5.1
4.2
5.2
4.2
5.1
4.2
5.3
4.2
5.1
4.2
5.5
5.2
6.0
5.2
6.1
5.2
6.0
5.2
6.4
6.2
7.2
6.2
7.3
6.2
7.2
6.2
7.8
7.2
8.6
7.2
8.8
7.2
8.6
7.2
9.2
8.2
9.5
8.2
9.6
8.2
9.5
8.2
9.8
RE
DCON
LF
L19
LDRED
WF
F2
0.05
0.05
0.1
0.1
0.2
0.2
0.05
0.05
0.1
0.1
0.2
0.2
0.05
0.05
0.1
0.1
0.2
0.2
0.05
0.05
0.2
0.2
0.05
0.05
0.2
0.2
0.05
0.05
0.2
0.2
0.05
0.05
0.2
0.2
2
2
2
2
2
2
3
3
3
3
3
3
4
4
4
4
4
4
5
5
5
5
6
6
6
6
7
7
7
7
8
8
8
8
50
50
50
50
50
50
50
50
50
50
50
50
60
60
60
60
60
60
70
70
70
70
75
75
75
75
85
85
85
85
95
95
95
95
5
5
5
5
5
5
7.5
7.5
7.5
7.5
7.5
7.5
10
10
10
10
10
10
12.5
12.5
12.5
12.5
12.5
12.5
12.5
12.5
12.5
12.5
12.5
12.5
15
15
15
15
6
6
6
6
6
6
9
9
9
9
9
9
12
12
12
12
12
12
15
15
15
15
18
18
18
18
21
21
21
21
24
24
24
24
1
1
1
1
1
1
1.5
1.5
1.5
1.5
1.5
1.5
2
2
2
2
2
2
2.5
2.5
2.5
2.5
3
3
3
3
3.5
3.5
3.5
3.5
4
4
4
4
0.25
0.25
0.25
0.25
0.25
0.25
0.35
0.35
0.35
0.35
0.35
0.35
0.45
0.45
0.45
0.45
0.45
0.45
0.55
0.55
0.55
0.55
0.65
0.65
0.65
0.65
0.75
0.75
0.75
0.75
0.85
0.85
0.85
0.85
1.8
1.8
1.8
1.8
1.8
1.8
2.7
2.7
2.7
2.7
2.7
2.7
3.6
3.6
3.6
3.6
3.6
3.6
4.5
4.5
4.5
4.5
5.4
5.4
5.4
5.4
6.3
6.3
6.3
6.3
7.2
7.2
7.2
7.2
1.4
1.4
1.4
1.4
1.4
1.4
2.3
2.3
2.3
2.3
2.3
2.3
3.1
3.1
3.1
3.1
3.1
3.1
3.9
3.9
3.9
3.9
4.7
4.7
4.7
4.7
5.5
5.5
5.5
5.5
6.3
6.3
6.3
6.3
BORING
* RE0.015
2
F2
WF
DMIN : Min. Cutting Diameter
*12 The
RE dimension represents the size before grinding a chip breaker.
*
RECOMMENDED CUTTING CONDITIONS
Work Material
Cutting Speed
(m/min)
Micro-Mini Twin CB
Feed
Depth of Cut
(mm/rev)
(mm)
l/d
Micro-Mini Twin CR
Feed(mm/rev)
Cutting Speed
03RS/04RS
05RS
(m/min)
Carbon Steel Alloy Steel
80
(40 120)
0.03
(0.01 0.05)
0.2
(0.1 0.3)
35
80
(40 120)
0.02
(0.01 0.03)
0.03
(0.01 0.05)
Stainless Steel
80
(40 120)
0.03
(0.01 0.05)
0.2
(0.1 0.3)
35
80
(40 120)
0.02
(0.01 0.03)
0.03
(0.01 0.05)
Gray Cast Iron
80
(40 120)
0.03
(0.01 0.05)
0.2
(0.1 0.3)
35
80
(40 120)
0.03
(0.01 0.05)
0.03
(0.01 0.05)
Non-Ferrous Meterial
120
(80 160)
0.05
(0.01 0.08)
0.3
(0.1 0.5)
35
120
(80 160)
0.03
(0.01 0.05)
0.05
(0.01 0.08)
180350HB
< 200HB
< 350MPa
(Note) Recommend wet machining.
TECHNICAL DATA
Q001
E019
BORING BARS
MICRO-MINI TWIN
CR
For internal copying
WF
52
DMIN
RE
LU
H
LF
DCON
L19
Right hand tool only.
Order Number
Stock
Micro
Coated
Grain
TF15 VP15TF
BORING
CR03RS-01
CR03RS-01B
CR04RS-01
CR04RS-01B
CR05RS-01
CR05RS-01B
Dimensions(mm)
Breaker
without
with
without
with
without
with
DMIN
RE
DCON
LF
LU
L19
WF
3.5
3.5
4.5
4.5
5.5
5.5
0.1
0.1
0.1
0.1
0.1
0.1
3
3
4
4
5
5
50
50
60
60
70
70
8
8
10
10
12
12
6
6
7
7
8
8
0.15
0.15
0.15
0.15
0.15
0.15
2.7
2.7
3.6
3.6
4.5
4.5
RECOMMENDED CUTTING CONDITIONS
Work Material
Cutting Speed
(m/min)
Micro-Mini Twin CB
Feed
Depth of Cut
(mm/rev)
(mm)
l/d
Micro-Mini Twin CR
Feed(mm/rev)
Cutting Speed
03RS/04RS
05RS
(m/min)
Carbon Steel Alloy Steel
80
(40 120)
0.03
(0.01 0.05)
0.2
(0.1 0.3)
35
80
(40 120)
0.02
(0.01 0.03)
0.03
(0.01 0.05)
Stainless Steel
80
(40 120)
0.03
(0.01 0.05)
0.2
(0.1 0.3)
35
80
(40 120)
0.02
(0.01 0.03)
0.03
(0.01 0.05)
Gray Cast Iron
80
(40 120)
0.03
(0.01 0.05)
0.2
(0.1 0.3)
35
80
(40 120)
0.03
(0.01 0.05)
0.03
(0.01 0.05)
Non-Ferrous Meterial
120
(80 160)
0.05
(0.01 0.08)
0.3
(0.1 0.5)
35
120
(80 160)
0.03
(0.01 0.05)
0.05
(0.01 0.08)
180350HB
< 200HB
< 350MPa
(Note 1) Recommend wet machining.
(Note 2) The recommended tool overhang of CR type is LU+2mm.
E020
: Inventory maintained in Japan. (MICRO-MINI TWIN is available in 1 piece in one pack.)
y PRECAUTIONS WHEN USING THE MICRO-MINI TWIN
aWhen using a holder for general purpose / small automatic lathe:
aTo avoid chipping of the 2nd cutting edge take care when inserting the boring bar into the holder.
Refer to fig.1. If the 2nd edge contacts the internal face of the holder there is a possibility that it
may chip.
Fig.1
Internal face of the holder
Cutting edge
Insert direction
eWhen using Mitsubishi holders
When using holders with a tool overhang of recommended quantity, ensure that the 3rd clamping
screw is removed prior to machining. (RBH1620N, RBH19020N, RBH2020N and RBH2520N do
not have the 3rd screw.) The set torque value for clamping screw is 2.0 Nm.
Fig.2
3rd clamping screw
1
2nd cutting edge
Insert point
BORING
sWhen using this type of holder, there is a possibility that damage to the shank and the 2nd cutting
edge can occur. Make sure that the clamping screws are tightened to the set torque value.
Additionally make sure that there is no clamping screw near the 2nd cutting edge as this can
break the boring bar.
aWhen using a square type holder:
aWhen installing the boring bar into the holder, tighten the clamp screws after ensuring the flats on
the tool holder are parallel to the reference flats on the micro-mini bar. Refer to fig.3.
sMake sure that the clamping screws are tightened to the recommended values.
dDo not tighten the clamp screw without a bar in place, otherwise the bridge will be deformed.
Fig.3
Insert
The reference plane
of square type holder
Tighten the clamping screw ensuring making
the micro-mini twin boring bars is in contact
with the reference plane of square type holder.
MACHINING METHODS OF THE CR TYPE
a Profile turning
By drilling a pre-prepared hole, the
machining time will be shortened
and chip control will be improved.
Machining a work piece
Machining a work piece
without a pre-prepared hole with a pre-prepared hole
R5
<Cutting Conditions>
Workpiece
Holder
Cutting Speed
Feed
Depth of Cut
Wet Cutting
: JIS S20C
: CR05RS-01B
: 80m/min
: 0.05mm/rev
: 0.05mm
a Inner end facing
By drilling a pre-prepared hole, the
machining time will be shortened
and chip control will be improved.
R5
Depth of Cut
The cutting edge
should not be
cross the centre
line of the
work piece.
If the cutting edge crosses the centre line of a
work piece, the cutting edge can fracture.
Machining a work piece
Machining a work piece
without a pre-prepared hole with a pre-prepared hole
Copying
The depth of cut
should be smaller
than the corner
radius value.
: JIS S20C
: CR05RS-01B
: 80m/min
: 0.05mm/rev
: 0.05mm
FOR USE
Profile turning,
Inner end facing
Depth of Cut
3
<Cutting Conditions>
Workpiece
Holder
Cutting Speed
Feed
Depth of Cut
Wet Cutting
y NOTES
Depth of Cut
Depth of Cut
Depth of Cut
2
With depths of cut larger than the
corner radius value, burrs will be formed.
TECHNICAL DATA
Q001
E021
BORING BARS
MICRO-MINI
BORING BARS
a Solid carbide type with minimum cutting diameter & 3.2mm.
a l/d is 5 times the diameter.
a Cutting edge can be shaped according to the application thus,
it covers a wide application range (threading, grooving, copying, etc).
STANDARD MICRO-MINI BORING BARS (Solid carbide boring bar)
Dimensions(mm)
Order Number
Stock
Geometry
CW
DCON
LF
2.0
80
LDRED DMIN
F2
BORING
15
3.2
1.0
C04FR-BLS
2.5
80
20
4.2
1.5
C05HR-BLS
3.0
100
25
5.2
2.0
F2
Flat area
Flat area
CW
LDRED
DMIN
C03FR-BLS
DCON
TF15
LF
Right hand tool only.
DMIN : Min. Cutting Diameter
RECOMMENDED CUTTING CONDITIONS
Cutting Speed
(m/min)
Work Material
Feed
(mm/rev)
Depth of Cut
(mm)
l/d
Carbon Steel, Alloy Steel
40 (3050)
0.05 ( 0.1)
0.2 (0.10.3)
Stainless Steel
40 (3050)
0.05 ( 0.1)
0.2 (0.10.3)
Gray Cast Iron
40 (3050)
0.05 ( 0.05)
Non-Ferrous Meterial
80 (60100)
0.05 ( 0.1)
180350HB
< 200HB
< 350MPa
Edge Condition (mm)
Corner Radius or C
Honing
0.10.5
0.010.05
<0.4
(Honing not required)
0.2 (0.10.3)
0.10.5
0.010.05
0.3 (0.10.5)
0.10.5
(Honing not required)
<0.03
<0.03
*Cutting edge is not honed. Please hone according to the workpiece before machining.
y GRINDING THE CUTTING EDGE OF MICRO-MINI BORING BAR
a MICRO-MINI boring bar can be applied to boring and grooving without any modifications. It can also be reground as shown below.
a For shaping and regrinding, use a diamond whetstone approximately #250 #400.
Please grind according to the application using the figure below as a reference.
Grooving
12
12
(Grinding)
Grinding Examples
Application
Boring
25
20
0. 5 0.8
0.3 0.5Corner radius
E022
Groove width
25
Grinding
0.5 0.8
Thread angle
Grinding
35
20
4 CW
Grinding
Grinding
60
(Grinding)
Threading
6 Double sided relief
: Inventory maintained in Japan. (MICRO MINI is available in 1 piece in one pack.)
