Académique Documents
Professionnel Documents
Culture Documents
Function and Process Modeling For Integrated Product and PDF
Transféré par
ReodhyHamzahTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Function and Process Modeling For Integrated Product and PDF
Transféré par
ReodhyHamzahDroits d'auteur :
Formats disponibles
Journal of Manufacturing Systems 36 (2015) 203215
Contents lists available at ScienceDirect
Journal of Manufacturing Systems
journal homepage: www.elsevier.com/locate/jmansys
Technical Paper
Function and process modeling for integrated product and
manufacturing system platforms
Marcel T. Michaelis a, , Hans Johannesson a , Hoda A. ElMaraghy b
a
b
Department of Product and Production Development, Chalmers University of Technology, 41296 Gothenburg, Sweden
Intelligent Manufacturing Systems (IMS) Centre, University of Windsor, 401 Sunset Avenue, Windsor, ON, Canada N9B 3P4
a r t i c l e
i n f o
Article history:
Received 16 May 2013
Received in revised form 17 June 2014
Accepted 18 June 2014
Available online 15 July 2014
Keywords:
Platform development
Functional modeling
Axiomatic Design
Theory of Domains
Function-Means Modeling
Domain mapping
a b s t r a c t
Manufacturing companies face increasingly tougher individual customer requirements that force them to
revise conceptual solutions for the redesigning of products. This situation limits the reuse of ready-made
components and requires physical changes to the manufacturing system. In these settings, platforms
must be prepared with greater exibility to allow development over time. The corresponding platform
models need to include conceptual considerations for products and manufacturing systems. The literature advocates functional modeling to capture these considerations but applies it separately to either
the product domain or to the manufacturing domain. Further, its relationship to manufacturing processes is not expounded. Thus, functional modeling falls short of its potential to facilitate the integrated
development of products and manufacturing systems.
This paper puts forth an integrated platform model using functional modeling to capture the conceptual
considerations for products and manufacturing systems together with the manufacturing processes. The
model is tested for consistency and then illustrated by studying a real case example from the automotive industry modeled according to the approach suggested. The example shows that the model
facilitates an understanding of the design of products and their manufacturing systems, including functions shared across domains and across lifecycle phases. Thus, the model is proposed for the conceptual
phase of designing, aimed at reusing and redesigning components, machinery, manufacturing processes
and design solutions.
2014 The Society of Manufacturing Engineers. Published by Elsevier Ltd. All rights reserved.
1. Introduction
Companies in the manufacturing industry are faced with numerous challenges related to change and variation. These challenges
include [1]:
-
Increasing frequency in the introduction of new products
Changing in parts of existing products
Large uctuations in product demand and mix
Changes in government regulations (safety and environment)
Changes in process technology
While facing these challenges, companies must continue to
strive for more efciency, product variety and customization. As
shown for example by the car industry, this goal can be achieved
Corresponding author. Tel.: +46 700771200.
E-mail addresses: marcel.michaelis@gmail.com,
marcelm@chalmers.se (M.T. Michaelis).
by developing different car models on the same underbody design
and by assembling pre-designed parts to customer order. For other
manufactured products, this platform-based development is useful
to achieve the combined efcient reuse across variants [2]. In these
cases, a platform can be dened as a set of subsystems and interfaces developed to form a common structure from which a stream
of derivative products can be efciently developed and produced
[3, p. xii].
The success of a platform depends on a companys ability to
maintain stable interfaces over time until a new platform has been
developed. Moreover, such platforms and their emerging product
variety must be sustained by efcient manufacturing systems, i.e.,
the physical technical systems that carry out the production of the
products, including the factory, facilities, workstations, machines,
tools, and operators.
However, there exist factors that prevent static interfaces or,
alternatively, shorten the lifetime of a platform, thus limiting the
applicability of these conventional platforms. For example, the
increasing frequency in the introduction of new products accumulates incremental changes to the products and manufacturing
http://dx.doi.org/10.1016/j.jmsy.2014.06.012
0278-6125/ 2014 The Society of Manufacturing Engineers. Published by Elsevier Ltd. All rights reserved.
