Vous aimerez peut-être aussi
- Process Control System A Complete Guide - 2020 EditionD'EverandProcess Control System A Complete Guide - 2020 EditionPas encore d'évaluation
- PLC System MaintenanceDocument2 pagesPLC System MaintenanceHugo ContrerasPas encore d'évaluation
- Conduct Loop TestDocument19 pagesConduct Loop TestkoangyakPas encore d'évaluation
- 3.1 Fat Document BSL Tata Olp PLC SystemDocument6 pages3.1 Fat Document BSL Tata Olp PLC Systemkoushik42000Pas encore d'évaluation
- Loop Checking and Field Instrument Testing ProcedureDocument3 pagesLoop Checking and Field Instrument Testing Procedureamirubote4Pas encore d'évaluation
- C InstrumentationDocument12 pagesC InstrumentationabyzenPas encore d'évaluation
- J1525-HW1-010 SAT Procedure - Rev ADocument16 pagesJ1525-HW1-010 SAT Procedure - Rev Aluis HernandezPas encore d'évaluation
- Loop Cheking ProcedureDocument5 pagesLoop Cheking ProcedureMd Omar FaruquePas encore d'évaluation
- Testing and Commissioning Procedure: 2012 EDITIONDocument104 pagesTesting and Commissioning Procedure: 2012 EDITIONAndres ZuñigaPas encore d'évaluation
- Scada SystemDocument18 pagesScada SystemAxcel HelsingPas encore d'évaluation
- Basic Concept of DCSDocument11 pagesBasic Concept of DCSWidodo Pudji MuljantoPas encore d'évaluation
- Conduct Loop CheckDocument22 pagesConduct Loop CheckkoangyakPas encore d'évaluation
- Section 25 50 52 - INSTRUMENT CALIBRATION AND COMMISSIONINGDocument13 pagesSection 25 50 52 - INSTRUMENT CALIBRATION AND COMMISSIONINGAhmad DagamsehPas encore d'évaluation
- SATR-J-6501 - Rev 0 PDFDocument5 pagesSATR-J-6501 - Rev 0 PDFAdel KlkPas encore d'évaluation
- Icl 009 PLC PanelDocument2 pagesIcl 009 PLC Panelsamwel kariukiPas encore d'évaluation
- Instrumentation Switch ChecklistDocument5 pagesInstrumentation Switch Checklistrenjithv_4Pas encore d'évaluation
- PlantPAx HMI Security ConfigurationDocument1 pagePlantPAx HMI Security ConfigurationjaysonlkhPas encore d'évaluation
- DP Transmitter Interface Level Measurement Principle, Limitations, Selection, Installation, Design & CalibrationDocument12 pagesDP Transmitter Interface Level Measurement Principle, Limitations, Selection, Installation, Design & CalibrationsubbaraoPas encore d'évaluation
- ABB UNITROL 1005 1010 1020 EN RevF PDFDocument14 pagesABB UNITROL 1005 1010 1020 EN RevF PDFsrinivasPas encore d'évaluation
- Instrumentation PankajDocument3 pagesInstrumentation Pankajpankaj sharma100% (1)
- MWC Testing and CommissioningDocument8 pagesMWC Testing and CommissioningladaojmPas encore d'évaluation
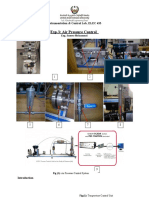
- Exp3 - Air Pressure ControlDocument8 pagesExp3 - Air Pressure ControlDon LawrencePas encore d'évaluation
- Waste Water Pumping StationDocument624 pagesWaste Water Pumping StationRomoex R RockPas encore d'évaluation
- Basic Temperature Control SystemDocument26 pagesBasic Temperature Control SystemRajeev ValunjkarPas encore d'évaluation
- Defining The Loop: - 20 Ma DC Is Coming From DCS or JB Want To Check. ThatDocument3 pagesDefining The Loop: - 20 Ma DC Is Coming From DCS or JB Want To Check. ThatNazeer Ahamad KhanPas encore d'évaluation
- InstrumentationDocument7 pagesInstrumentationEmmanuel Enriquez0% (1)
- DPT Calibration FFDocument4 pagesDPT Calibration FFKram Alim VillonPas encore d'évaluation
- Testing and Commissioning of Electrical EquipmentDocument2 pagesTesting and Commissioning of Electrical EquipmentGuna PriyaPas encore d'évaluation
- Instrument Installation ChecklistDocument1 pageInstrument Installation ChecklistAli AkbarPas encore d'évaluation
- SATR-J-6601 Rev 0 PDFDocument4 pagesSATR-J-6601 Rev 0 PDFAdel Klk100% (1)
- Distributed Control SystemDocument31 pagesDistributed Control SystemAbdullah BarkaPas encore d'évaluation
- Precommissioning & Commissioning Procedure For Card Access Control SystemDocument4 pagesPrecommissioning & Commissioning Procedure For Card Access Control Systemvin ssPas encore d'évaluation
- Chap 1a - Instrumentation and PID DiagramDocument20 pagesChap 1a - Instrumentation and PID Diagramraj varmanPas encore d'évaluation