19
19
3-M4 x 0.7
S2
10
LF
Order Number
*2
*2
*2
*2
*2
*
2
RBH15820N
RBH15830N
RBH15840N
RBH15850N
RBH15860N
RBH15870N
RBH15880N
RBH1620N
RBH1630N
RBH1640N
RBH1650N
RBH1660N
RBH1670N
RBH1680N
RBH19020N
RBH19030N
RBH19040N
RBH19050N
RBH19060N
RBH19070N
RBH19080N
RBH2020N
RBH2030N
RBH2040N
RBH2050N
RBH2060N
RBH2070N
RBH2080N
RBH2220N
RBH2230N
RBH2240N
RBH2250N
RBH2260N
RBH2270N
RBH2280N
RBH2520N
RBH2530N
RBH2540N
RBH2550N
RBH2560N
RBH2570N
RBH2580N
RBH25420N
RBH25430N
RBH25440N
RBH25450N
RBH25460N
RBH25470N
RBH25480N
Stock
RBH158ppN, RBH16ppN, RBH190ppN
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
S1
S2
10
20
LF
DCON DCB D5
LF
S1
S2
S3
Micro-Mini
C
15.875
15.875
15.875
15.875
15.875
15.875
15.875
2
3
4
5
6
7
8
15
15
15
15
15
15
15
100
100
100
100
100
100
100
10
10
15
15
15
20
20
10
15
15
15
20
20
03FR-BLS
04FR-BLS
05HR-BLS
16
16
16
16
16
16
16
2
3
4
5
6
7
8
15
15
15
15
15
15
15
100
100
100
100
100
100
100
10
10
15
15
15
20
20
10
15
15
15
20
20
03FR-BLS
04FR-BLS
05HR-BLS
19.05
19.05
19.05
19.05
19.05
19.05
19.05
2
3
4
5
6
7
8
18
18
18
18
18
18
18
125
125
125
125
125
125
125
10
10
15
15
15
20
20
10
15
15
15
20
20
03FR-BLS
04FR-BLS
05HR-BLS
20
20
20
20
20
20
20
2
3
4
5
6
7
8
11
12
13
14
15
16
17
125
125
125
125
125
125
125
10
10
15
15
15
20
20
10
15
15
15
20
20
03FR-BLS
04FR-BLS
05HR-BLS
22
22
22
22
22
22
22
2
3
4
5
6
7
8
11
12
13
14
15
16
17
125
125
125
125
125
125
125
10
10
15
15
15
20
20
10
15
15
15
20
20
25
25
25
25
25
25
25
2
3
4
5
6
7
8
11
12
13
14
15
16
17
150
150
150
150
150
150
150
10
10
15
15
15
20
20
10
15
15
15
20
20
03FR-BLS
04FR-BLS
05HR-BLS
25.4
25.4
25.4
25.4
25.4
25.4
25.4
2
3
4
5
6
7
8
11
12
13
14
15
16
17
150
150
150
150
150
150
150
10
10
15
15
15
20
20
10
15
15
15
20
20
03FR-BLS
04FR-BLS
05HR-BLS
RBH19020N
RBH19030N
RBH19040N
S2
S1
10
S3
20
c
LF
RBH22ppN
10
10 03FR-BLS
12.5 04FR-BLS
12.5 05HR-BLS
15
15
15
Micro-Mini Twin
CB
CR
02RS(-B)
02RS-0p(B)
03RS(-B)
03RS-0p(B)
04RS(-B)
04RS-0p(B)
05RS(-B)
05RS-0p(B)
06RS(-B)
06RS-0p(B)
07RS(-B)
07RS-0p(B)
08RS(-B)
08RS-0p(B)
02RS(-B)
02RS-0p(B)
03RS(-B)
03RS-0p(B)
04RS(-B)
04RS-0p(B)
05RS(-B)
05RS-0p(B)
06RS(-B)
06RS-0p(B)
07RS(-B)
07RS-0p(B)
08RS(-B)
08RS-0p(B)
02RS(-B)
02RS-0p(B)
03RS(-B)
03RS-0p(B)
04RS(-B)
04RS-0p(B)
05RS(-B)
05RS-0p(B)
06RS(-B)
06RS-0p(B)
07RS(-B)
07RS-0p(B)
08RS(-B)
08RS-0p(B)
02RS(-B)
02RS-0p(B)
03RS(-B)
03RS-0p(B)
04RS(-B)
04RS-0p(B)
05RS(-B)
05RS-0p(B)
06RS(-B)
06RS-0p(B)
07RS(-B)
07RS-0p(B)
08RS(-B)
08RS-0p(B)
02RS(-B)
02RS-0p(B)
03RS(-B)
03RS-0p(B)
04RS(-B)
04RS-0p(B)
05RS(-B)
05RS-0p(B)
06RS(-B)
06RS-0p(B)
07RS(-B)
07RS-0p(B)
08RS(-B)
08RS-0p(B)
02RS(-B)
02RS-0p(B)
03RS(-B)
03RS-0p(B)
04RS(-B)
04RS-0p(B)
05RS(-B)
05RS-0p(B)
06RS(-B)
06RS-0p(B)
07RS(-B)
07RS-0p(B)
08RS(-B)
08RS-0p(B)
02RS(-B)
02RS-0p(B)
03RS(-B)
03RS-0p(B)
04RS(-B)
04RS-0p(B)
05RS(-B)
05RS-0p(B)
06RS(-B)
06RS-0p(B)
07RS(-B)
07RS-0p(B)
08RS(-B)
08RS-0p(B)
03RS-01(B)
04RS-01(B)
05RS-01(B)
1 Order number of clamp screw A=HSS04004, B=HSS04006, C=HSS04008, D=HSS04003
RBH1920N
RBH1930N
RBH1940N
RBH20ppN, RBH25ppN, RBH254ppN
Dimensions(mm)
Conventional Order Number Revised Order Number
3-M4 x 0.7
D5
D5
DCON
S1
3-M4 x 0.7
D5
DCB
*1 Clamp Screw
zxcv
Torque
Wrench (
N m)
B
A
A
A
A
A
D
B
A
A
A
A
A
D
A
A
A
A
A
D
HKY20F
HKY20F
HKY20F
HKY20F
HKY20F
HKY20F
HKY20F
2.0
2.0
2.0
2.0
2.0
2.0
2.0
B
A
A
A
A
A
D
B
A
A
A
A
A
D
A
A
A
A
A
D
HKY20F
HKY20F
HKY20F
HKY20F
HKY20F
HKY20F
HKY20F
2.0
2.0
2.0
2.0
2.0
2.0
2.0
C
B
B
B
B
B
A
C
B
B
B
B
B
A
B
B
B
B
B
A
HKY20F
HKY20F
HKY20F
HKY20F
HKY20F
HKY20F
HKY20F
2.0
2.0
2.0
2.0
2.0
2.0
2.0
03RS-01(B)
04RS-01(B)
05RS-01(B)
A
A
A
A
A
A
A
A
A
B
B
B
B
A
B
B
B
B
B
A
HKY20F
HKY20F
HKY20F
HKY20F
HKY20F
HKY20F
HKY20F
2.0
2.0
2.0
2.0
2.0
2.0
2.0
03RS-01(B)
04RS-01(B)
05RS-01(B)
A
A
A
A
A
A
A
B
B
B
B
B
B
B
C
B
B
B
B
B
A
A
A
A
A
A
A
HKY20F
HKY20F
HKY20F
HKY20F
HKY20F
HKY20F
HKY20F
2.0
2.0
2.0
2.0
2.0
2.0
2.0
A
A
A
A
A
A
A
B
B
C
C
C
C
B
C
C
C
C
C
B
HKY20F
HKY20F
HKY20F
HKY20F
HKY20F
HKY20F
HKY20F
2.0
2.0
2.0
2.0
2.0
2.0
2.0
A
A
A
A
A
A
A
B
B
C
C
C
C
B
C
C
C
C
C
B
HKY20F
HKY20F
HKY20F
HKY20F
HKY20F
HKY20F
HKY20F
2.0
2.0
2.0
2.0
2.0
2.0
2.0
03RS-01(B)
04RS-01(B)
05RS-01(B)
03RS-01(B)
04RS-01(B)
05RS-01(B)
03RS-01(B)
04RS-01(B)
05RS-01(B)
03RS-01(B)
04RS-01(B)
05RS-01(B)
BORING
y ROUND TYPE HOLDER
*2 Revised order number.
Conventional Order Number Revised Order Number
RBH1950N
RBH1960N
RBH1970N
RBH19050N
RBH19060N
RBH19070N
SPARE PARTS
TECHNICAL DATA
P001
Q001
E023
BORING BARS
MICRO-MINI TWIN
y SQUARE TYPE HOLDER
CB type (Boring bar fits to a holder)
CR type (Boring bar fits to a holder)
8
WF
10
100
Stock
10
BORING
L24
(Clamp)
WF
20
L24
Order Number
10
45
Dimensions(mm)
WF
L24
Micro-Mini Twin
CB
CR
CB
CR
624 (610)
CB
CR
Clamp
Screw
CB
CR
12.9
02RS(-B)
02RS-0 p(B)
HSC04010 HKY30R
4.8
1119.5 (12)
13.8
03RS(-B)
03RS-01(B) HSC05012 HKY40R
03RS-0 p(B)
9.5
1129.5 (1220) 1327.5 (14)
14.7
04RS(-B)
04RS-01(B) HSC05012 HKY40R
04RS-0 p(B)
9.5
1535.5 (16)
15.6
05RS(-B)
05RS-01(B) HSC05012 HKY40R
05RS-0 p(B)
9.5
SBH1020R
13
SBH1030R
14
12.65
SBH1040R
15
13.15
SBH1050R
16
13.65 13.537 (1525)
SBH1060R
17
13.542 (1830)
16.5
06RS(-B)
06RS-0 p(B)
HSC05012 HKY40R
9.5
SBH1070R
18
13.552 (2135)
17.4
07RS(-B)
07RS-0 p(B)
HSC05012 HKY40R
9.5
8.522 (915)
(Note) The MICRO-DEX and the MICRO-MINI cannot be fit to square holders.
L24 is the length of overhang for sufficient clamping, and ( ) is the recommended length for machining of carbon and alloy steel.
E024
Torque
Wrench (
N m)
: Inventory maintained in Japan.
a The minimum cutting diameter is from & 10.
a 11positive insert.
a Screw-on type.
a l/d is 3 to 5 times the diameter (up to 7 times
FSTU1
with the carbide shank).
DMIN
WF
TPooinserts
93
RE
LDRED
H
DCON
LF
a a
FSTU110R/L
a a
FSTU112R/L
a a
FSTU116R/L
a a
(08,09,11)
PCD
CBN/PCD
(08,09,11)
Insert Number
TPGX
TPMX
NP-TPGX
NP-TPMX
LDRED WF
(11)
Dimensions(mm)
DCON
LF
0802pp
125
18
15
10
0902pp
10
150
22
13
0902pp
12
180
25
11
1103pp
16
200
30
11
14
R L
FSTU108R/L
(08,09,11)
R/L-F
Right hand tool holder shown.
Stock
Flat Top
GAMF
5
Order Number
Light
R/L
GAMF DMIN
RE
Clamp Screw
Wrench
0.4
CS200T
TKY06F
12
0.4
CS250T
TKY08F
10
16
0.4
CS250T
TKY08F
22
0.4
CS300890T
TKY08F
BORING
TYPE
BORING BARS
* Clamp Torque (N m) : CS200T=0.6, CS250T=1.0, CS300890T=1.0
FSTU2
TPooinserts
Carbide shank
Light
Flat Top
R/L
WF
DMIN
93
RE
LDRED
(08,09,11)
PCD
CBN/PCD
R/L-F
DCON
LF
GAMF
(08,09,11)
Right hand tool holder shown.
Order Number
Stock
Insert Number
a a
FSTU210R/L
a a
FSTU212R/L
a a
FSTU216R/L
a a
TPGX
TPMX
NP-TPGX
NP-TPMX
LDRED WF
(11)
DCON
LF
0802pp
125
13
15
10
0902pp
10
150
16
13
0902pp
12
180
19
11
1103pp
16
200
26
11
14
R L
FSTU208R/L
(08,09,11)
Dimensions(mm)
GAMF DMIN
RE
Clamp Screw
Wrench
0.4
CS200T
TKY06F
12
0.4
CS250T
TKY08F
10
16
0.4
CS250T
TKY08F
22
0.4
CS300890T
TKY08F
Clamp Torque (N m) : CS200T=0.6, CS250T=1.0, CS300890T=1.0
RECOMMENDED CUTTING CONDITIONS
Steel Shank
Carbide Shank
Work Material
P
M
N
Hardness
Carbon Steel
Alloy Steel
180350HB
Stainless Steel
< 200HB
Aluminium Alloy
l/d=34 (Shank Diameter > 25mm)
l/d < 3
l/d < 5
Cutting
Mode
Cutting Speed
(m/min)
Feed
(mm/rev)
l/d=67
Depth of Cut
(mm)
Cutting Speed
(m/min)
Feed
(mm/rev)
Light Cutting
130 (90 160)
0.1 (0.05 0.15)
0.2
120 (80 150)
0.1 (0.05 0.15)
Medium Cutting
90 (60 120)
0.25 (0.15 0.35)
3.0
80 (50 110)
0.15 (0.1 0.2)
Light Cutting
140 (100 180)
0.1 (0.05 0.15)
0.2
140 (100 180)
0.1 (0.05 0.15)
0.2 (0.15 0.25)
2.0
60 (40 80)
0.15 (0.1 0.2)
Medium Cutting
70 (50 90)
Depth of Cut
(mm)
0.2
1.5
0.2
1.0
Light Cutting
300 (200 400)
0.1 (0.05 0.15)
0.2
300 (200 400)
0.1 (0.05 0.15)
0.2
Medium Cutting
200 (150 250)
0.1 (0.05 0.15)
2.0
200 (150 250)
0.1 (0.05 0.15)
1.5
(Note 1) The insert photos are only examples. The letters refer to the chip breaker and the dimension refers to the inscribed circle.
