Vous aimerez peut-être aussi
- Force Analysis of Involute Spur GearsDocument52 pagesForce Analysis of Involute Spur GearsGanesh KCPas encore d'évaluation
- Art:10 1007/BF03263390Document8 pagesArt:10 1007/BF03263390Ganesh KCPas encore d'évaluation
- Phil Mag Paper - Type IV CrackingDocument28 pagesPhil Mag Paper - Type IV CrackingGanesh KCPas encore d'évaluation
- Refund FormDocument1 pageRefund FormNatarajan ChidambaramPas encore d'évaluation
- Abaqus StepsDocument16 pagesAbaqus StepsMd Zia Khurshid100% (1)
- Wang2006 SpurGearsDocument8 pagesWang2006 SpurGearsGanesh KCPas encore d'évaluation
- Wang2006 SpurGearsDocument8 pagesWang2006 SpurGearsGanesh KCPas encore d'évaluation
- Contact Mechanics in Gears: Marcus SlogénDocument118 pagesContact Mechanics in Gears: Marcus SlogénGanesh KCPas encore d'évaluation
- Thermal ExampleDocument68 pagesThermal ExampleGanesh KCPas encore d'évaluation
- Automated Modelling of Spur Gears and Worm Gears Using ABAQUS/CAEDocument20 pagesAutomated Modelling of Spur Gears and Worm Gears Using ABAQUS/CAEGanesh KCPas encore d'évaluation
- CH 14Document13 pagesCH 14mssaber77Pas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Chlorine Dioxide PDFDocument4 pagesChlorine Dioxide PDFSudhakar Rao100% (1)
- The Particle Nature of MatterDocument25 pagesThe Particle Nature of MatterMaria bonny aquinoPas encore d'évaluation
- Application of Permeable Pavements in Highways ForDocument15 pagesApplication of Permeable Pavements in Highways ForYEGAR SAHADUTA HEBZIBAH K 08211942000015Pas encore d'évaluation
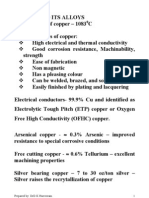
- Copper and It's AlloysDocument5 pagesCopper and It's AlloysReza MortazaviPas encore d'évaluation
- Matrix Acidizing of SandstonesDocument24 pagesMatrix Acidizing of SandstoneslapinPas encore d'évaluation
- Hans OerstedDocument17 pagesHans OerstedseialuwisPas encore d'évaluation
- 00-H-0008 Air-Cooled Water ChillersDocument14 pages00-H-0008 Air-Cooled Water Chillershabibansari2010Pas encore d'évaluation
- Injection Molding Defects Causes RemediesDocument60 pagesInjection Molding Defects Causes RemediesMada PopescuPas encore d'évaluation
- Contractor GuidelinesDocument3 pagesContractor GuidelinesRichardson VelascoPas encore d'évaluation
- Astm D1287Document4 pagesAstm D1287Eduardo CarlovichPas encore d'évaluation
- Astm A-6 PDFDocument1 pageAstm A-6 PDFFrank Berrios GarcesPas encore d'évaluation
- Nanotechnology: A Platform For Education ChangeDocument7 pagesNanotechnology: A Platform For Education Changeapi-251873743Pas encore d'évaluation
- Slurry Shield AdditivesDocument8 pagesSlurry Shield AdditivesfabiodbdbPas encore d'évaluation
- Master Emaco P210Document2 pagesMaster Emaco P210Gavriel NgPas encore d'évaluation
- 3rd Summative TestDocument8 pages3rd Summative TestAngelica ValdezPas encore d'évaluation
- Geotehnics of SoftsoilDocument44 pagesGeotehnics of SoftsoilVinna RinayaniPas encore d'évaluation
- Msds Hidrogen PeroxideDocument6 pagesMsds Hidrogen PeroxideIntan Yeti SeptiyaniPas encore d'évaluation
- Pre-Load: Bolt Assemblies HR BS EN 14399-3:2015Document5 pagesPre-Load: Bolt Assemblies HR BS EN 14399-3:2015erharsinghPas encore d'évaluation
- Repair and RehabilitationDocument115 pagesRepair and RehabilitationBala Subramanian0% (1)
- NONWOVEN - Vinay Kumar MidhaDocument11 pagesNONWOVEN - Vinay Kumar Midhaglobal-marketin8184Pas encore d'évaluation
- Benjamin Moore Product Guide US 3-10-10Document62 pagesBenjamin Moore Product Guide US 3-10-10Norbert HodiPas encore d'évaluation
- Notes:: 6"-12" PIPE Flowline Removable AnchorDocument1 pageNotes:: 6"-12" PIPE Flowline Removable Anchornarutothunderjet216Pas encore d'évaluation
- Design and Manufacturing of Water Chiller For Proc PDFDocument17 pagesDesign and Manufacturing of Water Chiller For Proc PDFzoom_999Pas encore d'évaluation
- 06 - Fire Resistant CablesDocument13 pages06 - Fire Resistant CablesmlutfimaPas encore d'évaluation
- Tic206 Series Silicon TriacsDocument6 pagesTic206 Series Silicon TriacsIgorCostaCorreiaPas encore d'évaluation
- Liquid Penetrant Testing Chapter 4: Emulsification, Penetrant Removal and Developer ApplicationDocument11 pagesLiquid Penetrant Testing Chapter 4: Emulsification, Penetrant Removal and Developer ApplicationRajendrasinh PuvarPas encore d'évaluation
- Building TechnologyDocument3 pagesBuilding TechnologyClaro III TabuzoPas encore d'évaluation
- Thermodynamics Practice ProblemsDocument4 pagesThermodynamics Practice ProblemsKishore KishorePas encore d'évaluation
- VMC-Haj House - Final Estimate 09.01.19Document787 pagesVMC-Haj House - Final Estimate 09.01.19Patan Abdul Mehmood Khan100% (1)
- Lab 4-Measurement of Plastic Viscosity of Different Mud Samples by Viscometer.Document20 pagesLab 4-Measurement of Plastic Viscosity of Different Mud Samples by Viscometer.Sunny BbaPas encore d'évaluation