204
M.T. Michaelis et al. / Journal of Manufacturing Systems 36 (2015) 203215
systems that ultimately exceed the scope of the platform. Likewise,
extensive redesigning from one customer to the next due to tough
individual customer requirements limits the reuse of ready-made
components and requires physical changes to the manufacturing
system, as for instance reported for a supplier in the aerospace
industry [4]. In such settings, platforms must be prepared with
greater exibility to allow development over time [5].
The platform contents must be captured in models that
encompass earlier conceptual considerations for products and
manufacturing systems, representing the output of the conceptual
design phases. From a product-centered perspective, this phase
is dened as elaborating solutions by identifying the essential
problems through abstraction, by the establishment of function
structures and by the search for appropriate working principles
and their combination [6, p. 57]. Seen from the manufacturing perspective, this phase concerns the determination of manufacturing
operations, selection or initial design of machines to provide the
required operations, determination of the type of manufacturing
systems and identication of possible material handling systems
[7, p. 300].
Conceptual considerations thus include decompositions of functional requirements and solutions to these requirements. Together
they express the design rationale, which can be dened as the information about why an artifact is designed the way it is [8]. Moreover,
conceptual considerations involve manufacturing processes that
link products with manufacturing systems [9,10]. Manufacturing
processes include a series of process steps that through the transformation of raw materials and unnished components leads to
the realization of a product. Hereafter these steps are referred to as
manufacturing operations, or simply operations.
Finally, the partial reuse of existing components and machinery
must be evaluated on the basis of how they relate to overall functionality and performance. For this purpose, their architecture must
be understood. This will be dened as the scheme by which the
functions of a system are allocated to physical components (as an
adaptation of the denition of product architecture by Ulrich [11]).
Manufactured products and the manufacturing systems that
produce them are multi-technological systems that consist of different types of hardware subsystems (e.g., mechanic, hydraulic and
electronic hardware) and software subsystems. These systems and
their subsystems interact with each other and with the surrounding environment [12] during the different phases of their lifecycles
in so-called lifecycle meetings [13]. In particular, the interactions
between the product and the manufacturing system during the
manufacture of a product must be understood and managed during
and after the conceptual design phases because these interactions
govern how the product and manufacturing system mutually affect
each other. A change in a product may require new tools for its
manufacture or a product may require modication to allow the
implementation of a more efcient manufacturing sequence.
In general, a platform model to support product development
over time must be a sufciently information-rich and adaptable
source of knowledge to enable the effective and efcient generation of quality assured variants. The products and manufacturing
systems of the platform must be developed to a level of maturity
and expressed by means of an artifact model that allows for reuse
or redesign [5]:
- to develop new platform systems aimed at original or updated
settings
- to extend original or previously required functionality and performance
- for the ordered conguration of quality assured variants within
platform limits.
This paper focuses on development related to the rst two
points. Thus, it aims to support platform-based development in
settings that require redesigning and revisiting of conceptual considerations rather than being limited to the reuse of ready-designed
components. To achieve this objective, it examines the possibility of integrating product and manufacturing system descriptions
into one integrated platform model. Specically, it focuses on
supporting these conceptual considerations rather than providing comprehensive solutions that include and extend to detailed
designing of the product and manufacturing system and detailed
manufacturing process planning.
2. State of the art
The literature addresses the designing of products and manufacturing systems from two different perspectives. The rst
perspective regards both as artifacts designed for the generic
purpose of transforming inputs into outputs [14]. The second
perspective acknowledges both their differences and inherent
relationship; typically, only one manufacturing system is built
to manufacture many individual products. Both perspectives are
reected, specically elaborating on the methods aimed at supporting conceptual design processes of products and manufacturing
systems.
