Vous aimerez peut-être aussi
- Asme B1.10M-2004 (2014)Document28 pagesAsme B1.10M-2004 (2014)vijay pawarPas encore d'évaluation
- BS ISO 3547-6-2007 Plain Bearings. Wrapped Bushes. Measurement of Wall Thickness of Thin-Walled BushesDocument14 pagesBS ISO 3547-6-2007 Plain Bearings. Wrapped Bushes. Measurement of Wall Thickness of Thin-Walled Bushesxuanphuong2710Pas encore d'évaluation
- Asme B18.8.2 2000Document39 pagesAsme B18.8.2 2000Jesse ChenPas encore d'évaluation
- b1 20 1Document31 pagesb1 20 1Gustavo FamaPas encore d'évaluation
- As B199-1962 Undercuts and Runouts For Screw ThreadsDocument4 pagesAs B199-1962 Undercuts and Runouts For Screw ThreadsSAI Global - APACPas encore d'évaluation
- M4 Carbine SpecificationDocument56 pagesM4 Carbine SpecificationGary WilliamsPas encore d'évaluation
- Iso - 8434 3 2005Document8 pagesIso - 8434 3 2005Morez BarikaniPas encore d'évaluation
- ARNOLD - Thread Forming ScrewDocument4 pagesARNOLD - Thread Forming ScrewgirishawantiPas encore d'évaluation
- Arandelas Asme b18.22.1Document8 pagesArandelas Asme b18.22.1Beto HurtadoPas encore d'évaluation
- En Iso 6020 PDFDocument63 pagesEn Iso 6020 PDFsundyaPas encore d'évaluation
- Metric DIN 434 Square Taper Washers Technical Specifications and StandardsDocument4 pagesMetric DIN 434 Square Taper Washers Technical Specifications and StandardsRodrigoPas encore d'évaluation
- Astm A325Document8 pagesAstm A325Nacer KisyPas encore d'évaluation
- MS28774 Retainer, Packing Backup, Single Turn, PolytetrafluoroethyleneDocument6 pagesMS28774 Retainer, Packing Backup, Single Turn, Polytetrafluoroethylenemikeg927Pas encore d'évaluation
- Din 434Document1 pageDin 434RaduZapciroiuPas encore d'évaluation
- Eyenuts 00582Document5 pagesEyenuts 00582Mohammad Lavasani100% (1)
- DIN 3016 P-Clip Form D SpecificationsDocument2 pagesDIN 3016 P-Clip Form D Specificationssrushti100% (1)
- Asme B18.2.3.1Document32 pagesAsme B18.2.3.1rcktechPas encore d'évaluation
- API VS AGMA GEAR STANDARDS COMPARISON AND GUIDELINESDocument14 pagesAPI VS AGMA GEAR STANDARDS COMPARISON AND GUIDELINESSabbehe RehmanPas encore d'évaluation
- Asme B18.8.1 Clvis PinsDocument4 pagesAsme B18.8.1 Clvis Pinsquality0% (2)
- Asme B18.30.1M-2000 (2010)Document28 pagesAsme B18.30.1M-2000 (2010)vijay pawarPas encore d'évaluation
- Asme B107.1-2002Document26 pagesAsme B107.1-2002noahb110Pas encore d'évaluation
- Hexagon Head Screws With Metric Fine Pitch Thread - Product Grades Aandb (First Revision)Document15 pagesHexagon Head Screws With Metric Fine Pitch Thread - Product Grades Aandb (First Revision)kumar QAPas encore d'évaluation
- Iso 14705 2016 en PDFDocument8 pagesIso 14705 2016 en PDFponorPas encore d'évaluation
- European Standard Norme Europeenne Europaische Norm: Ultrasonic Testing of $teel BarsDocument13 pagesEuropean Standard Norme Europeenne Europaische Norm: Ultrasonic Testing of $teel BarspraveenPas encore d'évaluation
- Surface Vehicle Standard: Rev. SEP1997Document11 pagesSurface Vehicle Standard: Rev. SEP1997Angel HernándezPas encore d'évaluation
- Lock Nutand Shaft DimensionsDocument2 pagesLock Nutand Shaft DimensionsLorettaMayPas encore d'évaluation
- Synchronous Belt Drives - Automotive PulleysDocument14 pagesSynchronous Belt Drives - Automotive Pulleystv-locPas encore d'évaluation
- Iso 2768 EnglishDocument3 pagesIso 2768 EnglishfethiaktuncPas encore d'évaluation
- Asme B16.45 (1998)Document19 pagesAsme B16.45 (1998)Augusto ManuelPas encore d'évaluation
- DIN 128 A - Split Spring Washers, Curved, Form ADocument6 pagesDIN 128 A - Split Spring Washers, Curved, Form ASantosh100% (1)