(Note 2) When using insert with right and left hand chip breaker, please use left hand insert
for right hand holder and right hand insert for left hand holder.
TPpp type inserts
A146, A147
CBN & PCD inserts
B046, B047, B062
SPARE PARTS
P 001
TECHNICAL DATA
Q001
E025
BORING BARS
TYPE
BORING BARS
a The minimum cutting diameter is from & 22.
a 11positive insert.
a Clamp-on type.
a l/d is 3 to 5 times the diameter (up to 7 times
FCTU1
with the carbide shank).
TPooinserts
M Class
G class
R/L
DMIN
3
WF
93
M Class
LDRED
RE
(11,16)
(11,16)
G class
CBN/PCD
(11,16)
(11,16)
(11,16)
DCON
LF
GAMF
5
Right hand tool holder shown.
Order Number
Stock
Insert Number
DCON LF LDRED WF
BORING
R L
FCTU116R/L
a a
FCTU120R/L
FCTU125R/L
a a
(4 Side Flat Shank)
FCTU132R/L
(4 Side Flat Shank)
a a
Dimensions(mm)
TPMN
TPMR
TPGN
TPGR
a a
GAMF DMIN RE
1103pp
16
200
30
11
14
22
0.4
1603pp
20
200
37
13
18
26
0.8
1603pp
25
250
40
16
22
1603pp
32
300
45
20
29
Breaker Wrench
Shim Shim Pin Clamp
Set
Piece
C3
CBT2N HKY25R
C4
CBT3F HKY30R
32
0.8
PT32 BCP202
C4
CBT3F HKY30R
40
0.8 PT32 BCP201
C4
CBT3F HKY30R
* Clamp Torque (N m) : C3=2.2, C4=3.3
FCTU2
TPooinserts
Carbide shank
M Class
G class
R/L
DMIN
3
WF
93
M Class
RE
LDRED
(11,16)
(11,16)
G class
CBN/PCD
(11,16)
(11,16)
(11,16)
DCON
LF
GAMF
5
Right hand tool holder only.
Order Number
Stock
Insert Number
FCTU216R
FCTU220R
FCTU225R
Dimensions(mm)
TPMN
TPMR
TPGN
TPGR
DCON LF LDRED WF
GAMF DMIN RE
Breaker Wrench
Shim Shim Pin Clamp
Set
Piece
1103pp
16
200
26
11
14
22
0.4
C3
CBT2N HKY25R
1603pp
20
200
33
13
18
26
0.8
C4
CBT3F HKY30R
1603pp
25
250
37
16
22
32
0.8 PT32 BCP202
C4
CBT3F HKY30R
Clamp Torque (N m) : C3=2.2, C4=3.3
(Note 1) The insert photos are only examples. The letters refer to the chip breaker and the dimension refers to the inscribed circle.
(Note 2) When using insert with right and left hand chip breaker, please use left hand
insert for right hand holder and right hand insert for left hand holder.
a
E026
: Inventory maintained in Japan.
TPpp type inserts
CBN & PCD inserts
A162
B052, B068
TYPE
BORING BARS
a The minimum cutting diameter is from & 5.8.
a 7positive insert.
a Screw-on type.
a l/d is 3 to 5 times the diameter (up to 7 times
FSWL1
with the carbide shank).
WCooinserts
LDRED
DMIN
Light
Light
R/L
95
WF
(02,L3,04,06)
95
RE
DCON
LF
(02,L3)
PCD
GAMF
Order Number
FSWL108R/LS
108R/LM
Right hand tool holder shown.
(L3,04,06)
Dimensions(mm)
Stock
Insert Number
DCON
LF
0201pp
100
19
2.9
17
5.8
R L
WCMT
WCGT
LDRED WF
GAMF DMIN
RE
Clamp Screw
Wrench
0.4
TS21
TKY06F
FSWL108R/LS
a a
FSWL108R/LM
a a
L302pp
100
25
15
0.4
TS2
TKY06F
FSWL108R/L
a a
0402pp
125
10
15
10
0.4
TS25
TKY08F
FSWL110R/L
a a
0402pp
10
150
12
13
12
0.4
TS25
TKY08F
FSWL112R/L
a a
06T3pp
12
180
15
11
13
16
0.8
TS4
TKY15F
FSWL116R/L
a a
06T3pp
16
200
20
11
14
22
0.8
TS4
TKY15F
WCMT
WCGT
WCMW
WCMT
WCMW
BORING
LDRED
* Clamp Torque (N m) : TS21=0.6, TS2=0.6, TS25=1.0, TS4=3.5
FSWL2
WCooinserts
Carbide shank
Light
R/L
LDRED
DMIN
Light
95
WF
(02,L3,04,06)
95
RE
(02,L3)
PCD
LF
DCON
GAMF
LDRED
Order Number
FSWL208R/LS
208R/LM
Right hand tool holder shown.
Stock
Insert Number
R L
DCON
LF
LDRED WF
GAMF DMIN
Wrench
0.4
TS21
TKY06F
0.4
TS2
TKY06F
15
10
0.4
TS25
TKY08F
13
12
0.4
TS25
TKY08F
11
13
16
0.8
TS4
TKY15F
11
14
22
0.8
TS4
TKY15F
a a
0201pp
122
25
2.9
17
5.8
FSWL208R/LM
a a
WCMT
WCGT
WCMW
L302pp
125
33
15
FSWL208R/L
a a
0402pp
125
10
FSWL210R/L
a a
0402pp
10
150
12
FSWL212R/L
a a
06T3pp
12
180
15
FSWL216R/L
a a
06T3pp
16
200
20
WCMT
WCMW
RE
Clamp Screw
WCMT
WCGT
FSWL208R/LS
(L3,04,06)
Dimensions(mm)
* Clamp Torque (N m) : TS21=0.6, TS2=0.6, TS25=1.0, TS4=3.5
RECOMMENDED CUTTING CONDITIONS
Steel Shank
Carbide Shank
Work Material
P
M
N
Hardness
Carbon Steel
Alloy Steel
180350HB
Stainless Steel
< 200HB
Aluminium Alloy
l/d=34 (Shank Diameter > 25mm)
l/d < 3
l/d < 5
Cutting
Mode
Cutting Speed
(m/min)
Feed
(mm/rev)
l/d=67
Depth of Cut
(mm)
Cutting Speed
(m/min)
Feed
(mm/rev)
Depth of Cut
(mm)
Light Cutting
130 (90 160)
0.1 (0.05 0.15)
0.2
120 (80 150)
0.1 (0.05 0.15)
Medium Cutting
90 (60 120)
0.25 (0.15 0.35)
3.0
80 (50 110)
0.15 (0.1 0.2)
Light Cutting
140 (100 180)
0.1 (0.05 0.15)
0.2
140 (100 180)
0.1 (0.05 0.15)
0.2 (0.15 0.25)
2.0
60 (40 80)
0.15 (0.1 0.2)
Medium Cutting
70 (50 90)
0.2
1.5
0.2
1.0
Light Cutting
300 (200 400)
0.1 (0.05 0.15)
0.2
300 (200 400)
0.1 (0.05 0.15)
0.2
Medium Cutting
200 (150 250)
0.1 (0.05 0.15)
2.0
200 (150 250)
0.1 (0.05 0.15)
1.5
WCpp type inserts
CBN & PCD inserts
SPARE PARTS
TECHNICAL DATA
A156
B049, B065
P 001
Q001
E027
BORING BARS
TYPE
BORING BARS
a The minimum cutting
a ISO standard.
a 7 positive insert.
a Screw-on type.
STFC
diameter is from & 11.
TCooinserts
a l/d
is 3 to 5 times the diameter
(up to 7 times with the carbide
shank).
Finish
Finish
FP
Light
FM
Light
LP
LM
60
WF
91
91
GAMF
RE LDRED
Stock
(09,11,16)
Flat top
PCD/CBN
(11,16)
(11)
MM
(09,11,16)
(09,11,16)
Dimensions(mm)
Insert Number
R L
BORING
(09,11,16)
Medium
DCON
Right hand tool holder shown.
Order Number
(09,11,16)
Medium
MP
H
LF
DMIN
(09,11,16)
DCON
LF
LDRED WF
GAMF DMIN
RE
Clamp Screw
Wrench
S08FSTFCR/L09
a a
0902pp
80
12
15
11
0.4
TS22
TKY06F
S10HSTFCR/L11
a a
1102pp
10
100
16
13
13
0.4
TS25
TKY08F
S12KSTFCR/L11
a a
1102pp
12
125
20
11
10
16
0.4
TS25
TKY08F
S16MSTFCR/L11
a a
1102pp
16
150
25
11
14
20
0.4
TS25
TKY08F
S20QSTFCR/L16
a a
16T3pp
20
180
32
13
18
25
0.8
TS4
TKY15F
S25RSTFCR/L16
a a
16T3pp
25
200
40
17
23
32
0.8
TS4
TKY15F
S32SSTFCR/L16
a a
16T3pp
32
250
50
22
30
40
0.8
TS4
TKY15F
TCMT
TCMW
TCMT
* Clamp Torque (N m) : TS22=0.6, TS25=1.0, TS4=3.5
STFC
Carbide shank
TCooinserts
Finish
Finish
FP
Light
FM
Light
LP
LM
60
WF
91
91
GAMF
RE LDRED
DMIN
Stock
(09,11,16)
(09,11,16)
(09,11,16)
Medium
Medium
Flat top
PCD/CBN
(11,16)
(11)
MP
MM
DCON
LF
Right hand tool holder only.
Order Number
(09,11,16)
(09,11,16)
(09,11,16)
Dimensions(mm)
Insert Number
DCON
LF
LDRED WF
C08HSTFCR09
0902pp
100
12
C10KSTFCR11
1102pp
10
125
16
C12MSTFCR11
1102pp
12
150
20
1102pp
16
200
25
11
TCMT
TCMW
TCMT
GAMF DMIN
RE
Clamp Screw
Wrench
15
11
0.4
TS22
TKY06F
13
13
0.4
TS25
TKY08F
11
10
16
0.4
TS25
TKY08F
14
20
0.4
TS25
TKY08F
C16RSTFCR11
C20SSTFCR16
16T3pp
20
250
32
13
18
25
0.8
TS4
TKY15F
C25TSTFCR16
16T3pp
25
300
40
17
23
32
0.8
TS4
TKY15F
* Clamp Torque (N m) : TS22=0.6, TS25=1.0, TS4=3.5
(Note 1) The insert photos are only examples. The letters refer to the chip breaker and the dimension refers to the inscribed circle.
(Note 2) When using insert with right and left hand chip breaker, please use left hand
insert for right hand holder and right hand insert for left hand holder.
a
E028
: Inventory maintained in Japan.
TCpp type inserts
CBN & PCD inserts
A141 A143
B045, B061
SDUC
DCooinserts
Finish
Finish
FP
Light
FM
LP
Light
LM
50
RE
GAMF
LDRED
Insert Number
S12KSDUCR/L07
a a
S16MSDUCR/L07
a a
S20QSDUCR/L11
a a
S25RSDUCR/L15
a a
S32SSDUCR/L15
a a
S40TSDUCR/L15
a a
MM
Standard
(07,11,15)
(07,11,15)
(07,11,15)
DCMT
DCET
DCGT
DCMW
DCGW
NP-DCGW
NP-DCMT
LDRED WF
F2
(07,11)
DCON
LF
0702pp
10
100
16
2.4
13
13
0.4
TS25
TKY08F
0702pp
12
125
20
3.4
11
10
16
0.4
TS25
TKY08F
0702pp
16
150
25
11
3.9
14
20
0.4
TS25
TKY08F
11T3pp
20
180
32
13
4.4
18
25
0.8
TS4
TKY15F
1504pp
25
200
40
17
6.9
23
32
0.8
TS5
TKY25F
1504pp
32
250
50
22
8.4
30
40
0.8
TS5
TKY25F
1504pp
40
300
63
27
9.4
37
50
0.8
TS5
TKY25F
R L
a a
(07,11)
Flat top
Dimensions(mm)
Stock
S10HSDUCR/L07
(07,11)
Medium
DCON
LF
Right hand tool holder shown.