- Automatic Liquid Filling Using Programmable Logic ControllerplcDocument8 pagesAutomatic Liquid Filling Using Programmable Logic ControllerplcvinodjiddiPas encore d'évaluation
- L1 Instrumentation CANDUDocument100 pagesL1 Instrumentation CANDUIonescu ViorelPas encore d'évaluation
- Specification For A Process Automation SystemDocument81 pagesSpecification For A Process Automation SystemHelder Santos de SouzaPas encore d'évaluation
- Dcs StandardDocument6 pagesDcs Standardsina20795Pas encore d'évaluation
- Distributed Control Systems (DCS)Document13 pagesDistributed Control Systems (DCS)Aparna GirishPas encore d'évaluation
- Chapter 38 Instrument Installation and Commissioning 2010 Instrumentation Reference Book Fourth EditionDocument6 pagesChapter 38 Instrument Installation and Commissioning 2010 Instrumentation Reference Book Fourth EditionMotasim_mPas encore d'évaluation
- PlantPAx Distributed Control System - The Modern DCSDocument20 pagesPlantPAx Distributed Control System - The Modern DCSVÕ QUỐC HIỆUPas encore d'évaluation
- Loop Checking Procedure IdeasDocument2 pagesLoop Checking Procedure IdeasJonatas13Pas encore d'évaluation
- Testing and Commissioning ofDocument11 pagesTesting and Commissioning ofsushant_2525100% (1)
- Each Company Has Its Own Procedure and Common Practices: Types of Loop TestDocument3 pagesEach Company Has Its Own Procedure and Common Practices: Types of Loop TestGuthayaBowsalPas encore d'évaluation
- Acoustic Tube Leak Detection System.Document5 pagesAcoustic Tube Leak Detection System.tanumay.geminiPas encore d'évaluation
- Training Kit PEK 408 EngDocument38 pagesTraining Kit PEK 408 EngSyed Mohammad NaveedPas encore d'évaluation
- Instrumentation Interview QuestionDocument35 pagesInstrumentation Interview Questionabbutalibb100% (1)
- Loop Calibration PrinciplesDocument4 pagesLoop Calibration PrinciplesrenvPas encore d'évaluation
- Chiller Testing Procedure Rev 1Document15 pagesChiller Testing Procedure Rev 1Ali AimranPas encore d'évaluation
- Loop Check PresentationDocument39 pagesLoop Check Presentationsaqib javaid100% (5)
- Loop Checking Basic ProcedureDocument4 pagesLoop Checking Basic ProcedureHamada Elsharawy100% (1)
- Section 10 - INSTRUMENTATION, CONTROL AND AUTOMATION - Rev-01 PDFDocument132 pagesSection 10 - INSTRUMENTATION, CONTROL AND AUTOMATION - Rev-01 PDFdharman_sPas encore d'évaluation
- Checklist Before Commissioning-ChartDocument2 pagesChecklist Before Commissioning-ChartSa CanPas encore d'évaluation
- CommissioningDocument22 pagesCommissioningMary Grace D. Almiranez100% (1)
- BMS T&C Manual PDFDocument25 pagesBMS T&C Manual PDFSultan SikandarPas encore d'évaluation
- DCS SystemDocument19 pagesDCS Systemubaid100% (1)
- MS For The Access Control System Installation and TerminationDocument21 pagesMS For The Access Control System Installation and Terminationwaaji snapPas encore d'évaluation
- PLCDocument11 pagesPLCDwi Agung AriyonoPas encore d'évaluation
- B - GL - Maintenance Overrride ProcedureDocument4 pagesB - GL - Maintenance Overrride Proceduremankrsha83Pas encore d'évaluation
- Safety System - Emergency Shutdown System P2Document15 pagesSafety System - Emergency Shutdown System P2عزت عبد المنعم100% (3)
- FEH374 ADocument10 pagesFEH374 ATahir DonPas encore d'évaluation
- Scada Etp ReportDocument12 pagesScada Etp ReportTahir DonPas encore d'évaluation
- TIA Portal V13 Manual en PDFDocument4 754 pagesTIA Portal V13 Manual en PDFFranco Lozanidis100% (3)
- 1T35Document54 pages1T35Tahir DonPas encore d'évaluation
- Projected Capacitive Touch Screen: FeaturesDocument3 pagesProjected Capacitive Touch Screen: FeaturesTahir DonPas encore d'évaluation
- Batching PlantDocument3 pagesBatching PlantTahir DonPas encore d'évaluation
- Cleaning Chemical 11Document1 pageCleaning Chemical 11Tahir DonPas encore d'évaluation
- AMR Research REPORT 18059 - MES Market Rides Perfect Storm Through $Document24 pagesAMR Research REPORT 18059 - MES Market Rides Perfect Storm Through $Tahir DonPas encore d'évaluation