- Iso 7379 1983Document8 pagesIso 7379 1983balamurugan100% (1)
- DIN en 10305-3-Steel Tubes For Precision Applications-Technical Delivery ConditionsDocument23 pagesDIN en 10305-3-Steel Tubes For Precision Applications-Technical Delivery ConditionsGökhan ÇiçekPas encore d'évaluation
- Ti Spec ANSI B1.8 1988 Contents PDFDocument2 pagesTi Spec ANSI B1.8 1988 Contents PDFDanang PrasetioPas encore d'évaluation
- Din en 1663-EnDocument9 pagesDin en 1663-EnThiago GoncalvesPas encore d'évaluation
- Sae J343-2010 PDFDocument9 pagesSae J343-2010 PDFRavichandran DPas encore d'évaluation
- Sae J200-Epdm-Ts5 - Google SearchDocument2 pagesSae J200-Epdm-Ts5 - Google SearchJessica ApalinPas encore d'évaluation
- DIN - 17230-1980 - Ball and Roller Bearing SteelsDocument20 pagesDIN - 17230-1980 - Ball and Roller Bearing SteelswilliansakumaPas encore d'évaluation
- Is Iso 6547 1981Document9 pagesIs Iso 6547 1981Govind RaoPas encore d'évaluation
- A952A952MDocument7 pagesA952A952MSoumya ChatterjeePas encore d'évaluation
- Asme B18.18.2M R1999Document16 pagesAsme B18.18.2M R1999Gerardo Rivera100% (1)
- Ship Hydraulic System Design Criteria StandardDocument23 pagesShip Hydraulic System Design Criteria StandardJoaquina_JoaquinaPas encore d'évaluation
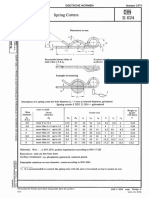
- DIN 11024 - Spring Cotters PDFDocument1 pageDIN 11024 - Spring Cotters PDFthisisjineshPas encore d'évaluation
- Saej 356 V 002Document7 pagesSaej 356 V 002Evandro Luis GomesPas encore d'évaluation
- Ansi ABMA11Document23 pagesAnsi ABMA11Andres Antonio Moreno CastroPas encore d'évaluation
- Din 3760 KeçeDocument13 pagesDin 3760 KeçeUfuk YürekPas encore d'évaluation
- En10083 2Document2 pagesEn10083 2Sezgin BayrakPas encore d'évaluation
- NGT Thread Series: Total Solution For Thread GaugingDocument2 pagesNGT Thread Series: Total Solution For Thread Gaugingrenebb100% (1)
- Astm d5648Document2 pagesAstm d5648Anonymous 1HFV185Sl4Pas encore d'évaluation
- Iso 14582 - Hexalobular Socket Countersunk Flat Head Screws, High Head PDFDocument5 pagesIso 14582 - Hexalobular Socket Countersunk Flat Head Screws, High Head PDFMitesh MakvanaPas encore d'évaluation
- En 10139Document2 pagesEn 10139releone11Pas encore d'évaluation
- Iso 104-2002 PDFDocument20 pagesIso 104-2002 PDFsandip277Pas encore d'évaluation
- ISO 5753 Rolling BearingsDocument9 pagesISO 5753 Rolling BearingsPaul Malpartida PalaciosPas encore d'évaluation
- BS 00093-2008Document26 pagesBS 00093-2008Sith SopanhaPas encore d'évaluation
- Asme B5.1M-1985 (2014)Document18 pagesAsme B5.1M-1985 (2014)vijay pawar100% (1)
- Asme B107.1-2002Document26 pagesAsme B107.1-2002PunkR0ckz100% (1)
- Asme B29.2M-1982 (R1999)Document49 pagesAsme B29.2M-1982 (R1999)Stefano de Alberti100% (1)
- Flexible Chain Couplings: An American National StandardDocument14 pagesFlexible Chain Couplings: An American National StandardMarko's Brazon'Pas encore d'évaluation
- Asme b16 9 2003Document50 pagesAsme b16 9 2003alokbdas100% (1)
- previews-ASME Y14-38 2007 R2013 Pre PDFDocument9 pagespreviews-ASME Y14-38 2007 R2013 Pre PDFlcs_w40% (5)
- B5-1M R2004 E1985 PDFDocument13 pagesB5-1M R2004 E1985 PDFVictor CaetanoPas encore d'évaluation
- Maureen L. Walsh - Re-Imagining Redemption. Universal Salvation in The Theology of Julian of NorwichDocument20 pagesMaureen L. Walsh - Re-Imagining Redemption. Universal Salvation in The Theology of Julian of NorwichAni LupascuPas encore d'évaluation
- CANAL (T) Canal Soth FloridaDocument115 pagesCANAL (T) Canal Soth FloridaMIKHA2014Pas encore d'évaluation