Order Number
(07,11)
Medium
MP
DMIN
(07,11)
Medium
GAMF DMIN
RE
Clamp Screw Wrench
BORING
93
F2
WF
93
* Clamp Torque (N m) : TS25=1.0, TS4=3.5, TS5=7.5
SDUC
Carbide shank
DCooinserts
Finish
Finish
FP
Light
FM
LP
Light
LM
50
93
GAMF
F2
WF
93
RE
DMIN
Insert Number
C12MSDUCR07
C16RSDUCR07
C20SSDUCR11
C25TSDUCR15
MM
Standard
(07,11,15)
(07,11,15)
(07,11,15)
LDRED WF
F2
(07,11)
DCON
LF
0702pp
10
125
16
2.1
13
13
0.4
TS25
TKY08F
0702pp
12
150
20
3.1
11
10
16
0.4
TS25
TKY08F
R
a
(07,11)
Flat top
Dimensions(mm)
Stock
C10KSDUCR07
(07,11)
Medium
DCON
LF
Right hand tool holder only.
Order Number
(07,11)
Medium
MP
LDRED
(07,11)
Medium
GAMF DMIN
RE
Clamp Screw Wrench
DCMT
DCET
DCGT
DCMW
DCGW
NP-DCGW
NP-DCMT
0702pp
16
200
25
11
3.1
14
20
0.4
TS25
TKY08F
11T3pp
20
250
32
13
3.1
18
25
0.8
TS4
TKY15F
DCMW
DCMT
1504pp
25
300
40
17
4.9
23
32
0.8
TS5
TKY25F
Clamp Torque (N m) : TS25=1.0, TS4=3.5, TS5=7.5
RECOMMENDED CUTTING CONDITIONS
Steel Shank
l/d < 3
Carbide Shank
l/d < 5
Work Material
P
M
N
Hardness
Carbon Steel
Alloy Steel
180350HB
Stainless Steel
< 200HB
Aluminium Alloy
Cutting
Mode
Cutting Speed
(m/min)
Feed
(mm/rev)
l/d=34 (Shank Diameter > 25mm)
l/d=67
Depth of Cut
(mm)
Cutting Speed
(m/min)
Feed
(mm/rev)
Light Cutting
130 (90 160)
0.1 (0.05 0.15)
0.2
120 (80 150)
0.1 (0.05 0.15)
Medium Cutting
90 (60 120)
0.25 (0.15 0.35)
3.0
80 (50 110)
0.15 (0.1 0.2)
Light Cutting
140 (100 180)
0.1 (0.05 0.15)
0.2
140 (100 180)
0.1 (0.05 0.15)
0.2 (0.15 0.25)
2.0
60 (40 80)
0.15 (0.1 0.2)
Medium Cutting
70 (50 90)
Depth of Cut
(mm)
0.2
1.5
0.2
1.0
Light Cutting
300 (200 400)
0.1 (0.05 0.15)
0.2
300 (200 400)
0.1 (0.05 0.15)
0.2
Medium Cutting
200 (150 250)
0.1 (0.05 0.15)
2.0
200 (150 250)
0.1 (0.05 0.15)
1.5
DCpp type inserts
CBN & PCD inserts
SPARE PARTS
TECHNICAL DATA
A132 A135
B043, B044, B060
P 001
Q001
E029
BORING BARS
TYPE
BORING BARS
a The minimum cutting
a ISO standard.
a 7 positive insert.
a Screw-on type.
SCLC
diameter is from & 11.
CCooinserts
WF
RE
Light
Light
LP
LM
Stock
a a
S10HSCLCR/L06
a a
S12KSCLCR/L06
a a
S16MSCLCR/L09
a a
S20QSCLCR/L09
a a
S25RSCLCR/L12
a a
S32SSCLCR/L12
S40TSCLCR/L12
(06,09)
(06,09)
(06,09)
Medium
Flat top
PCD/CBN
(06,09,12)
(06,09,12)
MM
(06,09,12)
(06,09,12)
Dimensions(mm)
Insert Number
R L
S08FSCLCR/L06
(06,09)
Medium
DCON
LF
Right hand tool holder shown.
DCON
LF
LDRED WF
GAMF DMIN
RE
Clamp Screw
Wrench
0602pp
80
12
15
11
0.4
TS25
TKY08F
0602pp
10
100
16
13
13
0.4
TS25
TKY08F
0602pp
12
125
20
11
10
16
0.4
TS25
TKY08F
09T3pp
16
150
25
11
14
20
0.8
TS4
TKY15F
09T3pp
20
180
32
13
18
25
0.8
TS4
TKY15F
1204pp
25
200
40
17
23
32
0.8
TS5
TKY25F
a a
1204pp
32
250
50
22
30
40
0.8
TS5
TKY25F
a a
1204pp
40
300
63
27
37
50
0.8
TS5
TKY25F
CCMH
CCMT
CCET
CCGT
CCMW
CCGW
NP-CCGW
Clamp Torque (N m) : TS25=1.0, TS4=3.5, TS5=7.5
SCLC
Carbide shank
CCooinserts
Finish
WF
95
GAMF
RE
FM
Light
Light
LP
LM
(06,09)
(06,09)
(06,09)
(06,09)
Medium
Medium
Medium
Flat top
MP
LDRED
DMIN
Stock
C08HSCLCR06
C10KSCLCR06
C12MSCLCR06
C16RSCLCR09
C20SSCLCR09
Standard
(06,09)
(06,09)
(06,09)
Insert Number
CCMH
CCMT
CCET
CCGT
CCMW
CCGW
NP-CCGW
DCON
LF
LDRED WF
(06,09)
Dimensions(mm)
R
a
MM
DCON
LF
Right hand tool holder only.
Order Number
Finish
FP
60
95
Finish
FM
MP
LDRED
DMIN
BORING
Finish
FP
95
GAMF
is 3 to 5 times the diameter
(up to 7 times with the carbide
shank).
60
95
Order Number
a l/d
GAMF DMIN
RE
Clamp Screw
Wrench
0.4
TS25
TKY08F
0.4
TS25
TKY08F
16
0.4
TS25
TKY08F
20
0.8
TS4
TKY15F
25
0.8
TS4
TKY15F
0602pp
100
12
15
11
0602pp
10
125
16
13
13
0602pp
12
150
20
11
10
09T3pp
16
200
25
11
14
09T3pp
20
250
32
13
18
Clamp Torque (N m) : TS25=1.0, TS4=3.5
(Note 1) The insert photos are only examples. The letters refer to the chip breaker and the dimension refers to the inscribed circle.
(Note 2) When using insert with right and left hand chip breaker, please use left hand
insert for right hand holder and right hand insert for left hand holder.
a
E030
: Inventory maintained in Japan.
CCpp type inserts
CBN & PCD inserts
A126 A130
B039 B041, B059
F2
107
30
RE
GAMF
Insert Number
S12KSDQCR/L07
a a
S16MSDQCR/L07
a a
S20QSDQCR/L11
a a
S25RSDQCR/L15
a a
S32SSDQCR15
S40TSDQCR15
(07,11)
(07,11)
(07,11)
Medium
Flat top
PCD/CBN
(07,11,15)
(07,11)
MM
(07,11,15)
(07,11,15)
DCON
LF
0702pp
10
100
16
2.4
13
13
0.4
TS25
TKY08F
0702pp
12
125
20
3.4
11
10
16
0.4
TS25
TKY08F
0702pp
16
150
25
11
3.9
14
20
0.4
TS25
TKY08F
11T3pp
20
180
32
13
4.4
18
25
0.8
TS4
TKY15F
1504pp
25
200
40
17
6.9
23
32
0.8
TS5
TKY25F
1504pp
32
250
50
22
8.4
30
40
0.8
TS5
TKY25F
1504pp
40
300
63
27
9.4
37
50
0.8
TS5
TKY25F
R L
a a
(07,11)
Dimensions(mm)
Stock
DCMT
DCET
DCGT
DCMW
DCGW
NP-DCMW
NP-DCMT
Light
LM
DCON
LF
Right hand tool holder shown.
S10HSDQCR/L07
Light
LP
Medium
MP
LDRED
DMIN
Order Number
Finish
FM
50
WF
10730
Finish
FP
LDRED WF
F2
GAMF DMIN
RE
Clamp Screw Wrench
BORING
SDQC
DCooinserts
* Clamp Torque (N m) : TS25=1.0, TS4=3.5, TS5=7.5
SDQC
Carbide shank
DCooinserts
Finish
Finish
FP
Light
FM
Light
LP
LM
50
107
30
GAMF
F2
WF
10730
RE
DMIN
Insert Number
C12MSDQCR07
C16RSDQCR07
C20SSDQCR11
C25TSDQCR15
(07,11,15)
(07,11)
MM
(07,11,15)
(07,11,15)
DCON
LF
0702pp
10
125
16
2.1
13
13
0.4
TS25
TKY08F
0702pp
12
150
20
3.1
11
10
16
0.4
TS25
TKY08F
R
a
(07,11)
PCD/CBN
Dimensions(mm)
Stock
C10KSDQCR07
(07,11)
Flat top
DCON
LF
Right hand tool holder only.
Order Number
(07,11)
Medium
MP
LDRED
(07,11)
Medium
LDRED WF
F2
GAMF DMIN
RE
Clamp Screw Wrench
DCMT
DCET
DCGT
DCMW
DCGW
NP-DCMW
NP-DCMT
0702pp
16
200
25
11
3.1
14
20
0.4
TS25
TKY08F
11T3pp
20
250
32
13
3.1
18
25
0.8
TS4
TKY15F
DCMW
DCMT
1504pp
25
300
40
17
4.9
23
32
0.8
TS5
TKY25F
Clamp Torque (N m) : TS25=1.0, TS4=3.5, TS5=7.5
RECOMMENDED CUTTING CONDITIONS
Steel Shank
Carbide Shank
Work Material
P
M
N
Hardness
Carbon Steel
Alloy Steel
180350HB
Stainless Steel
< 200HB
Aluminium Alloy
l/d=34 (Shank Diameter > 25mm)
l/d < 3
l/d < 5
Cutting
Mode
Cutting Speed
(m/min)
Feed
(mm/rev)
Light Cutting
130 (90 160)
0.1 (0.05 0.15)
Medium Cutting
90 (60 120)
0.25 (0.15 0.35)
Light Cutting
140 (100 180)
Medium Cutting
70 (50 90)
l/d=67
Depth of Cut
(mm)
Cutting Speed
(m/min)
Feed
(mm/rev)
0.2
120 (80 150)
0.1 (0.05 0.15)
3.0
80 (50 110)
0.15 (0.1 0.2)
0.1 (0.05 0.15)
0.2
140 (100 180)
0.1 (0.05 0.15)
0.2 (0.15 0.25)
2.0
60 (40 80)
0.15 (0.1 0.2)
Depth of Cut
(mm)
0.2
1.5
0.2
1.0
Light Cutting
300 (200 400)
0.1 (0.05 0.15)
0.2
300 (200 400)
0.1 (0.05 0.15)
0.2
Medium Cutting
200 (150 250)
0.1 (0.05 0.15)
2.0
200 (150 250)
0.1 (0.05 0.15)
1.5
DCpp type inserts
CBN & PCD inserts
SPARE PARTS
TECHNICAL DATA
A132 A135
B043, B044, B060
P 001
Q001
E031
BORING BARS
TYPE
BORING BARS
a The minimum cutting
a ISO standard.
a 7 positive insert.
a Screw-on type.
SVQC
diameter is from & 20.
VCooinserts
F2
WF
GAMF
RE
Finish
FM
BORING
a a
S20QSVQCR/L11
a a
S25RSVQCR/L16
a a
S32SSVQCR/L16
S40TSVQCR16
Light
LM
(11,16)
(11,16)
(11,16)
(11,16)
Medium
Medium
Flat top
MM
Standard
DCON
LF
(16)
(16)
(11,16)
(11,16)
Dimensions(mm)
Insert Number
DCON
R L
S16MSVQCR/L11
Light
LP
Medium
Right hand tool holder shown.