2.1. Modeling functions and solutions
The representation of the design rationale of a system and its
functional decomposition is addressed by various methods. One of
these methods, Function-Means Modeling, captures the designs of
technical systems and their rationale to create a decomposition of
functions by alternating the means used to solve these functions
[15,16]. It distinguishes between functional requirements (FR) that
are solved by various means and non-functional constraints (C)
that limit the means selected [17]. Each means accomplishes a single function, whereas several constraints can limit its selection. As
carriers of functionality, means are also known as organs [14] or
design solutions (DS) [5]. By adding alternative means and supplementary design information, Function-Means models are enhanced
and rened [18]. Fig. 1 schematically illustrates a Function-Means
tree involving modeling elements as different relationship types.
However, manufacturing processes are not addressed through
Function-Means Modeling.
In contrast to this, Axiomatic Design connects the product
design to manufacturing processes by using so-called process variables [19]. Expansions achieve an objective-solution mapping for
the product and its manufacturing process separately [20,21] without explaining the manufacturing system in functional terms. Other
adaptations of Axiomatic Design consider the functional decomposition of a manufacturing system [22,23] without extending it to
product design.
Neither Function-Means Modeling nor Axiomatic Design
address how the functions of the products or functions of the
manufacturing system are mapped or linked to existing product components and existing machinery, i.e., the architecture. The
means, design parameters and process variables express this information indirectly without explicitly including existing product
components and machinery.
2.2. Design solutions and parts
Connecting existing product components and machinery to
conceptual solutions leads to causal relationships between the
modeling elements. Whereas a single design solution accomplishes
M.T. Michaelis et al. / Journal of Manufacturing Systems 36 (2015) 203215
205
Documents
FR1
isb
C1a
icb
DS1
ipmb
ipmb
rf
FR
Functional requirement
DS
Design solution
Attribute lists
External models
rf
Constraint
isb: An FR is_solved_by a DS
rf: A DS requires_function FR
FR11
isb
FR12
C11a
C12a
isb icb
icb
iib
DS11a
DS12a
icb: A DS is_constrained_by a C
ipmb: A C is_partly_met-by a DS
iib: Fulfillment of an FR is_influenced_by a DS
iw: A DS interacts_with a DS
iw
Fig. 1. Enhanced Function-Means tree with linked information items [17].
a single function, there are three different cardinalities in the relationship between parts and functions:
- One-to-one: A part accomplishes a single function and is congruent with the design solution.
- One-to-many: Several parts that are spatially conned accomplish a single function (e.g., neighboring parts in a labyrinth seal).
- Many-to-one: One part accomplishes several functions (e.g., the
two ends of a claw hammer). This last case of cardinality is also
called function sharing [24].
As part of the Theory of Domains [25], this distinction is directly
implemented in the Chromosome Model. From a product perspective, it differentiates between a process domain, a function domain,
an organ domain and a part domain. Further, it proposes a production domain with process elements. Thus, the Theory of Domains
proposes a relationship model that connects elements from one
domain to the elements from another domain. An example of such
a relationship would be an organ that is realized by a component
produced by a manufacturing process.
The Theory of Domains also frames the concept of function more
broadly to express purpose in general rather than understanding it
as a transformation of an operand [26]. A bookshelf supporting the
weight of a book can thus also be regarded as accomplishing a function. This kind of purpose function can express a type of functionality
not connected to a process and corresponds to how functions are
understood in Function-Means Modeling.
2.3. Modeling for changing requirements
The desire to capture and manage the variety in products and
manufacturing systems is a driver for related work on integrated
models of products and their manufacture. Ahmad et al. [27]
devised a model that can be used to assess the impact of changes
introduced to products, including requirements, functions, components and a detailed design process. The Extended Product Family
Master Plan by Kvist [28] and the object-oriented manufacturing
process modeling by Zhang [29] connect manufacturing processes
to product platform structures. However, these methods do not
explicitly address the design of a manufacturing system.
