Vous aimerez peut-être aussi
- Machine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryD'EverandMachine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryPas encore d'évaluation
- CNCDocument16 pagesCNCzarepPas encore d'évaluation
- Design and Fabrication of Pneumatic Sheet Metal CuDocument3 pagesDesign and Fabrication of Pneumatic Sheet Metal CuMohammed Abdul KaleemPas encore d'évaluation
- Cold Shut DefectsDocument3 pagesCold Shut Defectsvivek1312Pas encore d'évaluation
- DNC ReadmeDocument8 pagesDNC Readmesmishra_12Pas encore d'évaluation
- Punch Price BookDocument28 pagesPunch Price Book4U6ogj8b9snylkslkn3nPas encore d'évaluation
- Lathe OperationDocument46 pagesLathe OperationRavi ParkhePas encore d'évaluation
- Applications of GearsDocument5 pagesApplications of Gearsmechanical-engg100% (3)
- Vendaxo - Wiedemann Vectrum 3000 Alpha Turret Punch Press PDFDocument2 pagesVendaxo - Wiedemann Vectrum 3000 Alpha Turret Punch Press PDFEbrahim Abd El HadyPas encore d'évaluation
- Aluminum 5052Document6 pagesAluminum 5052lalfredoperezPas encore d'évaluation
- My CNC TurningDocument7 pagesMy CNC Turningde_stanszaPas encore d'évaluation
- LIT00569 UltraThickTurret PN 2014 RevC Lo-ResDocument96 pagesLIT00569 UltraThickTurret PN 2014 RevC Lo-ResAntonio AguilarPas encore d'évaluation
- Metal Forming & RollingDocument14 pagesMetal Forming & RollingAmmarPas encore d'évaluation
- Huong Dan Su Dung CnckadDocument245 pagesHuong Dan Su Dung CnckadBlock Serious100% (1)
- The Importance of Engineering Drawing in The Industrial Engineering ResearchDocument6 pagesThe Importance of Engineering Drawing in The Industrial Engineering ResearchWiwit MartaPas encore d'évaluation
- Different Types of Manufacturing Processes, Their Advantages, Disadvantages and Ideal Applications Blog - MechGuruDocument4 pagesDifferent Types of Manufacturing Processes, Their Advantages, Disadvantages and Ideal Applications Blog - MechGuruvsdeepakchandra0% (1)
- Industrial Engineering Lecture 02Document21 pagesIndustrial Engineering Lecture 02jatinPas encore d'évaluation
- 650Document25 pages650Eldori1988Pas encore d'évaluation
- Chapter 3 Computerised Numerical Control (CNC)Document37 pagesChapter 3 Computerised Numerical Control (CNC)farizanPas encore d'évaluation
- PTC Pro ENGINEER 2001 Fundamentals of Sheetmetal Design WWDocument338 pagesPTC Pro ENGINEER 2001 Fundamentals of Sheetmetal Design WWEstuardoAPas encore d'évaluation
- Cam Lab ManualDocument14 pagesCam Lab Manualelangandhi0% (1)
- Sheet MetalDocument4 pagesSheet MetalLokesh BasappaPas encore d'évaluation
- Lab Sheet TurningDocument7 pagesLab Sheet Turningmohdiqbal93Pas encore d'évaluation
- Automation in Sheet Metal Tig Welding Process: A Case StudyDocument6 pagesAutomation in Sheet Metal Tig Welding Process: A Case StudyseventhsensegroupPas encore d'évaluation
- Bending ShapesDocument4 pagesBending ShapesramjocePas encore d'évaluation
- 26 Punch Press ToolingDocument10 pages26 Punch Press ToolingAntoine LaurentPas encore d'évaluation
- Warthog CNC Owner's ManualDocument66 pagesWarthog CNC Owner's Manualursind100% (1)
- TopSolid'CamUs PDFDocument12 pagesTopSolid'CamUs PDFBG2012Pas encore d'évaluation
