Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Modeling and Analysis On DiaphragmsDocument169 pagesModeling and Analysis On DiaphragmsPankaj_Taneja_9684Pas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Piston FailureDocument3 pagesPiston FailuremadhurautoPas encore d'évaluation
- LPT ReportDocument2 pagesLPT ReportAnonymous OEUUoKHYR100% (1)
- PSV Connection in Caesar IIDocument8 pagesPSV Connection in Caesar IIHamzaHashim100% (2)
- Shear Wall Design: M Fy TW LW d1 d2 Le P P' V V' M M'Document6 pagesShear Wall Design: M Fy TW LW d1 d2 Le P P' V V' M M'Bilal Ahmed BarbhuiyaPas encore d'évaluation
- Steel EquivalentDocument4 pagesSteel EquivalentsudeponnaniPas encore d'évaluation
- Camp Areauyyhiu7Document1 pageCamp Areauyyhiu7HamzaHashimPas encore d'évaluation
- Calculation of Acquired CPD Points by Candidate Please Enter Acquired CPD Points in Respective Red Boxes OnlyDocument1 pageCalculation of Acquired CPD Points by Candidate Please Enter Acquired CPD Points in Respective Red Boxes OnlyHamzaHashimPas encore d'évaluation
- T-04 T-5 T-06 T-35 T-13 T-39 28mm Tube 30 29 30 15mm Tube Connector, Male, 28Mm 2 2 2 Connector, Male, 15Mm 5 5 5 28mm Threaded Flange 1Document2 pagesT-04 T-5 T-06 T-35 T-13 T-39 28mm Tube 30 29 30 15mm Tube Connector, Male, 28Mm 2 2 2 Connector, Male, 15Mm 5 5 5 28mm Threaded Flange 1HamzaHashimPas encore d'évaluation
- 14th EPE Result (For Website)Document9 pages14th EPE Result (For Website)HamzaHashimPas encore d'évaluation
- Camp AreaDocument1 pageCamp AreaHamzaHashimPas encore d'évaluation
- H PDFDocument1 pageH PDFHamzaHashimPas encore d'évaluation
- ContentsDocument1 pageContentsHamzaHashimPas encore d'évaluation
- EscwefcasDocument1 pageEscwefcasHamzaHashimPas encore d'évaluation
- GdawqdDocument1 pageGdawqdHamzaHashimPas encore d'évaluation
- H PDFDocument1 pageH PDFHamzaHashimPas encore d'évaluation
- Tank WeightsDocument45 pagesTank WeightsHamzaHashimPas encore d'évaluation
- FCASDCDocument1 pageFCASDCHamzaHashimPas encore d'évaluation
- H PDFDocument1 pageH PDFHamzaHashimPas encore d'évaluation
- CccascDocument1 pageCccascHamzaHashimPas encore d'évaluation
- DcxasdDocument1 pageDcxasdHamzaHashimPas encore d'évaluation
- ContentsDocument1 pageContentsHamzaHashimPas encore d'évaluation
- AaaxdDocument1 pageAaaxdHamzaHashimPas encore d'évaluation
- C PDFDocument1 pageC PDFHamzaHashimPas encore d'évaluation
- SFWFDocument1 pageSFWFHamzaHashimPas encore d'évaluation
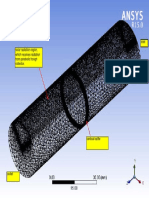
- Inlet Solar Radiation Region, Which Receives Radiation From Parabolic Trough CollectorDocument1 pageInlet Solar Radiation Region, Which Receives Radiation From Parabolic Trough CollectorHamzaHashimPas encore d'évaluation
- Tank WeightsDocument48 pagesTank WeightsHamzaHashimPas encore d'évaluation
- PlottingDocument1 pagePlottingHamzaHashimPas encore d'évaluation
- Minimum Wall Thickness Calculations: As Per Asme B 31.3Document1 pageMinimum Wall Thickness Calculations: As Per Asme B 31.3HamzaHashimPas encore d'évaluation
- Bhit-16 002abDocument29 pagesBhit-16 002abHamzaHashimPas encore d'évaluation
- Low-Enthalpy Power Generation With Orc-Turbogenerator The Altheim Project, Upper AustriaDocument5 pagesLow-Enthalpy Power Generation With Orc-Turbogenerator The Altheim Project, Upper AustriaHamzaHashimPas encore d'évaluation
- Syllabus For B.Tech Manufacturing TechnologyDocument74 pagesSyllabus For B.Tech Manufacturing TechnologyJuhi SinghPas encore d'évaluation