In contrast to the above, the co-evolution model of products and
their manufacturing systems by AlGeddawy and ElMaraghy [30]
allows tracing their historical co-development to predict and synthesize future congurations of both. It was inspired by the eld of
biology and focuses on the distinguishing features of products and
manufacturing systems by representing them jointly in branching
diagrams.
Moreover, the congurable component framework, originally
proposed by Claesson [31], represents technical systems and the
respective subsystems and has been proposed to build integrated
models of the product and manufacturing system. The framework
is an object-oriented methodology that captures products, manufacturing systems and their design solutions and design rationale.
The congurable component framework aims at addressing similar challenges as the authors of this paper and is thus treated more
thoroughly in the following sections.
2.4. The congurable component framework
Claesson [31] proposed to describe the elements of the platforms that are subject to reuse and redesign by generic building
blocks termed congurable components (CCs). CCs can model technical systems in general, hereafter referred to as systems, including
products and manufacturing systems. Depending on the level of
detail, a single CC can represent entire product platforms, congurable products or manufacturing systems, product assemblies or
manufacturing machines, physical parts or form features, to name
a few. Moreover, a CC can represent non-physical systems, such as
software systems.
Each CC is composed of CCs that solve several functions required
by the super system. It uses Function-Means trees, to capture information about the system solution and the means by which system
variants are composed [3234]. The information between CCs is
exchanged in a standardized way via the control interface, the
composition set, and the interface set as shown in the schematic
illustration of a CC structure in Fig. 2.
The composition set and the control interface describe how a
higher-level CC is composed of other CCs, for example. In Fig. 2,
CC12 is composed of CC121 and CC122 . The composition elements
(i.e., external CCs) implement design solutions requested by the
CC Function-Means tree and congured by variant parameters. An
interaction links two or more CCs via their respective interfaces.
The interfaces and interactions together constitute the interactionmodeling concept of the congurable component framework. In
Fig. 2, CC121 and CC122 interact via their interfaces while the
interaction is governed by CC122 . This representation mirrors the
interaction of physical interfaces, such as an interaction between
a product component and a manufacturing tool. These interfaces
are governed by variant parameters in their CC representation and
206
M.T. Michaelis et al. / Journal of Manufacturing Systems 36 (2015) 203215
CC1
CC12
icu
CC11
CC12
I/F
CI
VP(VPV1i)
IA
icb
icu
CC111
icu
Configurable component
DR
Design rationale
I/F
Interface
IA
Interaction
CI
Control interface
CS
Composition set
DS
CC121
iaio
iaio
CS
CEn(VPV2i), CEn+1(VPV3 i)
CC122
CI
VP(VPV2 i)
FR
FR
FR
DS
DS
DS
icu
icu
CC121
CC
FR
CC122
CC113
CC112
DR
Ca, Cb, Cn
I/F
I/F
CE: Composition element
CI
VP(VPV3 i)
IA
VP: Variant parameter
VPV: Variant parameter value
FR: Functional requirement
DS: Design solution
C: Constraint
icu: is_composed_using
iaio: is_an_implementation_of
icb: is_constrained_by
Fig. 2. Composition of congurable components with encapsulated elements and relationship types. Adapted from [31].
are thus congurable [12]. All elements are encapsulated in the CC
building block.
As the gure indicates, several congurable components can be
combined to represent a system platform. Multiple system variants can be derived from this platform description. The variation
ranges of the congurable components involved are called design
bandwidths [35] and determine the feasible system variants. Thus,
they dene the limits of the solution space and, consequently, the
scope of the system family that may be derived from the platform.
Further, an expansion of the framework was proposed to model the
behavior of a CC [12]. The manufacturing processes of a manufacturing system constitute examples of such behavior. The behavior
is captured by state transition models in CCs. However, how the
steps in the state models connect to remaining modeling elements
in the CC remains to be further investigated.
3. Research approach
The industrial challenges presented above provide the general
problem basis for the research in this paper. As proposed in the literature, the modeling of products and manufacturing systems into an
integrated model can contribute to alleviating some of these challenges. Therefore, the research presented investigates the notion
of an integrated model for development in the concept phase by
using available modeling methods whenever possible and amending them where required.
