Vous aimerez peut-être aussi
- Se ParadorDocument1 pageSe ParadorAngela Centofanti RodriguezPas encore d'évaluation
- PLANIFICADORDocument1 pagePLANIFICADORAngela Centofanti RodriguezPas encore d'évaluation
- FialidadDocument1 pageFialidadAngela Centofanti RodriguezPas encore d'évaluation
- COQUEDocument1 pageCOQUEAngela Centofanti RodriguezPas encore d'évaluation
- ANALISISDocument1 pageANALISISAngela Centofanti RodriguezPas encore d'évaluation
- ALCANCEDocument1 pageALCANCEAngela Centofanti RodriguezPas encore d'évaluation
- Prevent IvoDocument1 pagePrevent IvoAngela Centofanti RodriguezPas encore d'évaluation
- PLANIFICADORDocument1 pagePLANIFICADORAngela Centofanti RodriguezPas encore d'évaluation
- CTGIM - 06 - Hoja de Correcciones de Proyecto PDFDocument1 pageCTGIM - 06 - Hoja de Correcciones de Proyecto PDFAngela Centofanti RodriguezPas encore d'évaluation
- BOMASDocument2 pagesBOMASAngela Centofanti RodriguezPas encore d'évaluation
- EntDocument2 pagesEntAngela Centofanti RodriguezPas encore d'évaluation
- Resumen CriticoDocument1 pageResumen CriticoAngela Centofanti RodriguezPas encore d'évaluation
- Inter Cambiado RDocument2 pagesInter Cambiado RAngela Centofanti RodriguezPas encore d'évaluation
- MTTO1Document1 pageMTTO1Angela Centofanti RodriguezPas encore d'évaluation
- Practica1 Balance de Energia Con CaloresDocument2 pagesPractica1 Balance de Energia Con CaloresAngela Centofanti RodriguezPas encore d'évaluation
- Planilla Liberacion HipotecaDocument2 pagesPlanilla Liberacion HipotecaMayary Betancourt Montilla100% (1)
- Aplicacion Del Analisis Estadistico Gestion MantenimientoDocument54 pagesAplicacion Del Analisis Estadistico Gestion MantenimientoAngela Centofanti RodriguezPas encore d'évaluation
- Digital 29335Document95 pagesDigital 29335FranciscoVidalPas encore d'évaluation
- Encuentro CienciasDocument5 pagesEncuentro CienciasFreddy FloresPas encore d'évaluation
- ZDocument3 pagesZAngela Centofanti RodriguezPas encore d'évaluation
- KSDKFJSDHKFDocument10 pagesKSDKFJSDHKFAngela Centofanti RodriguezPas encore d'évaluation
- 18 Articulo Marlon Hernandez CDocument8 pages18 Articulo Marlon Hernandez COdalusca Salinas AquiasPas encore d'évaluation
- Presentación para El Cuarto Parcial Tema 1. Banco de TubosxDocument41 pagesPresentación para El Cuarto Parcial Tema 1. Banco de TubosxArelis RodríguezPas encore d'évaluation
- CTGIM - 20 - Aceptacion Del Tutor Académico PDFDocument1 pageCTGIM - 20 - Aceptacion Del Tutor Académico PDFAngela Centofanti RodriguezPas encore d'évaluation
- TablaDocument17 pagesTablaAngela Centofanti RodriguezPas encore d'évaluation
- Si-s-22.Investigacion de Accidentes e IncidentesDocument36 pagesSi-s-22.Investigacion de Accidentes e IncidentesJenny Katerine Rodarie Gallegos100% (1)
- Válvulas de Control PDFDocument49 pagesVálvulas de Control PDFReNyy ChowPas encore d'évaluation
- Brochure - Valves For Oil & Gas Industries (ES) .Document28 pagesBrochure - Valves For Oil & Gas Industries (ES) .Elizabeth Villarroel TorricoPas encore d'évaluation
- Medision de Peso para Las PersonasDocument1 pageMedision de Peso para Las PersonasAngela Centofanti RodriguezPas encore d'évaluation
- Micelas CMC LangmuirDocument6 pagesMicelas CMC LangmuirAle HZaPas encore d'évaluation
- Capitulo11 CalorDocument11 pagesCapitulo11 Calorocazal1956100% (5)
