Vous aimerez peut-être aussi
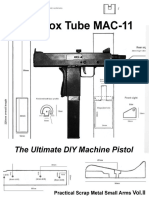
- The Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2) PDFDocument22 pagesThe Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2) PDFBangBoomBang90% (125)
- The Table Leg Typewriter (Practical Scrap Metal Small Arms Vol.10)Document37 pagesThe Table Leg Typewriter (Practical Scrap Metal Small Arms Vol.10)xan94% (18)
- A Rifle Anyone Can Build - Jerry LindseyDocument48 pagesA Rifle Anyone Can Build - Jerry Lindseyg29646988% (113)
- The DIY STEN Gun (Practical Scrap Metal Small Arms Vol.3) PDFDocument23 pagesThe DIY STEN Gun (Practical Scrap Metal Small Arms Vol.3) PDFBangBoomBang86% (167)
- Book Reviews Mortal ErrorDocument6 pagesBook Reviews Mortal ErrorjkruisePas encore d'évaluation
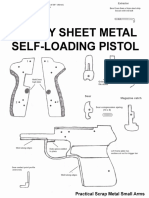
- Sheet Metal Self-Loading PistolDocument15 pagesSheet Metal Self-Loading Pistoljkruise100% (5)
- 208 Office/Tech:: Pistol IndexDocument26 pages208 Office/Tech:: Pistol IndexStan BrittsanPas encore d'évaluation
- CFD Approach To Firearms Sound Suppressor Design PDFDocument13 pagesCFD Approach To Firearms Sound Suppressor Design PDFGabriel Albornoz100% (1)
- Vepr Bullet Guide IntstallDocument2 pagesVepr Bullet Guide IntstallTawnee Rae HallPas encore d'évaluation
- FE Analysis of Firearm Locking Systems: Lorenzo CastiglioniDocument15 pagesFE Analysis of Firearm Locking Systems: Lorenzo CastiglionijkruisePas encore d'évaluation
- Epiroc Drill StringsDocument16 pagesEpiroc Drill StringsCarlos Regaliza100% (1)
- HTI Manual PDFDocument70 pagesHTI Manual PDFRazza Willi0% (1)
- Full Product Catalog: Fifth EditionDocument40 pagesFull Product Catalog: Fifth EditionRobert-Mary Rose-Maria Rachel-Elizabeth BolisayPas encore d'évaluation
- Us 3722358Document9 pagesUs 3722358awe234Pas encore d'évaluation
- Multiple Barrel FirearmsDocument6 pagesMultiple Barrel FirearmsYorgos KordoniasPas encore d'évaluation
- Revolver ChamferingDocument6 pagesRevolver ChamferingZardoz1090100% (1)
- Section 03 NomenclatureDocument32 pagesSection 03 Nomenclaturerao_saintPas encore d'évaluation
- Power DrillsDocument8 pagesPower DrillsdbPas encore d'évaluation
- History and Types of SuppressorsDocument13 pagesHistory and Types of SuppressorsUmmelaila100% (1)
- Halliburton - Drill Bits and Services - Catalog PDFDocument66 pagesHalliburton - Drill Bits and Services - Catalog PDFandrzema100% (6)
- Empower CT & CTA Installation & Site Survey ManualDocument20 pagesEmpower CT & CTA Installation & Site Survey Manualbody2030Pas encore d'évaluation
- A1 To A2Document45 pagesA1 To A2leeyangseopPas encore d'évaluation
- Identify The Tools and Materials Lesson 1Document28 pagesIdentify The Tools and Materials Lesson 1yua cobainPas encore d'évaluation
- 70 Revolver Silhoutte TC P234 241Document8 pages70 Revolver Silhoutte TC P234 241Stan BrittsanPas encore d'évaluation
- Owner's Manual Bolt-Action RifleDocument27 pagesOwner's Manual Bolt-Action RifleІгор МартьяновPas encore d'évaluation
- HK 416C/D & M27 & KAC LMG MarkingsDocument1 pageHK 416C/D & M27 & KAC LMG MarkingsspirasioPas encore d'évaluation
- Drilling Training ProgramDocument7 pagesDrilling Training Programbehnam197100% (1)