Stock
Finish
FP
MP
LDRED
DMIN
Order Number
is 3 to 5 times the diameter
(up to 7 times with the carbide
shank).
50
11730
117
30
a l/d
LF LDRED WF
F2
GAMF DMIN
RE
Clamp Screw Wrench
1103pp
16
150
25
11
3.9
14
20
0.4
TS25
TKY08F
1103pp
20
180
32
13
4.4
18
25
0.4
TS25
TKY08F
1604pp
25
200
40
17
6.9
23
32
0.8
TS4
TKY15F
a a
1604pp
32
250
50
22
8.4
30
40
0.8
TS4
TKY15F
1604pp
40
300
63
27
9.4
37
50
0.8
TS4
TKY15F
VCMW
VCMT
* Clamp Torque (N m) : TS25=1.0, TS4=3.5
SVQC
Carbide shank
VCooinserts
F2
WF
GAMF
RE
C20SSVQCR11
C25TSVQCR16
(11,16)
(11,16)
(11,16)
(11,16)
Medium
Medium
Flat top
MM
Standard
(16)
(16)
(11,16)
(11,16)
Dimensions(mm)
Insert Number
C16RSVQCR11
Light
LM
DCON
LF
Right hand tool holder only.
Stock
Light
LP
Medium
MP
LDRED
DMIN
Order Number
Finish
FM
50
11730
117
30
Finish
FP
VCMT
VCMW
DCON
LF LDRED WF
F2
GAMF DMIN
RE
Clamp Screw Wrench
1103pp
16
200
25
11
3.1
14
20
0.4
TS25
TKY08F
1103pp
20
250
32
13
3.1
18
25
0.4
TS25
TKY08F
1604pp
25
300
40
17
4.9
23
32
0.8
TS4
TKY15F
* Clamp Torque (N m) : TS25=1.0, TS4=3.5
(Note 1) The insert photos are only examples. The letters refer to the chip breaker and the dimension refers to the inscribed circle.
(Note 2) When using insert with right and left hand chip breaker, please use left hand
insert for right hand holder and right hand insert for left hand holder.
a
E032
: Inventory maintained in Japan.
VCpp type inserts
CBN & PCD inserts
A151, A152
B049, B064
SSKC
SCooinserts
Finish
Finish
FP
Light
FM
Light
LP
LM
60
WF
75
RE
GAMF
DMIN
(09)
(09)
Medium
Flat top
MP
LDRED
(09)
Medium
Insert Number
DCON
R L
a a
S20QSSKCR/L09
a a
S25RSSKCR/L12
a a
(09,12)
(09,12)
(09,12)
SCMW
SCMT
LF LDRED WF
(09,12)
Dimensions(mm)
Stock
S16MSSKCR/L09
Standard
DCON
LF
Right hand tool holder shown.
Order Number
MM
GAMF DMIN
RE
Clamp Screw
Wrench
09T3pp
16
150
25
11
14
20
0.8
TS4
TKY15F
09T3pp
20
180
32
13
18
25
0.8
TS4
TKY15F
1204pp
25
200
40
17
23
32
0.8
TS5
TKY25F
BORING
75
(09)
Medium
* Clamp Torque (N m) : TS4=3.5, TS5=7.5
SVUC
VCooinserts
Finish
Finish
FP
Light
FM
Light
LP
LM
50
93
GAMF
F2
WF
93
RE
DMIN
Insert Number
R L
a a
S25RSVUCR/L16
a a
S32SSVUCR/L16
a a
S40TSVUCR/L16
a a
(11,16)
Flat top
MM
Standard
(16)
(16)
(11,16)
VCMW
VCMT
DCON
LF LDRED WF
F2
(11,16)
Dimensions(mm)
Stock
S20QSVUCR/L11
(11,16)
Medium
DCON
LF
Right hand tool holder only.
Order Number
(11,16)
Medium
MP
LDRED
(11,16)
Medium
GAMF DMIN
RE
Clamp Screw Wrench
1103pp
20
180
32
13
4.4
18
25
0.4
TS25
TKY08F
1604pp
25
200
40
17
6.9
23
32
0.8
TS4
TKY15F
1604pp
32
250
50
22
8.4
30
40
0.8
TS4
TKY15F
1604pp
40
300
63
27
9.4
37
50
0.8
TS4
TKY15F
Clamp Torque (N m) : TS25=1.0, TS4=3.5
RECOMMENDED CUTTING CONDITIONS
Steel Shank
Carbide Shank
Work Material
P
M
N
Carbon Steel
Alloy Steel
Hardness
180350HB
Stainless Steel
< 200HB
Aluminium Alloy
l/d=34 (Shank Diameter > 25mm)
l/d < 3
l/d < 5
l/d=67
Cutting
Mode
Cutting Speed
(m/min)
Feed
(mm/rev)
Light Cutting
130 (90 160)
0.1 (0.05 0.15)
Medium Cutting
90 (60 120)
0.25 (0.15 0.35)
Light Cutting
140 (100 180)
0.1 (0.05 0.15)
0.2 (0.15 0.25)
2.0
Medium Cutting
70 (50 90)
Depth of Cut
(mm)
Cutting Speed
(m/min)
Feed
(mm/rev)
0.2
120 (80 150)
0.1 (0.05 0.15)
3.0
80 (50 110)
0.15 (0.1 0.2)
0.2
140 (100 180)
0.1 (0.05 0.15)
60 (40 80)
0.15 (0.1 0.2)
Depth of Cut
(mm)
0.2
1.5
0.2
1.0
Light Cutting
300 (200 400)
0.1 (0.05 0.15)
0.2
300 (200 400)
0.1 (0.05 0.15)
0.2
Medium Cutting
200 (150 250)
0.1 (0.05 0.15)
2.0
200 (150 250)
0.1 (0.05 0.15)
1.5
SCpp type inserts
VCpp type inserts
CBN inserts
A138, A139
A151, A152
B049
SPARE PARTS
TECHNICAL DATA
P001
Q001
E033
BORING BARS
TYPE
BORING BARS
a The minimum cutting
a ISO standard.
a 7 positive insert.
a Screw-on type.
SCZC
diameter is from & 20.
CCooinserts
WF
GAMF
LH RE
DMIN
is 3 to 5 times the diameter
(up to 7 times with the carbide
shank).
Finish
FP
95
F2
a l/d
Finish
Light
FM
Light
LP
LM
(06,09)
(06,09)
(06,09)
(06,09)
Medium
Medium
Flat top
PCD/CBN
(06,09)
(06,09)
MP
MM
DCON
LF
LDRED
Right hand tool holder shown.
Order Number
Stock
Insert Number
DCON LF LDRED LH
BORING
R L
S16MSCZCR/L06
a a
S20QSCZCR/L09
a a
(06,09)
(06,09)
Dimensions(mm)
CCMH
CCMT
CCET
CCGT
CCMW
WF
F2
GAMF DMIN RE
Clamp Screw
Wrench
0602pp
16
150
36
11
11
14
10
20
0.4
TS25
TKY08F
09T3pp
20
180
50
18
13
18
25
0.8
TS4
TKY15F
(Note 1) The insert photos are only examples. The letters refer to the chip breaker and the dimension refers to the inscribed circle.
(Note 2) When using insert with right and left hand chip breaker, please use right hand
insert for right hand holder and left hand insert for left hand holder.
Clamp Torque (N m) : TS25=1.0, TS4=3.5
RECOMMENDED CUTTING CONDITIONS
Work Material
P
M
N
E034
Hardness
Carbon Steel
Alloy Steel
180350HB
Stainless Steel
< 200HB
Aluminium Alloy
Cutting
Mode
l/d=34 (Shank Diameter > 25mm)
l/d < 3
Cutting Speed
(m/min)
Feed
(mm/rev)
Depth of Cut
(mm)
Cutting Speed
(m/min)
Feed
(mm/rev)
Light Cutting
130 (90 160)
0.1 (0.05 0.15)
0.2
120 (80 150)
0.1 (0.05 0.15)
Medium Cutting
90 (60 120)
0.25 (0.15 0.35)
3.0
80 (50 110)
0.15 (0.1 0.2)
Light Cutting
140 (100 180)
0.1 (0.05 0.15)
0.2
140 (100 180)
0.1 (0.05 0.15)
0.2 (0.15 0.25)
2.0
60 (40 80)
0.15 (0.1 0.2)
Medium Cutting
70 (50 90)
Depth of Cut
(mm)
0.2
1.5
0.2
1.0
Light Cutting
300 (200 400)
0.1 (0.05 0.15)
0.2
300 (200 400)
0.1 (0.05 0.15)
0.2
Medium Cutting
200 (150 250)
0.1 (0.05 0.15)
2.0
200 (150 250)
0.1 (0.05 0.15)
1.5
: Inventory maintained in Japan.
: Inventory maintained in Japan. To be replaced by new products.
CCpp type inserts
CBN & PCD inserts
A126 A130
B039 B041, B059
PSKN
a The minimum cutting diameter is from & 25.
a ISO standard.
a Economical negative insert.
a Lever lock type.
SNooinserts
With coolant hole
Finish
FH
WF
LDRED
RE
a a
A32SPSKNR/L12
a a
(09,12)
(12)
(12)
(12)
Stainless
G class
CBN
Standard
MM
(09,12)
RE
DMIN
R/L
(12)
(09,12)
*2
Dimensions(mm)
WF
R L
A25RPSKNR/L12
Medium
MH
Medium
Right hand tool
holder shown.
1 Pin Lock Type
LDRED
Insert Number
LF
DCON
a a
DCON
LF
GAMF
75
A20QPSKNR/L09
Medium
MP
75
GAMF
Stock
Light
LP
IN
DM
Order Number
a l/d is 3 times the diameter.
(12)
*2
Clamp Clamp
Clamp Pin
Shim Shim
Pin Lever Screw Wrench Plug
Pin
SNMA 0903pp 20 180 32 13 18 13 25 0.8
SNMG
SNMM 1204pp 25 200 40 17 23 13 32 0.8 MLSP42
SNGA
pp
LLSSN42
LLP14
LLCL14
LLCS108S
1204
32
250
50
22
30
13
44
0.8
SNGG
Screw
HKY15R
HKY25R
HKY15R
HKY30R
HGMPT1/8 HP3T P208AM HSS03005
HGMPT1/4 HP43 P210AM HSS03005
HGMHKY30R PT3/8
BORING
TYPE
BORING BARS
Lock Type : A20QPSKNR/L09, A25RPSKNR/L12
*12 Pin
Clamp Torque (N m) : LLCS108S=3.3, HP3T=2.2, HP43=3.3
*
PTFN
TNooinserts
With coolant hole
Finish
FH
Medium
MP
Medium
MH
WF
DMIN
91
GAMF
LDRED
RE
H
DCON
LF
*Dimensions(mm)
A20QPTFNR/L16
a a
A25RPTFNR/L16
a a
A32SPTFNR/L16
a a
A40TPTFNR/L22
a a
A50UPTFNR/L22
a a
1604pp
TNMA
1604pp
TNMG
TNMM 1604pp
TNGA
pp
TNGG 2204
2204pp
DMIN
20 180 32 13 18 15 25
25 200 40 17 23 13 32
32 250 50 22 30 13 44
40 300 63 27 37 10 54
50 350 80 35 47
(16)
(16,22)
(16,22)
Stainless
G class
CBN
MM
(16,22)
R/L
(16,22)
(16,22)
*2
GAMF
WF
LDRED
LF
Insert Number
R L
DCON
Stock
(16)
Medium
Standard
Right hand tool
holder shown.
1 Pin Lock Type
9 70
RE
91
Order Number
Light
LP
(16)
*2
Clamp Clamp
Clamp Pin
Shim Shim
Pin Lever Screw Wrench Plug
Pin
Screw
HKY15R
HKY25R
HKY15R
HKY25R
HGM
0.8
PT1/8 HP31 P208AM HSS03005
HGM
0.8 MLTP32
PT1/4 HP33 P208AM HSS03005
HGM
0.8 LLSTN32 LLP13 LLCL13 LLCS106 HKY25R PT3/8
HGM
0.8 LLSTN42 LLP14 LLCL14 LLCS108S HKY30R PT3/8
HGM
0.8 LLSTN42 LLP14 LLCL14 LLCS108S HKY30R PT3/8
Lock Type : A20QPTFNR/L16, A25RPTFNR/L16
*12 Pin
Clamp Torque (N m) : LLCS106=2.2, LLCS108S=3.3, HP31=2.2, HP33=2.2
*
RECOMMENDED CUTTING CONDITIONS
Work Material
Carbon Steel
Alloy Steel
Stainless Steel
Gray Cast Iron
Hardness
Cutting
Mode
l/d < 3
l/d=34
Cutting Speed
(m/min)
Feed
(mm/rev)
Depth of Cut
(mm)
Cutting Speed
(m/min)
Feed
(mm/rev)
Depth of Cut
(mm)
180350HB Medium Cutting
110 (80 140)
0.25 (0.1 0.4)
5.0
110 (80 140)
0.2 (0.1 0.3)
4.0
Medium Cutting
80 (60 100)
0.2 (0.1 0.3)
4.0
70 (50 100)
0.15 (0.1 0.25)
3.0
Tensile Strength Medium Cutting
< 350MPa
80 (60 100)
0.25 (0.1 0.4)
5.0
80 (60 100)
0.2 (0.1 0.3)
4.0
< 200HB
(Note 1) The insert photos are only examples. The letters refer to the chip breaker and the dimension refers to the inscribed circle.