Specically, the Function-Means formalism [16,18] and the congurable component framework [31] have been selected for their
ability to capture the results of the concept phase of development,
including the design rationale. The focus was set on the modeling elements function and design solution. Further, ideas from the
Theory of Domains [25] have been selected as modeling elements,
including parts, assemblies, and manufacturing processes. Together,
the proposed modeling elements capture conceptual considerations or existing components and machinery in technical systems,
such as manufactured products and manufacturing systems. The
idea is to capture the design of both systems into an integrated
model as opposed to creating two independent models. For the purpose of advancing this idea, the following question was formulated:
How can products and manufacturing systems be represented in an
integrated platform model, including functions, design solutions,
physical components and manufacturing operations, in order to
support development during the concept phase?
Addressing this question, an integrated model was developed
through an iterative process by trying to connect modeling elements in different ways and by testing these approaches for
consistency using simple examples. Following this, a specic manufacturing system and its respective product were studied and then
modeled according to the proposed model.
The selection of the case example was guided by a suggestion from the company where the study was conducted and by
the twofold function of the case example. First, the case example
provided empirical data to test whether a consistent model of a
real manufacturing system and product could be built based on
the approach. Second, the case is used in this paper to illustrate
details of the modeling approach. However, its purpose was not to
further analyze the industrial challenge or to demonstrate the usefulness of the model in a full-scale development project. The case
example will be presented and discussed in the second half of this
paper.
The data sources for this case included the physical products
and production facilities, product and production documentation,
in addition to informal interviews with engineers from the Engineering Design Department and engineers and operators from the
Production Department at the company manufacturing the product.
Visits to the factory were accompanied by manufacturing engineers in charge of operation and maintenance of the manufacturing
systems. The systems were observed in operation and operators
and engineers were interviewed about the functionality of the
systems to gain an understanding of the function of each subsystem and component of the manufacturing system and how these
elements contribute to handling and transforming parts of the
product.
M.T. Michaelis et al. / Journal of Manufacturing Systems 36 (2015) 203215
Further, the design engineer in charge of the product was
interviewed. To assist the interview, the engineer used the
Computer-Aided Design model of the product to explain all aspects
of its overall mechanical structure and constituent parts. Moreover,
the product was studied in use after it had been further processed
and integrated into the nal product to be delivered to the customer. Similar to the analysis of the manufacturing system, the
goal was to understand the function of each subsystem and product
component and how these elements provide functionality during
the use phase.
As the company had not established a functional decomposition of either its manufacturing system or product, the raw data
collected did not comply with the formalism of the approach. Thus,
these data had to be reinterpreted as functions and design solutions.
In essence, the Function-Means trees were established following
a top-down approach, starting by dening higher-level functions
and design solutions before successively continuing to lower-level
functions and solutions. Thereafter, the operations and component
structures were dened and linked to the trees. Rather than following a linear procedure, the modeling had to be carried out iteratively
as the understanding of the product and the manufacturing system
increased and inconsistencies were removed. Upon completion, the
model was presented to the company engineers to check whether
any misconceptions about the manufacturing systems or the product had been incorporated in the model.
The integrated platform model uses the Function-Means formalism to connect the functions and design solutions of the product
in the same way as for the manufacturing system. Two kinds of
Function-Means trees result: one for the product and another for
the manufacturing system. These trees connect functional domains
to solution domains, thus describing the product and the manufacturing system in terms of two domains. Consequently, the model
makes no compromises by simultaneously focusing on the product and the manufacturing system. Moreover, the Function-Means
formalism includes transformation functions as well as purpose
functions. In other words, it is possible to model functions and
design solutions that are not aimed at describing transformations.
Further, the two kinds of Function-Means trees are each connected to their respective component treesone for the product
and another for the manufacturing systemserving as bills of material and bills of equipment, respectively. The model indicates in
which component a certain design solution is realized, thus capturing the architecture of the product and manufacturing system.