- Operators Manual: UMP45 (.45 ACP) UMP40 (.40 S&W)Document49 pagesOperators Manual: UMP45 (.45 ACP) UMP40 (.40 S&W)Chad KaplanPas encore d'évaluation
- Brownells-2 5LB1911TriggerPullDocument4 pagesBrownells-2 5LB1911TriggerPullRyan ShanksPas encore d'évaluation
- Manual Mini RevolverDocument8 pagesManual Mini RevolverAdhi KaryaPas encore d'évaluation
- Awc CatalogDocument23 pagesAwc CatalognachosuavePas encore d'évaluation
- Arsenal Rebuilds of The M1911Document4 pagesArsenal Rebuilds of The M1911blowmeasshole1911100% (1)
- RSTA Muzzle Brake / Flash Suppressor Mount Installation ManualDocument2 pagesRSTA Muzzle Brake / Flash Suppressor Mount Installation ManualGriffin Armament Suppressors0% (1)
- The Gun Digest Book of Tactical Weapons Assembly/DisassemblyD'EverandThe Gun Digest Book of Tactical Weapons Assembly/DisassemblyPas encore d'évaluation
- Punching Holes: Buying Ammunition, Gun Accessories, Knives and Tactical Gear at Wholesale PricesD'EverandPunching Holes: Buying Ammunition, Gun Accessories, Knives and Tactical Gear at Wholesale PricesPas encore d'évaluation
- Ruger - 1017-1022 Semi Automatic RifleDocument52 pagesRuger - 1017-1022 Semi Automatic Riflebnorth12100% (1)
- List of Multiple Barrel FirearmsDocument10 pagesList of Multiple Barrel FirearmsLuiz Fernando Nogueira Henrique100% (1)
- Novo (A) Documento Do Microsoft Office WordDocument7 pagesNovo (A) Documento Do Microsoft Office Wordyukarisuzumiha100% (1)
- Thompson/Center Arms Co., Inc. P.O. Box 5002 Rochester, New Hampshire 03866Document28 pagesThompson/Center Arms Co., Inc. P.O. Box 5002 Rochester, New Hampshire 03866johndone100% (1)
- STEN / 76: 9mm Sub Machine Gun SuppressorDocument6 pagesSTEN / 76: 9mm Sub Machine Gun SuppressorIngo Quander100% (1)
- AMT LightningDocument9 pagesAMT LightningJustinPas encore d'évaluation
- Select Fire Devices Found On Glock Firearms Seized by Western Australia PoliceDocument17 pagesSelect Fire Devices Found On Glock Firearms Seized by Western Australia PolicePhill baca100% (1)
- Virion's Weapon Modding Guide - WMGDocument2 pagesVirion's Weapon Modding Guide - WMGgiuliano elia0% (1)
- Steyr AUG 9mmDocument4 pagesSteyr AUG 9mmouraltn2001Pas encore d'évaluation
- Klashnikovak 47 130330015107 Phpapp01Document15 pagesKlashnikovak 47 130330015107 Phpapp01elvergonzalez1100% (2)
- GG3 Operators Manual Quickstart PDFDocument5 pagesGG3 Operators Manual Quickstart PDFRebecca MathewsPas encore d'évaluation
- Rechambering ShotgunsDocument6 pagesRechambering ShotgunsZardoz1090Pas encore d'évaluation
- CIA Feb 06 RETAIL-webDocument24 pagesCIA Feb 06 RETAIL-webJohn KubenaPas encore d'évaluation
- Glock,: Parts Order FormDocument7 pagesGlock,: Parts Order FormDante DeAngelisPas encore d'évaluation
- 1942 US Army WWII Rifles .22 Caliber 144p.Document144 pages1942 US Army WWII Rifles .22 Caliber 144p.PlainNormalGuy2100% (1)
- Sandvik DE710: Heavy Duty Core DrillDocument3 pagesSandvik DE710: Heavy Duty Core DrillHenry Contreras100% (1)
- UZI PRO Pistol Operator Manual 08 011 05 09 30 - 1Document60 pagesUZI PRO Pistol Operator Manual 08 011 05 09 30 - 1Ricardo C TorresPas encore d'évaluation
- Bicenter Running ParametersDocument4 pagesBicenter Running ParametersJonathanPas encore d'évaluation
- Boring HeadDocument2 pagesBoring HeadJM ReynanciaPas encore d'évaluation