- Microstructured Optical Fiber-Based Plasmonic SensorsDocument30 pagesMicrostructured Optical Fiber-Based Plasmonic Sensorsrakibul hasanPas encore d'évaluation
- Beam Tutorial 1Document23 pagesBeam Tutorial 1aikalessPas encore d'évaluation
- Stress Relaxation Notes Procedure Model Rohr2Document9 pagesStress Relaxation Notes Procedure Model Rohr2Sakshi AgrawalPas encore d'évaluation
- Tech - Spec.ACSR 95.15Document1 pageTech - Spec.ACSR 95.15Ilir DalipiPas encore d'évaluation
- Behaviour of Plate Anchorage in Plate-Reinforced Composite Coupling BeamsDocument13 pagesBehaviour of Plate Anchorage in Plate-Reinforced Composite Coupling BeamsTamir EnkhPas encore d'évaluation
- Test Facilities Iit MadrasDocument18 pagesTest Facilities Iit MadrasM.Saravana Kumar..M.EPas encore d'évaluation
- GRDSLABDocument1 pageGRDSLABNéstor Javier Romero AlvarezPas encore d'évaluation
- Lateral Torsional and Distortional Buckling of Channel-And Hat-SectionsDocument23 pagesLateral Torsional and Distortional Buckling of Channel-And Hat-SectionsThiago SilvaPas encore d'évaluation
- Nature Materials Reviews Aug 2019 High-Entropy Alloys PDFDocument20 pagesNature Materials Reviews Aug 2019 High-Entropy Alloys PDFAnand Prakash SinghPas encore d'évaluation
- Assignment 2 - New PDFDocument2 pagesAssignment 2 - New PDFprasadPas encore d'évaluation
- SA 516 Gr60Document8 pagesSA 516 Gr60Mohammad HassanPas encore d'évaluation
- Addition of Nitrogen To GTAW Welding Duplex Steel 2205 and Its Effect On Fatigue Strength and Corrosion (2017)Document5 pagesAddition of Nitrogen To GTAW Welding Duplex Steel 2205 and Its Effect On Fatigue Strength and Corrosion (2017)Azizy ZidanePas encore d'évaluation
- Mechanical Uniaxial Constant Force Thermal Cycling of SMAsDocument6 pagesMechanical Uniaxial Constant Force Thermal Cycling of SMAsswaminathan G.Pas encore d'évaluation
- Pipe Schedule ThicknessDocument20 pagesPipe Schedule ThicknessTarun KumarPas encore d'évaluation
- In Response To Projectile Movement: Critical Velocity of Electromagnetic Rail GunDocument22 pagesIn Response To Projectile Movement: Critical Velocity of Electromagnetic Rail GunTomáš GajdaPas encore d'évaluation
- ShearkeyDocument3 pagesShearkeyRama Subramanyam ManepalliPas encore d'évaluation
- In Uence of Stirring Speed and Stirring Time On Distribution of Particles in Cast Metal Matrix CompositeDocument7 pagesIn Uence of Stirring Speed and Stirring Time On Distribution of Particles in Cast Metal Matrix CompositeyogiPas encore d'évaluation
- Microfabrication TechniquesDocument32 pagesMicrofabrication TechniquesTinu Paul JepinPas encore d'évaluation
- Age Hardening LabDocument6 pagesAge Hardening LabBrian EstradaPas encore d'évaluation
- S. Brazovski and N. Kirova - Topological Coupling of Dislocations and Magnetization Vorticity in Spin Density WavesDocument5 pagesS. Brazovski and N. Kirova - Topological Coupling of Dislocations and Magnetization Vorticity in Spin Density WavesYamcsaPas encore d'évaluation
- Said DissertationDocument129 pagesSaid DissertationSaeed AzarPas encore d'évaluation
- Fatigue Behavior of Materials Under Strain Cycling in Low and Intermediate Life Range PDFDocument58 pagesFatigue Behavior of Materials Under Strain Cycling in Low and Intermediate Life Range PDFLeonardo TerraPas encore d'évaluation
- Preaust Grain Size Microalloysteel PDFDocument10 pagesPreaust Grain Size Microalloysteel PDFAnkur gaurPas encore d'évaluation
- Exact Brochure For Your Precise NeedsDocument4 pagesExact Brochure For Your Precise NeedsmaheshguptePas encore d'évaluation