- FP0ToServoCT 20Document1 pageFP0ToServoCT 20Tahir DonPas encore d'évaluation
- Computer Networking: A Top-Down Approach Featuring The InternetDocument27 pagesComputer Networking: A Top-Down Approach Featuring The InternetmssacPas encore d'évaluation
- BurnerDocument4 pagesBurnerAhmed Mohamed KhalilPas encore d'évaluation
- Project AgreementDocument6 pagesProject AgreementRowin DizonPas encore d'évaluation
- Ultra Petronne Interior Supply Corp.: Manufacturer of Light Metal FramesDocument1 pageUltra Petronne Interior Supply Corp.: Manufacturer of Light Metal Framesjun vincint geleraPas encore d'évaluation
- 20105-AR-HOT-07-105-01 Rev 00Document1 page20105-AR-HOT-07-105-01 Rev 00Bahaa MohamedPas encore d'évaluation
- Kinematics-03-Subjective SolvedDocument11 pagesKinematics-03-Subjective SolvedRaju SinghPas encore d'évaluation
- Rational Suite ToolsDocument47 pagesRational Suite ToolsZatin GuptaPas encore d'évaluation
- Jerry Hill's Letter To Bijan Sartipi, Director, District 4 CaltransDocument1 pageJerry Hill's Letter To Bijan Sartipi, Director, District 4 CaltransSabrina BrennanPas encore d'évaluation
- VXN150 Vixion Fuel Tank PDFDocument3 pagesVXN150 Vixion Fuel Tank PDFHarris Jum'aniandaPas encore d'évaluation
- Mega PostDocument5 pagesMega PostandreyfgPas encore d'évaluation
- HiraDocument30 pagesHiravijay kumar singhPas encore d'évaluation
- Comfort and Performance Your Customers DemandDocument18 pagesComfort and Performance Your Customers Demandgizex2013Pas encore d'évaluation
- Pro TrekDocument4 pagesPro TrekTri WidodoPas encore d'évaluation
- Cbse PMT 2012Document33 pagesCbse PMT 2012Vishal RamakrishnanPas encore d'évaluation
- Shell Hazardous Area Classification FundamentalsDocument30 pagesShell Hazardous Area Classification Fundamentalsthekevindesai100% (17)
- Solar Module CellDocument4 pagesSolar Module CellVinod BabhalePas encore d'évaluation
- 2019 All PDFDocument27 pages2019 All PDFvishesh bhatiaPas encore d'évaluation
- ASTM F 412 - 01a Standard Terminology Relating To Plastic Piping Systems1Document13 pagesASTM F 412 - 01a Standard Terminology Relating To Plastic Piping Systems1JORGE ARTURO TORIBIO HUERTAPas encore d'évaluation
- Coal Combustion Monitoring Report Unwashed Semi Rev02 08.24.2021Document17 pagesCoal Combustion Monitoring Report Unwashed Semi Rev02 08.24.2021Keith Danae SuquibPas encore d'évaluation
- WEISER Locks and HardwareDocument24 pagesWEISER Locks and HardwareMaritime Door & WindowPas encore d'évaluation
- GMP Male BearingDocument3 pagesGMP Male BearingMahdi HajizadehPas encore d'évaluation
- OTE Maintenance Inspection For Grinding Eng WebDocument2 pagesOTE Maintenance Inspection For Grinding Eng WebjadetorresPas encore d'évaluation
- Fiber Optic Trainer/ Fiber & OSP TechnicianDocument7 pagesFiber Optic Trainer/ Fiber & OSP Technicianapi-78570706Pas encore d'évaluation
- Ammonia Production From Natural Gas-Haldor Topsoe ProcessDocument22 pagesAmmonia Production From Natural Gas-Haldor Topsoe ProcessYash BhimaniPas encore d'évaluation
- Ex-Cell XR2750 Pressure Washer Operation ManualDocument16 pagesEx-Cell XR2750 Pressure Washer Operation Manualj_wilson85Pas encore d'évaluation
- Compact 40/25Document58 pagesCompact 40/25znim04Pas encore d'évaluation
- Shifting Meterials: Ground Floor ReceptionDocument3 pagesShifting Meterials: Ground Floor Receptionvishwas pandithPas encore d'évaluation
- Klübersynth UH1 14-151: Product InformationDocument2 pagesKlübersynth UH1 14-151: Product InformationNathanael SuryantoroPas encore d'évaluation
- Cache MemoryDocument20 pagesCache MemoryKeshav Bharadwaj RPas encore d'évaluation
- Engine Maintenance PartsDocument13 pagesEngine Maintenance PartsSerkanAl100% (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureD'EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- PLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsD'EverandPLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsPas encore d'évaluation