For manufactured products, the components are typically
assemblies and parts, such as hydraulic cylinders and camshafts.
For manufacturing systems viewed from a high hierarchical level,
components typically include manufacturing cells, stations, assembly lines, xtures, robots, and machine tools. The assemblies and
parts of these manufacturing systems populate the lower levels in
the component structure of the manufacturing system, for example
xtures or welding electrodes.
Depending on the level of detail required, the component trees
can also include form features, i.e., form elements with a characteristic form, related to a traditional production process [25, p. 26],
such as the draft angle of a cast component. Alternatively, form features can be dened in relation to the functionality of the product
or manufacturing system. An example is the shape of a stamping
die, which refers to the functionality of the manufacturing system.
Linking the product and manufacturing system, the manufacturing operations are included in the platform model. According to the
sequence in which they are performed, the model presents these
operations starting on the left and progressing to the right. The
operations show how the functions of the manufacturing system
are executed when producing the product, which is a perspective
that the Function-Means trees do not provide.
The focus is on the operations directly connected to the making
of the product, i.e., transformations of the product, its components
or form features. In order to reect the typical mode of production
4. Integrated platform model
To summarize the model, it uses Function-Means trees to capture the design rationales and thus conceptual considerations of
the product and manufacturing system. It also incorporates component trees to further clarify how design solutions can be realized
in physical components. For purposes of linking the product and
manufacturing system models, the manufacturing operations in the
manufacturing processes involved have been added. Fig. 3 provides
a simplied schematic overview of the resulting model.
The platform model focuses on the lifecycle meetings between
the design solutions of the product to be materialized and the
design solutions of the manufacturing system to execute this
materialization. These lifecycle meetings were modeled using and
modifying the interaction-modeling concept of the congurable
component framework. This section explains its main characteristics. Further details are added by the example in the next section.
Product
Function-Means Tree
207
Manufacturing System
CO Tree
Function-Means Tree
isb
CO Tree
isb
Functional requirement FR
rf
rf
rf
rf
Design solution DS
Component CO
iri
iri
iri
Operation O
iri
iw
iw
iw
iri
iw
iw
iw
iw
isb: An FR is_solved_by a DS
rf: A DS requires_function FR
iw: A DS interacts_with an O
Operations
Feature Integration!
iri: A DS is_realized_in a CO
Part Integration!
Fig. 3. Schematic overview of the proposed model including modeling elements and relationship types.
208
M.T. Michaelis et al. / Journal of Manufacturing Systems 36 (2015) 203215
CC Product
I/F
CC Manufacturing System
I/F
FR
FR
CC
Configurable component
FR
Functional requirement
DS
Design solution
DS
DS
CC Operation
I/F
I/F
Operation
Interface
IA
O
IA
Interaction
Fig. 4. Connecting design solutions and operations with the interaction-modeling concept.
in the manufacturing industry, operations are divided into two different types:
- Feature integration operations create parts or add form features to
existing parts in manufacturing processes, such as forming and
machining.
- Part integration operations create parts and assemblies through
manufacturing processes, such as joining and assembly.
All other process steps are auxiliary, such as transport and
loading for instance. They enable the overall working of the manufacturing system. It is generally desirable to gain an understanding
of the overall working in the concept phase of development, including these auxiliary process steps in design. Therefore, they can be
added to the model to the extent that they are known.
The design solutions are connected to the operations of
the model by adopting the interaction-modeling concept of the
congurable component framework, illustrated as interacts with
relationship type in Fig. 4. To this end, the branches of the FunctionMeans trees and operations are encapsulated into congurable
components. Fig. 4 shows schematically how the interacts with
relationship is implemented in the model. An interaction element
contains information about which interfaces interact, thus connecting the design solutions to operations.