- 1911 Forums STI SpartanDocument15 pages1911 Forums STI SpartanjokuanPas encore d'évaluation
- Corva App Manual v3.3 Apr 2019 - Web 2Document80 pagesCorva App Manual v3.3 Apr 2019 - Web 2wwwPas encore d'évaluation
- Remington 700 Adjustment Guide: Safety PlungerDocument2 pagesRemington 700 Adjustment Guide: Safety PlungerRod PhillipsPas encore d'évaluation
- Tap & Drill Chart W - Decimal Inch & MetricDocument10 pagesTap & Drill Chart W - Decimal Inch & MetricGanesh NatarajanPas encore d'évaluation
- GG2 Operator's ManualDocument30 pagesGG2 Operator's ManualWerner Patric WengPas encore d'évaluation
- Heckler and Koch MP5 - SMG - GermanyDocument2 pagesHeckler and Koch MP5 - SMG - GermanyRichard HarigPas encore d'évaluation
- ListDocument40 pagesListCarlos Ramos100% (1)
- 2006 Bushmaster CatalogDocument84 pages2006 Bushmaster Catalogstjohn45Pas encore d'évaluation
- Vortex 9Document12 pagesVortex 9255sectionPas encore d'évaluation
- Handgun Safety Reference Owner'S Manual: International, IncDocument34 pagesHandgun Safety Reference Owner'S Manual: International, IncpreceptiveinquirerPas encore d'évaluation
- Hushpower CatalogueDocument10 pagesHushpower CataloguepbayersPas encore d'évaluation
- Schematic: Click On Your ComponentDocument1 pageSchematic: Click On Your ComponentDean MillerPas encore d'évaluation
- MG82 Machine Gun (NAZI)Document3 pagesMG82 Machine Gun (NAZI)blowmeasshole1911Pas encore d'évaluation
- 192 Office/Tech:: Shotgun IndexDocument16 pages192 Office/Tech:: Shotgun IndexStan BrittsanPas encore d'évaluation
- Maxim 1909 US Patent 916885Document5 pagesMaxim 1909 US Patent 916885Griffin Armament SuppressorsPas encore d'évaluation
- Llama MicromaxDocument11 pagesLlama MicromaxjmkcbePas encore d'évaluation
- Winchester Model 9422 Lever Action Rifle Owner's Manual: LicenseeDocument0 pageWinchester Model 9422 Lever Action Rifle Owner's Manual: Licenseecarlosfanjul1Pas encore d'évaluation
- KMR QRF MCMR: Bravo Company MFG®Document3 pagesKMR QRF MCMR: Bravo Company MFG®Matt KienertPas encore d'évaluation
- Ruger P95 Owners ManualDocument40 pagesRuger P95 Owners ManualSeathStevensonPas encore d'évaluation
- AR15 Roller Cam Pin - Reducing Friction and Wear vs. Conventional Cam Pins HydraFireAR15RollerCamPinFrictionStudyDocument10 pagesAR15 Roller Cam Pin - Reducing Friction and Wear vs. Conventional Cam Pins HydraFireAR15RollerCamPinFrictionStudyRob ZelPas encore d'évaluation
- Detail Specification, Rifle, 5.56 Millimeter, m1641 Mil-Dtl-32309Document57 pagesDetail Specification, Rifle, 5.56 Millimeter, m1641 Mil-Dtl-32309cjnjr1Pas encore d'évaluation
- Steyr AUG Barrel 14Document3 pagesSteyr AUG Barrel 14ouraltn2001Pas encore d'évaluation
- Ad 0838748Document138 pagesAd 0838748PillaChantasPas encore d'évaluation
- CAM Program DissertationDocument110 pagesCAM Program DissertationjkruisePas encore d'évaluation
- 40 Inch Commercial Mower Op Man 1283Document18 pages40 Inch Commercial Mower Op Man 1283jkruise100% (1)
- Power Barow FlyerDocument2 pagesPower Barow FlyerjkruisePas encore d'évaluation
- Operator'S Manual: Name: 40" Commercial Mower PART NUMBER (S) : 11362 - 40" Commercial Drive 11368Document7 pagesOperator'S Manual: Name: 40" Commercial Mower PART NUMBER (S) : 11362 - 40" Commercial Drive 11368jkruisePas encore d'évaluation