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindD'EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindPas encore d'évaluation
- Artificial Intelligence: The Complete Beginner’s Guide to the Future of A.I.D'EverandArtificial Intelligence: The Complete Beginner’s Guide to the Future of A.I.Évaluation : 4 sur 5 étoiles4/5 (5)
- Digital Twin Development and Deployment on the Cloud: Developing Cloud-Friendly Dynamic Models Using Simulink®/SimscapeTM and Amazon AWSD'EverandDigital Twin Development and Deployment on the Cloud: Developing Cloud-Friendly Dynamic Models Using Simulink®/SimscapeTM and Amazon AWSPas encore d'évaluation
- Arduino: The complete guide to Arduino for beginners, including projects, tips, tricks, and programming!D'EverandArduino: The complete guide to Arduino for beginners, including projects, tips, tricks, and programming!Évaluation : 4 sur 5 étoiles4/5 (3)
- Evil Robots, Killer Computers, and Other Myths: The Truth About AI and the Future of HumanityD'EverandEvil Robots, Killer Computers, and Other Myths: The Truth About AI and the Future of HumanityÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- The Fourth Age: Smart Robots, Conscious Computers, and the Future of HumanityD'EverandThe Fourth Age: Smart Robots, Conscious Computers, and the Future of HumanityÉvaluation : 3.5 sur 5 étoiles3.5/5 (22)
- Artificial Intelligence: Learning about Chatbots, Robotics, and Other Business ApplicationsD'EverandArtificial Intelligence: Learning about Chatbots, Robotics, and Other Business ApplicationsÉvaluation : 5 sur 5 étoiles5/5 (3)
- SAM: One Robot, a Dozen Engineers, and the Race to Revolutionize the Way We BuildD'EverandSAM: One Robot, a Dozen Engineers, and the Race to Revolutionize the Way We BuildÉvaluation : 5 sur 5 étoiles5/5 (5)
- Building with Virtual LEGO: Getting Started with LEGO Digital Designer, LDraw, and MecabricksD'EverandBuilding with Virtual LEGO: Getting Started with LEGO Digital Designer, LDraw, and MecabricksPas encore d'évaluation
- Practical Robotics in C++: Build and Program Real Autonomous Robots Using Raspberry Pi (English Edition)D'EverandPractical Robotics in C++: Build and Program Real Autonomous Robots Using Raspberry Pi (English Edition)Pas encore d'évaluation
- The AI Generation: Shaping Our Global Future with Thinking MachinesD'EverandThe AI Generation: Shaping Our Global Future with Thinking MachinesÉvaluation : 4 sur 5 étoiles4/5 (2)
- A Welder’s Handbook to Robotic ProgrammingD'EverandA Welder’s Handbook to Robotic ProgrammingÉvaluation : 5 sur 5 étoiles5/5 (3)
- Artificial Intelligence: Machine Learning, Deep Learning, and Automation ProcessesD'EverandArtificial Intelligence: Machine Learning, Deep Learning, and Automation ProcessesÉvaluation : 5 sur 5 étoiles5/5 (2)
- Artificial Intelligence: From Medieval Robots to Neural NetworksD'EverandArtificial Intelligence: From Medieval Robots to Neural NetworksÉvaluation : 4 sur 5 étoiles4/5 (4)
- ChatGPT: The Future of Intelligent ConversationD'EverandChatGPT: The Future of Intelligent ConversationÉvaluation : 3.5 sur 5 étoiles3.5/5 (8)
- Atlas of AI: Power, Politics, and the Planetary Costs of Artificial IntelligenceD'EverandAtlas of AI: Power, Politics, and the Planetary Costs of Artificial IntelligenceÉvaluation : 5 sur 5 étoiles5/5 (9)
- Artificial You: AI and the Future of Your MindD'EverandArtificial You: AI and the Future of Your MindÉvaluation : 4 sur 5 étoiles4/5 (3)
- Collection of Raspberry Pi ProjectsD'EverandCollection of Raspberry Pi ProjectsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Comprehensive Guide to Robotic Process Automation (RPA): Tips, Recommendations, and Strategies for SuccessD'EverandComprehensive Guide to Robotic Process Automation (RPA): Tips, Recommendations, and Strategies for SuccessPas encore d'évaluation
- Mastering Drones - A Beginner's Guide To Start Making Money With DronesD'EverandMastering Drones - A Beginner's Guide To Start Making Money With DronesÉvaluation : 2.5 sur 5 étoiles2.5/5 (3)