- Monografia Eco DooplerDocument57 pagesMonografia Eco DooplerJeffersonSanchezCarvallo100% (5)
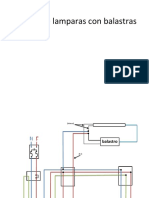
- Diagramas de Lamparas Con BalastrasDocument19 pagesDiagramas de Lamparas Con BalastrasJosePas encore d'évaluation
- GeometriaDocument4 pagesGeometriaGILMER TALAPas encore d'évaluation
- Curvas Nivel Funciones 3DDocument4 pagesCurvas Nivel Funciones 3DChristopher Andrés Corcuera Zabarburú0% (2)
- Atlas Del UniversoDocument58 pagesAtlas Del UniversodvdtorresPas encore d'évaluation
- Taxas relacionadas em problemas de engenharia e físicaDocument3 pagesTaxas relacionadas em problemas de engenharia e físicaSCDPas encore d'évaluation
- Trabajo Encargado MeteoroDocument27 pagesTrabajo Encargado MeteoroAna GarciaPas encore d'évaluation
- Norma Chilena 1198 Madera Construcción Con Madera PDFDocument178 pagesNorma Chilena 1198 Madera Construcción Con Madera PDFecheverria1100% (3)
- TAREA 9: Fundamentos de ElectrotecniaDocument4 pagesTAREA 9: Fundamentos de ElectrotecniaLuis Matias Carreño CarreñoPas encore d'évaluation
- Lab. N01 Valoración de Ácido FuerteDocument7 pagesLab. N01 Valoración de Ácido FuerteyonelPas encore d'évaluation
- Práctica 3 QuímicaDocument11 pagesPráctica 3 QuímicaChristopher Daniel Intriago BernoulliPas encore d'évaluation
- Informe ElectricidadDocument8 pagesInforme ElectricidadJulián LeónPas encore d'évaluation
- Especificaciones TecnicasDocument191 pagesEspecificaciones TecnicasAndrei ParedesPas encore d'évaluation
- Guia de Lab. de OPUS IDocument45 pagesGuia de Lab. de OPUS Igabriel gutierrezPas encore d'évaluation
- Unidades Del Sistema InternacionalDocument18 pagesUnidades Del Sistema InternacionalwilfredoPas encore d'évaluation
- Ficha McuDocument2 pagesFicha Mcuisaki27Pas encore d'évaluation
- 1° INFORME PotenciometroDocument3 pages1° INFORME PotenciometroAle XanderPas encore d'évaluation
- Enlace Químico OriginalDocument4 pagesEnlace Químico OriginalMtra Sofy ChaconPas encore d'évaluation
- Puente de Kelvin Simple DobleDocument5 pagesPuente de Kelvin Simple DobleKevin CruzPas encore d'évaluation
- TALLER 14 Investiguemos FisicaDocument7 pagesTALLER 14 Investiguemos FisicaCamila Avila100% (2)
- Quiz 1 - Semana 3 - CB - FISICA II - (Grupo1 Santiago)Document5 pagesQuiz 1 - Semana 3 - CB - FISICA II - (Grupo1 Santiago)christiamPas encore d'évaluation
- Frasco de Mariotte: Electrización por frotaciónDocument18 pagesFrasco de Mariotte: Electrización por frotaciónRonal AHPas encore d'évaluation
- Festival Academico 2013, Etapa EstatalDocument20 pagesFestival Academico 2013, Etapa EstatalM. en C. Arturo Vázquez CórdovaPas encore d'évaluation
- Combinaciones RGB de Imágenes Satélite Landsat y SentinelDocument10 pagesCombinaciones RGB de Imágenes Satélite Landsat y SentinelYORI EDISON VASQUEZ SALAMANCAPas encore d'évaluation
- T3 Campo Electrico Potencial+EDocument164 pagesT3 Campo Electrico Potencial+EImanol Figuero ParrasPas encore d'évaluation
- Matriz Varianza - Docx 2Document5 pagesMatriz Varianza - Docx 2Altagracia MLPas encore d'évaluation
- Estratos de CrecimientoDocument8 pagesEstratos de CrecimientoNelson LizarazoPas encore d'évaluation
- La hipérbola y sus elementosDocument18 pagesLa hipérbola y sus elementosDiego BenitesPas encore d'évaluation