(Note 2) When using insert with right and left hand chip breaker, please use left hand
insert for right hand holder and right hand insert for left hand holder.
SNpp type inserts
TNpp type inserts
CBN & PCD inserts
A105 A109
A110 A115
B028 B031, B056
SPARE PARTS
TECHNICAL DATA
P001
Q001
E035
BORING BARS
TYPE
BORING BARS
PDUN
a The minimum cutting diameter is from & 20.
a ISO standard.
a Economical negative insert.
a Lever lock type.
DNooinserts
With coolant hole
Finish
LP
F2
WF
LDRED
BORING
A20QPDUNR/L11
a a
A25RPDUNR/L11
a a
A25RPDUNR/L15
a a
A32SPDUNR/L11
a a
A32SPDUNR/L15
a a
A40TPDUNR/L15
a a
A50UPDUNR/L15
a a
Medium
MH
(15)
(15)
(15)
Stainless
G class
CBN
Standard
MM
(11,15)
RE
DMIN
GAMF
F2
WF
R/L
(15)
(15)
*2
Clamp Clamp
Clamp Pin
Shim Shim
Pin Lever Screw Wrench Plug Pin
LLCL23S LLCS125 HKY20R
25 200 40 17 6.9 23 15 32 0.8 LLSDN32 LLP13 LLCL23 LLCS106 HKY25R
25 200 40 17 6.9 23 13 32 0.8 MLDP42
HKY15R
HKY30R
32 250 50 22 8.4 30 13 44 0.8 LLSDN32 LLP13 LLCL23 LLCS106 HKY25R
32 250 50 22 8.4 30 13 44 0.8 LLSDN42 LLP14 LLCL24 LLCS108S HKY30R
40 300 63 27 9.4 37 10 54 0.8 LLSDN42 LLP14 LLCL24 LLCS108S HKY30R
1504pp 50 350 80 35 12.4 47
(15)
*2
Dimensions(mm)
1104pp 20 180 32 15 6.4 18 13 26 0.8
1104pp
DNMA
DNMG 1504pp
DNMX
1104pp
DNMM
DNGA 1504pp
DNGG
1504pp
(15)
Medium
Right hand tool
holder shown.
1 Pin Lock Type
LDRED
R L
LF
Insert Number
DCON
H
DCON
LF
RE
Stock
Medium
MP
93
GAMF
Order Number
Light
FH
IN
DM
93
a l/d is 3 times the diameter.
9 70 0.8 LLSDN42 LLP14 LLCL24 LLCS108S HKY30R
HGMPT1/8
HGMPT1/4
HGMPT1/4
HGMPT3/8
HGMPT3/8
HGMPT3/8
HGMPT3/8
Screw
HP43 P210AM HSS03005
Lock Type : A25RPDUNR/L15
*12 Pin
Clamp Torque (N m) : LLCS125=1.5, LLCS106=2.2, LLCS108S=3.3, HP43=3.3
*
PCLN
With coolant hole
CNooinserts
GAMF
RE LDRED
H
DCON
LF
*Dimensions(mm)
09T3pp
(12)
(12)
(12)
(12)
Medium
Stainless
CBN
MH
Standard
(12)
(09,12)
(12)
*2
20 180 32 13 18 13 25 0.8
LLCL13S LLCS105
25 200 40 17 23 13 32 0.8
LLCL13S LLCS105
HKY25R HGMHKY15R PT1/8
HGMHKY20R PT1/8
HGMHKY20R PT1/4
HKY30R HGMHKY15R PT1/4
HGMHKY30R PT3/8
HGMHKY30R PT3/8
HGMHKY30R PT3/8
HGMLLCL13S LLCS105 HKY20R PT1/8
LF
Screw
16 150 25 11 14 15 20 0.8
a a
A20QPCLNR/L09N
a a
A25RPCLNR/L09
a a
A25RPCLNR/L12
a a
A32SPCLNR/L12
a a
A40TPCLNR/L12
a a
1204pp 40 300 63 27 37 10 54 0.8 LLSCN42 LLP14 LLCL14 LLCS108S
A50UPCLNR12
1204pp 50 350 80 35 47 10 63 0.8 LLSCP42 LLP14 LLCL14 LLCS108S
*
*
(12)
Clamp Clamp
Clamp Pin
Shim Shim
Pin Lever Screw Wrench Plug
Pin
A20QPCLNR/L09
09T3pp 20 180 32 13 18 13 25 0.8
09T3pp
CNMA
CNMG 09T3pp
CNMM 1204pp
CNGG
1204pp
MM
*2
DMIN
GAMF
WF
LDRED
DCON
Insert Number
R L
A16MPCLNR/L09
Medium
MP
Medium
Right hand tool
holder shown.
1 Pin Lock Type
RE
a a
Light
LP
95
WF
95
Stock
Light
SA
IN
DM
Order Number
Finish
FH
25 200 40 17 23 13 32 0.8 MLCP42
32 250 50 22 30 13 44 0.8 LLSCN42 LLP14 LLCL14 LLCS108S
HP3T P208AM HSS03005
HP43 P210AM HSS03005
1 Pin Lock Type : A20QPCLNR/L09, A25RPCLNR/L12
2 Clamp Torque (N m) : LLCS105=1.5, LLCS106=2.2, LLCS108S=3.3, HP3T=2.2, HP43=3.3
(Note 1) The insert photos are only examples. The letters refer to the chip breaker and the dimension refers to the inscribed circle.
(Note 2) When using insert with right and left hand chip breaker, please use left hand
insert for right hand holder and right hand insert for left hand holder.
DNpp type inserts
: Inventory maintained in Japan.
[ : Inventory maintained in Japan. To be replaced by new products.
a
E036
CNpp type inserts
CBN & PCD inserts
A098 A103
A092 A097
B022 B027, B055
PWLN
WNooinserts
With coolant hole
Light
SH
IN
95
Medium
MP
DM
WF
(06)
GAMF
LDRED
RE
MM
DCON
LF
Right hand tool holder shown.
RE
DMIN
GAMF
WF
R L
LDRED
DCON
Insert Number
LF
Stock
Order Number
(06)
Dimensions(mm)
Clamp Lever Clamp Screw
Wrench
Plug
HGMPT1/8
HGMPT1/8
HGMPT1/4
A16MPWLNR/L06
a a
16 150 25
11
14 15 20 0.8 LLCL13S
LLCS105
HKY20R
A20QPWLNR/L06
a a
WNMG 06T3pp 20 180 32
13
18 13 25 0.8 LLCL13S
LLCS105
HKY20R
A25RPWLNR/L06
a a
06T3pp 25 200 40
17
23 13 32 0.8 LLCL13S
LLCS105
HKY20R
06T3pp
BORING
95
(06)
Stainless
* Clamp Torque (N m) : LLCS105=1.5
PDQN
With coolant hole
DNooinserts
Finish
FH
Light
Medium
LP
MP
Medium
MH
IN 10730
LDRED
A25RPDQNR/L15
a a
A32SPDQNR/L15
a a
A40TPDQNR/L15
a a
A50UPDQNR15
DNMA
DNMG
DNMM
DNGA
DNGG
(15)
(15)
(15)
(15)
Medium
Stainless
G class
CBN
Standard
Right hand tool
holder shown.
1 Pin Lock Type
RE
DMIN
F2
WF
R/L
(15)
(15)
*2
(15)
*2
Clamp Clamp
Clamp Pin
Shim Shim
Pin Lever Screw Wrench Plug Pin
1504pp 25 200 40 17 6.9 23 13 32 0.8 MLDP42
1504pp 32 250 50 22 8.4 30 13 44 0.8 LLSDN42
1504pp 40 300 63 27 9.4 37 10 54 0.8 LLSDN42
1504pp 50 350 80 35 12.4 47
MM
(15)
Dimensions(mm)
LDRED
Insert Number
R L
LF
Stock
DCON
Order Number
LF
H
DCON
GAMF
107
30
RE
GAMF
F2
WF
DM
9 70 0.8 LLSDN42
Screw
HGM
HKY15R
HKY30R PT1/4 HP43 P210AM HSS03005
HGMLLP14 LLCL24 LLCS108S HKY30R PT3/8
HGMLLP14 LLCL24 LLCS108S HKY30R PT3/8
HGMLLP14 LLCL24 LLCS108S HKY30R PT3/8
Lock Type : A25RPDQNR/L15
*12 Pin
Clamp Torque (N m) : LLCS108S=3.3, HP43=3.3
*
RECOMMENDED CUTTING CONDITIONS
Work Material
Carbon Steel
Alloy Steel
Stainless Steel
Gray Cast Iron
Hardness
Cutting
Mode
l/d < 3
l/d=34
Cutting Speed
(m/min)
Feed
(mm/rev)
Depth of Cut
(mm)
Cutting Speed
(m/min)
Feed
(mm/rev)
Depth of Cut
(mm)
180350HB Medium Cutting
110 (80 140)
0.25 (0.1 0.4)
5.0
110 (80 140)
0.2 (0.1 0.3)
4.0
Medium Cutting
80 (60 100)
0.2 (0.1 0.3)
4.0
70 (50 100)
0.15 (0.1 0.25)
3.0
Tensile Strength Medium Cutting
< 350MPa
80 (60 100)
0.25 (0.1 0.4)
5.0
80 (60 100)
0.2 (0.1 0.3)
4.0
< 200HB
WNpp type inserts
DNpp type inserts
CBN & PCD inserts
A119 A122
A098 A103
B025 B027, B055
SPARE PARTS
TECHNICAL DATA
P001
Q001
E037
BORING BARS
PDZN
WF
With coolant hole
BORING
A25RPDZNR/L15
a a
A32SPDZNR/L15
a a
A40TPDZNR/L15
a a
A50UPDZNR/L15
a a
H
DCON
LF
Light
Medium
LP
MP
(15)
(15)
(15)
(15)
Stainless
G class
CBN
MM
(15)
R/L
(15)
(15)
*2
RE
DMIN
GAMF
Medium
MH
Medium
Standard
Dimensions(mm)
a l/d is 3 times the diameter.
Finish
FH
Right hand tool
holder shown.
1 Pin Lock Type
F2
R L
RE
LDRED
LF
Insert
Number
DCON
F2
25
DMIN
Stock
DNooinserts
93
GAMF
WF
Order Number
a The minimum cutting diameter is from & 32.
a ISO standard.
a Economical negative insert.
a Lever lock type.
LDRED
TYPE
BORING BARS
(15)
*2
Clamp Clamp
Clamp Pin
Shim Shim
Pin Lever Screw Wrench Plug Pin
Screw
HGMDNMA 1504pp 25 200 65 17 6.7 23 13 32 0.8 MLDP42
HKY15R
HKY30R PT1/4 HP43 P210AM HSS03005
DNMG
HGM
DNMX 1504pp 32 250 75 22 8.2 30 13 40 0.8 LLSDN42 LLP14 LLCL24 LLCS108S HKY30R PT3/8
DNMM 1504pp 40 300 88 27 9.2 37 10 50 0.8 LLSDN42 LLP14 LLCL24 LLCS108S HKY30R HGMPT3/8
DNGA
HGMpp
LLSDN42
LLP14
LLCL24
LLCS108S
HKY30R
1504
50
350
105
35
12.2
47
9
63
0.8
DNGG
PT3/8
(Note 1) The insert photos are only examples. The letters refer to the chip breaker and the dimension refers to the inscribed circle.
(Note 2) When using insert with right and left hand chip breaker, please use right hand
insert for right hand holder and left hand insert for left hand holder.