- Smart Home ChaptersDocument17 pagesSmart Home Chapterschirag sharmaPas encore d'évaluation
- Appendix A - Tolerances For Impression DieDocument21 pagesAppendix A - Tolerances For Impression Diekkozak99Pas encore d'évaluation
- 980TDc CNC Turning Controller User Manual PDFDocument462 pages980TDc CNC Turning Controller User Manual PDFCarlosA.SantanaPas encore d'évaluation
- TE415 Machine Tool Probe CalibrationDocument6 pagesTE415 Machine Tool Probe CalibrationLjubo ObleščakPas encore d'évaluation
- CNC Milling Machine REPORTDocument11 pagesCNC Milling Machine REPORTMazlin Azura100% (2)
- Sinumerik OPC DA Device DriverDocument8 pagesSinumerik OPC DA Device DriverMartinPas encore d'évaluation
- Control of Stepper MotorDocument6 pagesControl of Stepper MotorypkalariyaPas encore d'évaluation
- SheetMetal DesignDocument2 pagesSheetMetal Design96chaitanya96Pas encore d'évaluation
- Mimatic Driven Toolholders Mazak PDFDocument100 pagesMimatic Driven Toolholders Mazak PDFSergio Gonzalez GuzmanPas encore d'évaluation
- MK Factory EquipmentDocument152 pagesMK Factory EquipmentironalejanPas encore d'évaluation
- MP SheetMetal PDFDocument48 pagesMP SheetMetal PDFNhan LePas encore d'évaluation
- Learn Sheet Metal Design Terminology Including Bend DeductionDocument4 pagesLearn Sheet Metal Design Terminology Including Bend DeductionSai Charan ChallapalliPas encore d'évaluation
- VC450 750 EnglishDocument31 pagesVC450 750 EnglishDragan PerovicPas encore d'évaluation
- Amity University Rajasthan: " Rico Auto Industries PVT Ltd. "Document21 pagesAmity University Rajasthan: " Rico Auto Industries PVT Ltd. "Aman SinhaPas encore d'évaluation
- Chess Pieces Manufacturing Description Part2Document10 pagesChess Pieces Manufacturing Description Part2Chanel Méndez RamírezPas encore d'évaluation
- 26 Broaching - Principles, Systems and ApplicationsDocument16 pages26 Broaching - Principles, Systems and ApplicationsPRASAD326100% (2)
- UniKL MFI 2013 - Short CourseDocument3 pagesUniKL MFI 2013 - Short Courseabdharis65Pas encore d'évaluation
- Four Axis Lesson 1 SampleDocument27 pagesFour Axis Lesson 1 SampleLuis Enrique FloresPas encore d'évaluation
- Top Solid CamDocument35 pagesTop Solid CamTB11SDPas encore d'évaluation
- Basic Concepts of Sequence Design For Cold Forging Parts.Document3 pagesBasic Concepts of Sequence Design For Cold Forging Parts.david2404Pas encore d'évaluation
- Milling: Prepared By: Dinbandhu Singh 1Document23 pagesMilling: Prepared By: Dinbandhu Singh 1Dino SinghPas encore d'évaluation
- Large Model TechniquesDocument27 pagesLarge Model TechniquesMatija RepincPas encore d'évaluation
- Die Cutting TolerancesDocument4 pagesDie Cutting TolerancesNeil LeonPas encore d'évaluation
- Lab Sheet MillingDocument5 pagesLab Sheet MillingLalang Laut BestPas encore d'évaluation
- Manufacturing Processes AssignmentDocument6 pagesManufacturing Processes AssignmentAamir RafiqPas encore d'évaluation
- Chapter 6Document56 pagesChapter 6gashawletaPas encore d'évaluation
- CNC TURNING MachineDocument14 pagesCNC TURNING MachineFaiz AhmedPas encore d'évaluation
- CNC Programming Systems PDFDocument22 pagesCNC Programming Systems PDFSurendra SainiPas encore d'évaluation