This approach allows the model to be implemented through
using the Congurable Component Modeler (CCM), an IT-tool
developed for the purpose of supporting development work for
extension of originally required functionality and for ordered conguration of variants based on a platform. Implementation using
the IT tool allows for more effective management of the complexity
emerging in a large model with many interactions.
5. Industrial example
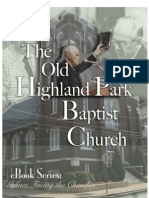
Fig. 5. CAD rendering of Rear Header Roof Panel.
roof of the car, on the inside of the car by the head lining, and to
the rear by the rear door when closed.
The panel is an assembly of ve die-stamped sheet metal parts.
Their names are indicated in Fig. 5 together with some form features
that are explained below. The parts are rst pressed, delivered to
a welding station, loaded by a human operator, and automatically
spot-welded using two robots. Robot 1 is equipped with a welding electrode. Robot 2 uses a gripper to transport the semi-nished
assembly from the xture to a stationary electrode for further welding and then unloads the nished panel from the station.
Because of its shape, the Gutter is pressed in a transfer press,
including deep impressions and an undercut along its length. In
this type of press, individual sheets are blanked from a coil and
the semi-nished parts are transported as single entities between
dies. All other parts in the panel assembly are pressed in a progressive die press. Here, the form features are pressed into the sheet
metal conveyed continuously through the press. In the last die, the
nished panel is cut from the coil.
Fig. 7 is a montage of several photographs of the sheet metal
parts in the xture of the welding station. Using image-processing
This section illustrates the proposed model by means of an
industrial example of a product and its manufacturing systems.
Moreover, it explains the details of the modeling approach. The
example is taken from the automotive industry and presents a
sheet-metal product typical of structural components in cars.
5.1. The Rear Header Roof Panel and its manufacturing systems
The product, a so-called Rear Header Roof Panel, is an integrated
part of the body-in-white structure situated at the back-end of the
roof where the roof and rear door meet. It carries the loads of the
car body at large and serves as mounting point for the rear door.
Fig. 6 shows a photograph of the Rear Header Roof Panel marked
by the dashed rectangle. The panel is covered above by the outer
Fig. 6. Photograph of the Rear Header Roof Panel as part of the cars rear door
opening.
M.T. Michaelis et al. / Journal of Manufacturing Systems 36 (2015) 203215
209
Fig. 7. Rear Header Roof Panel in welding xture (1) Outer Panel, (2) Inner Panel, (3) Gutter, (4) Hinge Reinforcement 1, (5) Positioning Cone 1, (6) Positioning Cone 2, and
(7) support features.
software, the parts were made transparent or cut to show elements
of the roof panel and elements of the xture that are otherwise
covered (such as positioning pins and supports).
5.2. Overview of the example modeled
Fig. 8 provides an overview of the roof panel example modeled
according to the proposed approach. In the following gures, certain parts are enlarged and explained. For the sake of brevity, not
every aspect of this example is presented. For instance, an explanation of the transfer press is omitted and relevant aspects instead
highlighted by elaborating on the welding station.
Directing attention to the product design, Fig. 9 shows the solutions for the Rear Header Roof Panel to accomplish its main function
of integrating the rear body structure of the car. For purposes of
connecting the Function-Means tree to product components, the
focus is aimed at design solutions at the lowest branch level. For
instance, holes and surfaces are integrated into parts, such as the
Gutter and the Hinge Reinforcement. The arrows pointing to the
component trees indicate the design solutions that are realized as
form features in the parts.
Continuing with the design solutions in the Welding Station,
Fig. 10 illustrates how these design solutions accomplish the main
function of the station to assemble the Rear Header Roof Panel. The
focus is on the design solutions interacting with other systems, in
this case the product. The positioning system in the xture is of
particular interest to the interaction between product and manufacturing system. The positioning system locks the six degrees of
freedom (DOF) of each part of the product.