- 11bg USB AdapterDocument30 pages11bg USB AdapterruddyhackerPas encore d'évaluation
- Motor Wiring Diagram: D.C. Motor ConnectionsDocument1 pageMotor Wiring Diagram: D.C. Motor Connectionsczds6594Pas encore d'évaluation
- 07.03.09 Chest Physiotherapy PDFDocument9 pages07.03.09 Chest Physiotherapy PDFRakesh KumarPas encore d'évaluation
- GLOBAL Hydro Turbine Folder enDocument4 pagesGLOBAL Hydro Turbine Folder enGogyPas encore d'évaluation
- Garlic Benefits - Can Garlic Lower Your Cholesterol?Document4 pagesGarlic Benefits - Can Garlic Lower Your Cholesterol?Jipson VarghesePas encore d'évaluation
- Madu Rash Tak AmDocument4 pagesMadu Rash Tak AmAdv. Govind S. TeharePas encore d'évaluation
- Certificate Testing ResultsDocument1 pageCertificate Testing ResultsNisarg PandyaPas encore d'évaluation
- Peptic Ulcer Disease: Causes, Symptoms and TreatmentDocument24 pagesPeptic Ulcer Disease: Causes, Symptoms and TreatmentOktaviana Sari Dewi100% (1)
- Sayre Materia Medica-3Document87 pagesSayre Materia Medica-3ven_bams5840Pas encore d'évaluation
- Application of Fertility Capability Classification System in Rice Growing Soils of Damodar Command Area, West Bengal, IndiaDocument9 pagesApplication of Fertility Capability Classification System in Rice Growing Soils of Damodar Command Area, West Bengal, IndiaDr. Ranjan BeraPas encore d'évaluation
- مقدمةDocument5 pagesمقدمةMahmoud MadanyPas encore d'évaluation
- NDE Procedure - Radiographic TestingDocument43 pagesNDE Procedure - Radiographic TestingJeganeswaranPas encore d'évaluation
- The Simple PendulumDocument5 pagesThe Simple PendulumDexter TorringtonPas encore d'évaluation
- Aortic Stenosis, Mitral Regurgitation, Pulmonary Stenosis, and Tricuspid Regurgitation: Causes, Symptoms, Signs, and TreatmentDocument7 pagesAortic Stenosis, Mitral Regurgitation, Pulmonary Stenosis, and Tricuspid Regurgitation: Causes, Symptoms, Signs, and TreatmentChuu Suen TayPas encore d'évaluation
- Is.4162.1.1985 Graduated PipettesDocument23 pagesIs.4162.1.1985 Graduated PipettesBala MuruPas encore d'évaluation
- Effective Time ManagementDocument61 pagesEffective Time ManagementTafadzwa94% (16)
- APLICACIONES PARA AUTOS Y CARGA LIVIANADocument50 pagesAPLICACIONES PARA AUTOS Y CARGA LIVIANApancho50% (2)
- De Thi HSG Tinh Binh PhuocDocument9 pagesDe Thi HSG Tinh Binh PhuocDat Do TienPas encore d'évaluation
- HSC 405 Grant ProposalDocument23 pagesHSC 405 Grant Proposalapi-355220460100% (2)
- ASA 2018 Catalog WebDocument48 pagesASA 2018 Catalog WebglmedinaPas encore d'évaluation
- Effect of Some Algal Filtrates and Chemical Inducers On Root-Rot Incidence of Faba BeanDocument7 pagesEffect of Some Algal Filtrates and Chemical Inducers On Root-Rot Incidence of Faba BeanJuniper PublishersPas encore d'évaluation
- Introduction To Finite Element Methods (2001) (En) (489s)Document489 pagesIntroduction To Finite Element Methods (2001) (En) (489s)green77parkPas encore d'évaluation
- Aircraft Design Project 2Document80 pagesAircraft Design Project 2Technology Informer90% (21)
- The Art of Now: Six Steps To Living in The MomentDocument5 pagesThe Art of Now: Six Steps To Living in The MomentGiovanni AlloccaPas encore d'évaluation
- BCP-8000 User's ManualDocument36 pagesBCP-8000 User's ManualAsad PatelPas encore d'évaluation
- Chap06 (6 24 06)Document74 pagesChap06 (6 24 06)pumba1234Pas encore d'évaluation
- Helmitin R 14030Document3 pagesHelmitin R 14030katie.snapePas encore d'évaluation
- Railway Airport Docks and HarbourDocument21 pagesRailway Airport Docks and HarbourvalarmathibalanPas encore d'évaluation