- DIY .22 Revolver Plans - Professor ParabellumDocument20 pagesDIY .22 Revolver Plans - Professor ParabellumVitalPDFs96% (290)
- Pump Action Shotgun Plans Professor ParabellumDocument31 pagesPump Action Shotgun Plans Professor Parabellumjkruise100% (12)
- TM E9-206A. German 7.9-Mm Dual Purpose MashineDocument37 pagesTM E9-206A. German 7.9-Mm Dual Purpose Mashinejkruise100% (7)
- The Poor Man's Armorer Vol 2 1-10 - Kurt SaxonDocument161 pagesThe Poor Man's Armorer Vol 2 1-10 - Kurt Saxonjkruise100% (2)
- Tube Selection ChartDocument6 pagesTube Selection Chartjkruise100% (1)
- Improvised Weapons of The American Underground - Desert PublicationsDocument42 pagesImprovised Weapons of The American Underground - Desert Publicationsjkruise90% (50)
- Practical Scrap Metal Small Arms Vol.13 9mm Semi Automatic Closed-Bolt PistolDocument11 pagesPractical Scrap Metal Small Arms Vol.13 9mm Semi Automatic Closed-Bolt Pistoljkruise85% (20)
- DREMEL - Micro Retífica 3000Document68 pagesDREMEL - Micro Retífica 3000Guilherme EtcPas encore d'évaluation
- SOI Breakout BenchDocument16 pagesSOI Breakout BenchWilder Dianderas MandujanoPas encore d'évaluation
- GrindingDocument22 pagesGrindingTaufik RahimPas encore d'évaluation
- Manual - AR4 Travel TrackDocument22 pagesManual - AR4 Travel TrackKshitijPas encore d'évaluation
- Drilling Calculation SummaryDocument3 pagesDrilling Calculation SummaryBerat HasolliPas encore d'évaluation
- Diy Gazebo Plans: Made From This PlanDocument11 pagesDiy Gazebo Plans: Made From This PlannicnicnicPas encore d'évaluation
- Crib Plans: Myoutdoorplans - CoDocument6 pagesCrib Plans: Myoutdoorplans - Cojing ledesmaPas encore d'évaluation
- ME101 WorkshopPracticeI Manual PDFDocument51 pagesME101 WorkshopPracticeI Manual PDFraghurockram100% (1)
- A Semi-Detailed Lesson Plan in Industrial Arts I Davao Oriental State College of Science and Technology Prepared By: I. ObjectivesDocument8 pagesA Semi-Detailed Lesson Plan in Industrial Arts I Davao Oriental State College of Science and Technology Prepared By: I. ObjectivesJyra Mia CEMINEPas encore d'évaluation
- Power, Bench and Machine ToolsDocument1 pagePower, Bench and Machine ToolsPAUL BRAMONT ARIAS HILASACAPas encore d'évaluation
- AUTOMOTIVE SERVICING ModuleDocument23 pagesAUTOMOTIVE SERVICING ModuleJoseph CoralesPas encore d'évaluation
- Yoga Trapeze Bolt SetupDocument3 pagesYoga Trapeze Bolt Setupsupme ChanPas encore d'évaluation
- Sika AnchorFix 1 PDSDocument8 pagesSika AnchorFix 1 PDSAchilleas21Pas encore d'évaluation
- Safety Training PowerPointDocument28 pagesSafety Training PowerPointtuPas encore d'évaluation
- 7 Introduction To Basic Machining ProcessesDocument10 pages7 Introduction To Basic Machining ProcessesSumudu DilshanPas encore d'évaluation
- Roc L6Document2 pagesRoc L6Herry Prima SaputraPas encore d'évaluation
- Gwi 108 Vli ProfessionalDocument69 pagesGwi 108 Vli ProfessionalNick HogendoornPas encore d'évaluation
- Basic Bone Screw Set 2Document26 pagesBasic Bone Screw Set 2Bambang ApryantoPas encore d'évaluation
- Operational Manual 10 - Core DrillDocument20 pagesOperational Manual 10 - Core DrillVictor LopezPas encore d'évaluation
- 279Document6 pages279solomonPas encore d'évaluation