1 Pin Lock Type : A25RPDZNR/L15
2 Clamp Torque (N m) : LLCS108S=3.3, HP43=3.3
*
*
RECOMMENDED CUTTING CONDITIONS
Work Material
Carbon Steel
Alloy Steel
Stainless Steel
Gray Cast Iron
E038
Hardness
Cutting
Mode
l/d < 3
l/d=34
Cutting Speed
(m/min)
Feed
(mm/rev)
Depth of Cut
(mm)
Cutting Speed
(m/min)
Feed
(mm/rev)
Depth of Cut
(mm)
180350HB Medium Cutting
110 (80 140)
0.25 (0.1 0.4)
5.0
110 (80 140)
0.2 (0.1 0.3)
4.0
Medium Cutting
80 (60 100)
0.2 (0.1 0.3)
4.0
70 (50 100)
0.15 (0.1 0.25)
3.0
Tensile Strength Medium Cutting
< 350MPa
80 (60 100)
0.25 (0.1 0.4)
5.0
80 (60 100)
0.2 (0.1 0.3)
4.0
< 200HB
: Inventory maintained in Japan.
: Inventory maintained in Japan. To be replaced by new products.
DNpp type inserts
CBN & PCD inserts
A098 A103
B025 B027, B055
TYPE
BORING HEAD
a The minimum cutting diameter is from & 40.
a Economical negative insert.
a Lever lock type.
a Exchangeable head type.
DPTF
TNooinserts
Finish
Light
FH
SH
Medium
MP
Medium
MH
LF
WF
90
BD
DMIN
(16,22)
(16)
(16,22)
(16,22)
Insert Number
BD
LF
WF GAMF DMIN RE
TNMA
TNMG
TNMM
TNGA
TNGG
1604pp
32
40
20
12
40
0.8 LLSTN32
LLP13
LLCL13 LLCS106 HKY25R
2204pp
40
50
25
10
50
0.8 LLSTN42
LLP14
LLCL14 LLCS108 HKY30R
Shim
Shim Pin
Clamp
Lever
Clamp
Screw
Wrench
BORING
DPTF140R
CBN
MM
Dimensions(mm)
R
a
(16,22)
Right hand tool holder only.
Please refer to page E041 for arbor.
DPTF132R
(16,22)
G class
Standard
Stock
(16,22)
Stainless
RE
GAMF
Order Number
(16)
Medium
Clamp Torque (N m) : LLCS106=2.2, LLCS108=3.3
DPDU
DNooinserts
Finish
Light
FH
SH
Medium
MP
Medium
MH
LF
GAMF
Please refer to page E041 for arbor.
Order Number
Stock
DPDU140R
(15)
(15)
(15)
Stainless
G class
CBN
(15)
(15)
MM
RE
6
Right hand tool holder only.
(15)
(15)
Dimensions(mm)
Insert Number
BD
LF
WF GAMF DMIN RE
1504pp
32
40
25
10
50
0.8 LLSDN42
LLP14
LLCL24 LLCS108 HKY30R
1504pp
40
50
30
60
0.8 LLSDN42
LLP14
LLCL24 LLCS108 HKY30R
DPDU132R
(15)
Medium
Standard
WF
93
BD
DMIN
DNMA
DNMG
DNMX
DNMM
DNGA
DNGG
Shim
Shim Pin
Clamp
Lever
Clamp
Screw
Wrench
Clamp Torque (N m) : LLCS108=3.3
(Note 1) The insert photos are only examples. The letters refer to the chip breaker and the dimension refers to the inscribed circle.
(Note 2) When using insert with right and left hand chip breaker, please use left hand
insert for right hand holder and right hand insert for left hand holder.
TNpp type inserts
DNpp type inserts
CBN & PCD inserts
A110 A115
A098 A103
B025 B027, B030, B031, B055, B056
SPARE PARTS
TECHNICAL DATA
P001
Q001
E039
BORING BARS
TYPE
BORING HEAD
a The minimum cutting diameter is from & 40.
a Economical negative insert.
a Lever lock type.
a Exchangeable head type.
DPCL
CNooinserts
Finish
Light
FH
SA
Light
LP
Medium
MP
LF
DMIN
WF
95
BD
(12)
(12)
(12)
(12)
Medium
Medium
Stainless
CBN
MH
Standard
MM
5
RE
GAMF 6
Please refer to page
E041 for arbor.
Order Number
Stock
BORING
(12)
(12)
(12)
Insert Number
(12)
Dimensions(mm)
Right hand tool holder only.
BD
LF
WF GAMF DMIN RE
32
40
20
12
40
0.8 LLSCN42
LLP14
LLCL14 LLCS108 HKY30R
40
50
25
10
50
0.8 LLSCN42
LLP14
LLCL14 LLCS108 HKY30R
CNMA
a
1204pp
DPCL132R
CNMG
CNMM
a
1204pp
DPCL140R
CNGG
Clamp Torque (N m) : LLCS108=3.3
DPDH
DNooinserts
Shim
Clamp
Lever
Shim Pin
Finish
Light
FH
LP
Clamp
Screw
Wrench
Medium
MP
Medium
MH
LF
(15)
(15)
(15)
Stainless
G class
CBN
(15)
(15)
Standard
GAMF 6
MM
Stock
DPDH132R
DPDH140R
Right hand tool holder only.
(15)
(15)
Dimensions(mm)
Insert Number
BD
LF
WF GAMF DMIN RE
1504pp
32
40
25
10
50
0.8 LLSDN42
LLP14
LLCL24 LLCS108 HKY30R
1504pp
40
50
30
60
0.8 LLSDN42
LLP14
LLCL24 LLCS108 HKY30R
(15)
Medium
RE
Please refer to page
E041 for arbor.
Order Number
BD
107
30
WF
DMIN
1730
DNMA
DNMG
DNMM
DNGA
DNGG
Shim
Clamp
Lever
Shim Pin
Wrench
Clamp Torque (N m) : LLCS108=3.3
CNpp type inserts
a
E040
Clamp
Screw
: Inventory maintained in Japan.
DNpp type inserts
CBN & PCD inserts
A092 A097
A098 A103
B022 B027, B055
DPVP
VNooinserts
Finish
FH
Light
Medium
SH
Medium
MP
MH
LF
BD
Stock
DPVP140R
(16)
CBN
(16)
(16)
MM
L-F
(16)
(16)
Dimensions(mm)
Insert Number
BD
LF
WF GAMF DMIN RE
VNMG
VNGA
VNGG
1604pp
32
40
25
13
50
0.8
PV322
P11S
HSP05008C
E03
HKY25R
1604pp
40
50
30
13
60
0.8
PV322
P11S
HSP05008C
E03
HKY25R
Shim
Lock Pin Lock Screw Stop Ring Wrench
Clamp Torque (N m) : HSP05008C=2.5
STANDARD ARBOR FOR D TYPE BORING HEAD
z
zDesignation
32
xArbor Length (mm)
Symbol DCON
1
1.5
32
cArbor Diameter (mm)
Diameter(DCON)
Symbol
vHead Diameter (mm)
Diameter(BD)
Symbol
LF
OAL
32
260
300
32
32
32
32
40
310
360
40
40
40
40
Dimensions (mm)
Order
Number
Stock
(16)
PCD
Right hand tool holder only.
DPVP132R
(16)
G class
RE
10
GAMF
Order Number
(16)
Stainless
BORING
117
30
WF
DMIN
2730
B13232
32
B14040
40
DCON LF
Set Bolt
Wrench
Head
Order Number
300
SD32
HKY60R
DPpp132R
360
SD40
HKY60R
DPpp140R
OAL
260
29
310
37
DCON
LF
OAL
VNpp type inserts
CBN & PCD inserts
A116 A118
B032, B033, B057
SPARE PARTS
TECHNICAL DATA
P001
Q001
E041
BORING BARS
AL
TYPE
BORING BARS
a Suitable for non-ferrous metal.
a 20 positive insert.
a Screw-on type.
a l/d is 6 times the diameter.
STFE
a Excellent vibration resistance.
a The minimum cutting diameter is
from & 20.
TEooinserts
Medium
PCD
R/L
R/L
DMIN
(16)
WF
91
3
RE
H
DCON
LDRED 10
LF
Right hand tool holder shown.
Order Number
Insert Number
DCON
LF
1603pp
16
200
30
1603pp
20
200
1603pp
25
250
BORING
R L
S16RSTFER/L16
a a
S20RSTFER/L16
a a
S25SSTFER/L16
a a
(16)
Dimensions(mm)
Stock
TEGX...R/L
(16)
PCD
LDRED WF
DMIN
RE
11
14.6
20
37
13
18
40
17
23
Clamp Screw
Wrench
0.4
FC400890T
TKY10F
25
0.4
FC400890T
TKY10F
32
0.4
FC400890T
TKY10F
* Clamp Torque (N m) : FC400890T=2.5
RECOMMENDED CUTTING CONDITIONS
Work Material
Aluminium Alloy
Grade
HTi10
MD220
Cutting Speed
(m/min)
400
(200600)
800
(2001500)
l/d=3
l/d=4
l/d=5
l/d=6
Feed
(mm/rev)
Depth of Cut
(mm)
Feed
(mm/rev)
Depth of Cut
(mm)
Feed
(mm/rev)
Depth of Cut
(mm)
Feed
(mm/rev)
Depth of Cut
(mm)
0.15
(0.050.25)
0.15
(0.050.25)
3.0
0.15
(0.050.25)
0.15
(0.050.25)
3.0
0.1
(0.050.2)
0.1
(0.050.2)
2.5
0.1
(0.050.2)
0.1
(0.050.2)
1.0
3.0
3.0
2.5
1.0
(Note 1) The insert photos are only examples. The letters refer to the chip breaker and the dimension refers to the inscribed circle.
(Note 2) When using insert with right and left hand chip breaker, please use left hand
insert for right hand holder and right hand insert for left hand holder.
a
E042
: Inventory maintained in Japan.