- CNC PDFDocument36 pagesCNC PDFAhmad ElsheemyPas encore d'évaluation
- CNC LAB Manual PDFDocument33 pagesCNC LAB Manual PDFrajee10133% (3)
- Duties of A Confined Space Entry AttendantDocument1 pageDuties of A Confined Space Entry AttendantSang Ka KalaPas encore d'évaluation
- FK 2015 96irDocument43 pagesFK 2015 96irSang Ka KalaPas encore d'évaluation
- Potentiality of Utilising Non-Woven Kenaf Fibre Composite For Car Door Map PocketDocument10 pagesPotentiality of Utilising Non-Woven Kenaf Fibre Composite For Car Door Map PocketSang Ka KalaPas encore d'évaluation
- 9580-Article Text-35210-1-10-20120126Document7 pages9580-Article Text-35210-1-10-20120126Sang Ka KalaPas encore d'évaluation
- Design Modelling and Impact Analysis of Polyurea Based Kevlar Hybrid Composite LaminateDocument5 pagesDesign Modelling and Impact Analysis of Polyurea Based Kevlar Hybrid Composite LaminateSang Ka KalaPas encore d'évaluation
- Ap 2 2013 - Azam TaniDocument25 pagesAp 2 2013 - Azam TaniSang Ka KalaPas encore d'évaluation
- FK 2012 138RRDocument31 pagesFK 2012 138RRSang Ka KalaPas encore d'évaluation
- Metal Forming OverviewDocument120 pagesMetal Forming OverviewSang Ka KalaPas encore d'évaluation
- All Multiple Choice Questions of Units C, DDocument1 pageAll Multiple Choice Questions of Units C, DSang Ka KalaPas encore d'évaluation
- Sheet Metal Level1 QualificationsDocument34 pagesSheet Metal Level1 QualificationsSang Ka KalaPas encore d'évaluation
- Multispot 80 Inverter Spot WeldDocument37 pagesMultispot 80 Inverter Spot WeldSang Ka KalaPas encore d'évaluation
- Tech IntroDocument12 pagesTech IntroSang Ka KalaPas encore d'évaluation
- GyroscopeDocument2 pagesGyroscopeSang Ka KalaPas encore d'évaluation
- Module 7-Material HandlingDocument74 pagesModule 7-Material HandlingSang Ka KalaPas encore d'évaluation
- ESI PMMM (Assignment 1)Document17 pagesESI PMMM (Assignment 1)Hunain Zafar100% (1)
- PIPE22Document22 pagesPIPE22Madubuaku Victor MadubuakuPas encore d'évaluation
- Chapter 9 Just-In - Time (Lean) SystemsDocument12 pagesChapter 9 Just-In - Time (Lean) Systemsasmelash gideyPas encore d'évaluation
- BMW TPM TrainingDocument68 pagesBMW TPM TrainingKawadasanPas encore d'évaluation
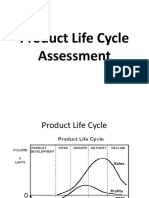
- Product Life Cycle ManagementDocument58 pagesProduct Life Cycle Managementcaptain mkPas encore d'évaluation
- Bim Adoption and Implementation For Engineering and Construction Industry Practices EnglishDocument44 pagesBim Adoption and Implementation For Engineering and Construction Industry Practices EnglishAde Bdg ChakraPas encore d'évaluation
- Pom Project: Inventory Management of Volvo Construction EquipmentDocument23 pagesPom Project: Inventory Management of Volvo Construction EquipmentPrasoon JainPas encore d'évaluation
- Manufacturing Organization and Management: BITS PilaniDocument24 pagesManufacturing Organization and Management: BITS Pilanikishorebondada78Pas encore d'évaluation
- FMS AnswersDocument8 pagesFMS AnswersAnmol SetiaPas encore d'évaluation
- Lean Production at Portakabin: HospitalsDocument4 pagesLean Production at Portakabin: HospitalsFLAVIUS222Pas encore d'évaluation