TEpp type inserts
PCD inserts
A144
B066
SPARE PARTS
TECHNICAL DATA
P001
Q001
Memo
E043
Vous aimerez peut-être aussi
- How To Read The Standard of Boring Bars: How This Section Page Is OrganizedDocument44 pagesHow To Read The Standard of Boring Bars: How This Section Page Is OrganizedVignesh WaranPas encore d'évaluation
- c006b MDocument28 pagesc006b MVignesh WaranPas encore d'évaluation
- Ferramentas HSK TDocument0 pageFerramentas HSK Tandreia_janaina9629Pas encore d'évaluation
- GUIDE TO SMALL TOOLSDocument48 pagesGUIDE TO SMALL TOOLSSơn ĐặngPas encore d'évaluation
- CS 2635DDocument11 pagesCS 2635DdereksopPas encore d'évaluation
- MODEL: CT-8000: Parts Reference ListDocument7 pagesMODEL: CT-8000: Parts Reference Listaus21Pas encore d'évaluation
- 1D83 (1C1D8450E2) T105SE Crypton RDocument56 pages1D83 (1C1D8450E2) T105SE Crypton RRenPas encore d'évaluation
- BP52 (1SBP5450E1) T115FSEC Vega Force IDocument56 pagesBP52 (1SBP5450E1) T115FSEC Vega Force IGAYLE GOPas encore d'évaluation
- Brother PT-9200dx Parts ManualDocument16 pagesBrother PT-9200dx Parts ManualDuplessisPas encore d'évaluation
- Yamaha STXDocument54 pagesYamaha STXRitzchelyn Cerado MianaPas encore d'évaluation
- Spare Part List 901-Inder 2Document106 pagesSpare Part List 901-Inder 2Prateek Singh BaghelPas encore d'évaluation
- Brother MFC, HL P2500 Parts ManualDocument24 pagesBrother MFC, HL P2500 Parts ManualDuplessisPas encore d'évaluation
- Carbide Insert Coding System ExplainedDocument13 pagesCarbide Insert Coding System ExplainedNemikumar Gandhi100% (1)
- Crypton110 2009Document53 pagesCrypton110 2009hs421Pas encore d'évaluation
- 2008-14D2 1G14D460E1 Miosoul2008Document54 pages2008-14D2 1G14D460E1 Miosoul2008js_maxwell100% (3)
- Parts Manual DCP8060 8065dnDocument40 pagesParts Manual DCP8060 8065dnAdm Winpress OutsourcingPas encore d'évaluation
- 1DV2 (1K1DV450E1) T115SEC Vega ForceDocument58 pages1DV2 (1K1DV450E1) T115SEC Vega ForceGAYLE GOPas encore d'évaluation
- 51B4 (1K51B450E1) T115LSE Vega DiskDocument53 pages51B4 (1K51B450E1) T115LSE Vega DiskGAYLE GOPas encore d'évaluation
- Mobile Division: Service Parts ListDocument20 pagesMobile Division: Service Parts Listlizbethdioses100% (5)
- Ac PDFDocument95 pagesAc PDFCarlos TorresPas encore d'évaluation
- 51b2 (1j51b450ea) T115lse Vega Disk)Document54 pages51b2 (1j51b450ea) T115lse Vega Disk)RenPas encore d'évaluation
- 51B6 (1L51B450E1) T115LSE Vega DiskDocument54 pages51B6 (1L51B450E1) T115LSE Vega DiskGAYLE GOPas encore d'évaluation
- Lexam 945712Document61 pagesLexam 945712laode ramadhanPas encore d'évaluation
- HJ125-7 Fa2133d83h-Xxe10Document74 pagesHJ125-7 Fa2133d83h-Xxe10Cristian CernaPas encore d'évaluation
- Brother HL-820, 1020, 1040, 1050 Parts ManualDocument16 pagesBrother HL-820, 1020, 1040, 1050 Parts ManualDuplessis100% (1)
- Threading Tools (SST Series)Document8 pagesThreading Tools (SST Series)Gilberto ManhattanPas encore d'évaluation
- Yamaha.T135.Indonesia - Parts List.2009 2S65 1H2S6460E1Document64 pagesYamaha.T135.Indonesia - Parts List.2009 2S65 1H2S6460E1koutsour27Pas encore d'évaluation
- 2dpa 1s2dp450e1 Gpd150 A NmaxDocument59 pages2dpa 1s2dp450e1 Gpd150 A Nmaxjamie angelesPas encore d'évaluation
- Yamaha Nmax 2020 Part CataloqueDocument59 pagesYamaha Nmax 2020 Part CataloqueMSZ TAOBAOPas encore d'évaluation
- SUZUKI-DT40S Motor Fuera de BordaDocument199 pagesSUZUKI-DT40S Motor Fuera de BordaDiego martinez castellanosPas encore d'évaluation
- Jupiter Z PartDocument68 pagesJupiter Z PartAnonymous uz5Vo78Pas encore d'évaluation
- CC936ADocument4 pagesCC936AKen Lau Boun KongPas encore d'évaluation
- Hydraulic Cylinders CH: - Big Bore Sizes To Iso 6020-3 - Nominal Pressure 16 Mpa (160 Bar) - Max 25 Mpa (250 Bar)Document6 pagesHydraulic Cylinders CH: - Big Bore Sizes To Iso 6020-3 - Nominal Pressure 16 Mpa (160 Bar) - Max 25 Mpa (250 Bar)Stoianovici CristianPas encore d'évaluation
- Manual Monitors 2 PDFDocument17 pagesManual Monitors 2 PDFjulian sanchezPas encore d'évaluation
- Catalogue-Tungaloy 03 Boring ToolholderDocument27 pagesCatalogue-Tungaloy 03 Boring ToolholderAlejandro Alex EnriquezPas encore d'évaluation
- 2011 Ax100Document70 pages2011 Ax100El Turco ChalabePas encore d'évaluation
- Raccordi A Inserto Forgiato PDFDocument3 pagesRaccordi A Inserto Forgiato PDFpeppino di capriPas encore d'évaluation
- Lagenda 115z PCDocument58 pagesLagenda 115z PCHafiz KhaizadPas encore d'évaluation
- Service manual for stereo tuner PT-9107SDocument16 pagesService manual for stereo tuner PT-9107SspeedyeduPas encore d'évaluation
- BB35 (1TBB3450E1) LNS125 Mio I 125Document51 pagesBB35 (1TBB3450E1) LNS125 Mio I 125Paolo Pacleta100% (2)
- ToolsDocument21 pagesToolsKirubakaran AnnaduraiPas encore d'évaluation
- Parts Catalogue - V-Ixion IDNDocument57 pagesParts Catalogue - V-Ixion IDNc4rixPas encore d'évaluation
- Insertos KYOCERA RoscadoDocument3 pagesInsertos KYOCERA RoscadoCristian AlonsoPas encore d'évaluation
- Xeon RC Moto GP 945712Document54 pagesXeon RC Moto GP 945712laode ramadhanPas encore d'évaluation
- Hydraulic Check ValveDocument8 pagesHydraulic Check ValveswainpiyushPas encore d'évaluation
- Bolts Torque CalculatorDocument2 pagesBolts Torque CalculatorsopapilasPas encore d'évaluation
- DT40c (86 98)Document80 pagesDT40c (86 98)Andreas HessePas encore d'évaluation
- Philippines: 2016/4/8 News No. Date Comment PE0-MC-160025 Apr.,1,2016 COR:FIG.32 FLASHER LIGHT LIST CORRECTIONDocument53 pagesPhilippines: 2016/4/8 News No. Date Comment PE0-MC-160025 Apr.,1,2016 COR:FIG.32 FLASHER LIGHT LIST CORRECTIONLK JoaquinPas encore d'évaluation
- Screw Lock Toolholders: Stec N ToolholderDocument1 pageScrew Lock Toolholders: Stec N ToolholderStefan IstratescuPas encore d'évaluation
- Europe: 2018/8/29 News No. Date Comment PE0-MC-180032 Aug.,28,2018 MOD:FIG.25,27 LIST/ILLUSTRATION REVISIONDocument50 pagesEurope: 2018/8/29 News No. Date Comment PE0-MC-180032 Aug.,28,2018 MOD:FIG.25,27 LIST/ILLUSTRATION REVISIONmauricio osorio restrepoPas encore d'évaluation
- 2007-1S72 1f1s7460e1 PDFDocument62 pages2007-1S72 1f1s7460e1 PDFAgusNurjayaFaizPas encore d'évaluation
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsD'EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsPas encore d'évaluation
- Mitsu 14 TECHNICAL DATA PDFDocument52 pagesMitsu 14 TECHNICAL DATA PDFMohan PreethPas encore d'évaluation
- Haas Lathe Programming ManualDocument143 pagesHaas Lathe Programming Manualdoshi78Pas encore d'évaluation
- File Goc 773401Document65 pagesFile Goc 773401Sơn ĐặngPas encore d'évaluation
- CNC Milling Programing Guide PDFDocument52 pagesCNC Milling Programing Guide PDFSơn Đặng71% (7)
- Funciones Basicas MasterCam X5Document6 pagesFunciones Basicas MasterCam X5Armando BaylonPas encore d'évaluation
- C-2920-20 US 150dpi NYDocument364 pagesC-2920-20 US 150dpi NYSơn ĐặngPas encore d'évaluation
- M Cfs W 2017 La The Tutorial CompressedDocument138 pagesM Cfs W 2017 La The Tutorial CompressedSơn ĐặngPas encore d'évaluation
- Roscado Mulltiple. 1809ac2Document15 pagesRoscado Mulltiple. 1809ac2Sơn ĐặngPas encore d'évaluation
- Catalog c007b ADocument164 pagesCatalog c007b ASơn ĐặngPas encore d'évaluation
- Whatsnew X2Document74 pagesWhatsnew X2MX100Pas encore d'évaluation
- Mastercam 2017 Interface TutorialDocument90 pagesMastercam 2017 Interface TutorialSơn Đặng100% (3)
- Whatsnew X2Document74 pagesWhatsnew X2MX100Pas encore d'évaluation
- Giao Trinh MasterCAM XDocument148 pagesGiao Trinh MasterCAM Xvanhiep2941_42188180Pas encore d'évaluation
- FAPT Programming Example CNC Lathe MORI SEIKI FANUC 15TF FM F15TF 1E 1990 PDFDocument79 pagesFAPT Programming Example CNC Lathe MORI SEIKI FANUC 15TF FM F15TF 1E 1990 PDFSơn ĐặngPas encore d'évaluation
- Ies RP 7 2001Document88 pagesIes RP 7 2001Donald Gabriel100% (3)
- TSM V5.3 Technical GuideDocument456 pagesTSM V5.3 Technical GuideparifsPas encore d'évaluation
- Depressurization LED Solar Charge Controller with Constant Current Source SR-DL100/SR-DL50Document4 pagesDepressurization LED Solar Charge Controller with Constant Current Source SR-DL100/SR-DL50Ria IndahPas encore d'évaluation
- Infineon ICE3BXX65J DS v02 - 09 en PDFDocument28 pagesInfineon ICE3BXX65J DS v02 - 09 en PDFcadizmabPas encore d'évaluation
- RIE 2013 Dumping and AD DutiesDocument21 pagesRIE 2013 Dumping and AD Dutiessm jahedPas encore d'évaluation
- Finesse Service ManualDocument34 pagesFinesse Service ManualLuis Sivira100% (1)
- Chilled Beam SystemsDocument3 pagesChilled Beam SystemsIppiPas encore d'évaluation
- Guideline 3 Building ActivitiesDocument25 pagesGuideline 3 Building ActivitiesCesarMartinezPas encore d'évaluation
- Key Payment For Japan EcomercesDocument9 pagesKey Payment For Japan EcomercesChoo YiePas encore d'évaluation
- List of Registered Architects and Engineers As On 30-08-2010 PDFDocument10 pagesList of Registered Architects and Engineers As On 30-08-2010 PDFSaidhu MuhammedPas encore d'évaluation
- ID Analisis Persetujuan Tindakan Kedokteran Informed Consent Dalam Rangka Persiapan PDFDocument11 pagesID Analisis Persetujuan Tindakan Kedokteran Informed Consent Dalam Rangka Persiapan PDFAmelia AmelPas encore d'évaluation
- Moi University: School of Business and EconomicsDocument5 pagesMoi University: School of Business and EconomicsMARION KERUBOPas encore d'évaluation
- SWOT Analysis of Fruit Juice BusinessDocument16 pagesSWOT Analysis of Fruit Juice BusinessMultiple UzersPas encore d'évaluation
- NSTP 1: Pre-AssessmentDocument3 pagesNSTP 1: Pre-AssessmentMaureen FloresPas encore d'évaluation
- Balanced Modulator and Demodulator ExperimentDocument6 pagesBalanced Modulator and Demodulator ExperimentShubham SharmaPas encore d'évaluation
- ESA 7.6 Configuration GuideDocument460 pagesESA 7.6 Configuration GuideaitelPas encore d'évaluation
- The Little Book of Deep Learning: An Introduction to Neural Networks, Architectures, and ApplicationsDocument142 pagesThe Little Book of Deep Learning: An Introduction to Neural Networks, Architectures, and Applicationszardu layakPas encore d'évaluation
- Financial Audit NotesDocument11 pagesFinancial Audit NotesMamunoor RashidPas encore d'évaluation
- Copywirting Secrets From The BibleDocument14 pagesCopywirting Secrets From The BibleRAY EDWARDS100% (2)
- Naoh Storage Tank Design Description:: Calculations For Tank VolumeDocument6 pagesNaoh Storage Tank Design Description:: Calculations For Tank VolumeMaria Eloisa Angelie ArellanoPas encore d'évaluation
- Portfolio Corporate Communication AuditDocument8 pagesPortfolio Corporate Communication Auditapi-580088958Pas encore d'évaluation
- TV/VCR Tuner Ic With DC/DC Converter: FeaturesDocument21 pagesTV/VCR Tuner Ic With DC/DC Converter: FeaturesEdsel SilvaPas encore d'évaluation
- Fayol's Principles in McDonald's ManagementDocument21 pagesFayol's Principles in McDonald's Managementpoo lolPas encore d'évaluation
- Business Law and The Regulation of Business 12th Edition Mann Test BankDocument25 pagesBusiness Law and The Regulation of Business 12th Edition Mann Test BankElizabethRuizrxka100% (60)
- BR18 Mechanical Engineering Robotics Semester VIDocument2 pagesBR18 Mechanical Engineering Robotics Semester VIPRAVEePas encore d'évaluation
- Supply AnalysisDocument5 pagesSupply AnalysisCherie DiazPas encore d'évaluation
- Market & Industry Analysis CheckDocument2 pagesMarket & Industry Analysis CheckAndhika FarrasPas encore d'évaluation
- Lunakleen: Standard Type Hepa FilterDocument1 pageLunakleen: Standard Type Hepa FilterRyan Au YongPas encore d'évaluation
- Corvette Stingray - Papercraft Sports Car: Food Living Outside Play Technology WorkshopDocument22 pagesCorvette Stingray - Papercraft Sports Car: Food Living Outside Play Technology WorkshopStylus ClearingPas encore d'évaluation
- Balance NettingDocument20 pagesBalance Nettingbaluanne100% (1)