- Supply Chain Security Collateral - 2 - Transport To Avantor PDFDocument2 pagesSupply Chain Security Collateral - 2 - Transport To Avantor PDFAnonymous 75aETJ8OPas encore d'évaluation
- Quiz 1 Cost AccountingDocument3 pagesQuiz 1 Cost AccountingKryss Clyde TabliganPas encore d'évaluation
- B2B E-Commerce: Selling and Buying in Private E-MarketsDocument29 pagesB2B E-Commerce: Selling and Buying in Private E-Marketsasma246Pas encore d'évaluation
- Chapter 18 - Markets For Factors of ProductionDocument3 pagesChapter 18 - Markets For Factors of Productionlmfao7cPas encore d'évaluation
- Factors Affecting Plant Location PDFDocument2 pagesFactors Affecting Plant Location PDFCarolynPas encore d'évaluation
- GK NU POQ 503 Session 5 - DFSSDocument37 pagesGK NU POQ 503 Session 5 - DFSSSaurabh Kumar GautamPas encore d'évaluation
- BarillaDocument3 pagesBarillaMohit Pandey0% (1)
- Plastic BagsDocument39 pagesPlastic BagssnehaPas encore d'évaluation
- 5S Implementation Plan at Work PlaceDocument18 pages5S Implementation Plan at Work PlacemanishlmehtaPas encore d'évaluation
- Chapter 4 2020Document17 pagesChapter 4 2020JAEHYUK YOONPas encore d'évaluation
- Macroeconomics 6th Edition Hall Test BankDocument25 pagesMacroeconomics 6th Edition Hall Test BankCynthiaRussellxapo100% (46)
- S+S Separation and Sorting Technology GMBHDocument16 pagesS+S Separation and Sorting Technology GMBHAbdul HaiPas encore d'évaluation
- Project Governance Plan V0.2aDocument39 pagesProject Governance Plan V0.2aamit_singhal100% (3)
- International Quality Standards: Group 2Document30 pagesInternational Quality Standards: Group 2Venn Bacus RabadonPas encore d'évaluation
- Eco Project FinalDocument36 pagesEco Project FinalSakshamPas encore d'évaluation
- SAP CO MTO Scenario Product Cost by Sales Order Scenario 1611987778Document30 pagesSAP CO MTO Scenario Product Cost by Sales Order Scenario 1611987778Khan Rock on100% (3)
- Assignment 6 CH 16 OM12EDocument11 pagesAssignment 6 CH 16 OM12EMuhammad FauzanPas encore d'évaluation
- Applied Economics Long Exams 2019-20 1ST SemDocument1 pageApplied Economics Long Exams 2019-20 1ST SemDerek AsejoPas encore d'évaluation
- 01 T PsacDocument8 pages01 T PsacdeepsoulPas encore d'évaluation
- MEFA Unit 2 (CIVIL) 2-2Document18 pagesMEFA Unit 2 (CIVIL) 2-2Nageswara Rao ThotaPas encore d'évaluation
- Beginning AutoCAD® 2022 Exercise Workbook: For Windows®D'EverandBeginning AutoCAD® 2022 Exercise Workbook: For Windows®Pas encore d'évaluation
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)D'EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Évaluation : 5 sur 5 étoiles5/5 (2)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchD'EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchÉvaluation : 4 sur 5 étoiles4/5 (10)
- From Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsD'EverandFrom Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsPas encore d'évaluation
- AutoCAD 2010 Tutorial Series: Drawing Dimensions, Elevations and SectionsD'EverandAutoCAD 2010 Tutorial Series: Drawing Dimensions, Elevations and SectionsPas encore d'évaluation
- SolidWorks 2015 Learn by doing-Part 1D'EverandSolidWorks 2015 Learn by doing-Part 1Évaluation : 4.5 sur 5 étoiles4.5/5 (11)