A reference plane and two positioning cones accomplish the
positioning if the Gutter. As an example of the one-to-many cardinality of function and component, eight support features form
a reference plane that accomplishes the locking of three DOFs of
the Gutter (see also Fig. 7 for the support features included in the
component tree as constituents of the xture).
The interactions between design solutions and manufacturing
operations are shown in Fig. 11. In particular, the gure illustrates
how the design solutions of the product are accomplished by the
feature integration operations. The embossing operation accomplishes the surface interfaces with the embossing die system of
the transfer press providing the necessary design solutions for the
manufacturing system, an upper and a lower die. Note that the
lower die accomplishes a function that cannot be expressed as a
transformation process: support sheet metal, an example of a
purpose function that would not have been included in the model if
the manufacturing system had been modeled exclusively in terms
of processes.
The interactions between design solutions and operations can
be implemented in CCM. Fig. 12 illustrates an extract of the model
focusing on the emboss surfaces operation that links the interacting design solutions of the Gutter to the embossing system. The DSs
of the Gutter and the embossing systems are encapsulated in the
CCs. For purposes of preparing the model for ordered conguration
of variants, the interactions must be further dened by parameters.
5.3. Using the model for redesigning
The following scenario illustrates the use of the model for
redesigning a roof beam based on the platform description: a
heavier door needs to be installed in the next car model, which
leads to changed requirements on the rear panel system to enable
mounting of rear door. A solution is to increase the thickness of
the sheet metal for the Hinge Reinforcements, leading to consequences that can be handled within the scope of the platform but
also requiring expansion of available solutions per Fig. 13:
1. The surface interface of the hinge needs to be modied to
account for the new thickness of the part, requiring a change
in the emboss surfaces operation.
2. The altered operation triggers a change in the embossing system (i.e., higher force must be applied by the upper die and
better support must be provided by the lower die).
3. The modied Hinge Reinforcements also inuence the welding
operation that joins them to the Gutter.
4. The Gutter must be modied to ensure the quality of the spot
welds.
5. The modied welding operation inuences the design solution
spot welding robot.
6. In particular, the capability of the existing robot needs to be
expanded.
7. This expansion necessitates the installation of a new weld electrode (i.e., Welding Electrode 2).
This concept, which inuences the product, manufacturing
system and manufacturing operations, can be evaluated for its
210
M.T. Michaelis et al. / Journal of Manufacturing Systems 36 (2015) 203215
Rear Header Roof Panel
Transfer Press
Figure 9
Welding Station
Figure 10
Figure 11
Product Function
Manufacturing System Function
Feature Integration Operation
Product Design Solution
Manufacturing System Design Solution
Part Integration Operation
Product Component
Manufacturing System Component
Auxiliary Process Step
Fig. 8. Overview of the example modeled.
soundness and, if promising, further developed to arrive at a customized solution.
5.4. Analysis of the example
Although the Function-Means tree of the product was primarily
drawn with the use phase of the product in mind, functions required
from a manufacturing perspective were also considered functions
of the product. This perspective allowed capturing design solutions
realized in form features that accomplish functions exclusively during the production lifecycle phase and have no connection to the
use phase of the product.
The foldable hook features indicated in Fig. 5 provide an example on the roof panel. These features are folded to interlock the
panel with adjacent components to temporarily hold together the
body-in-white while it moves from station to station in the body
shop. After nal welding, permanent joints (indicated in Fig. 6) hold
together the components. Consequently, the hook features serve no
purpose during the use phase of the car but are examples of form
features in the product domain that accomplish a function relevant
to the manufacturing domain.
Further, there are product design solutions and form features
that accomplish functions during several lifecycle phases. In the
lower left corner of the Function-Means tree of the roof beam, the
provide space for hinges and enable positioning in xture functions are accomplished by a single design solution each. In both
cases, the design solutions are holes in the Gutter. The designers of the body-in-white rst designed the holes for mounting the
hinges. The designers of the xture then used these form features
to position the part for welding.
Thus, originally separate design solutions are integrated and
realized in a single form feature that shows that design solutions
can accomplish functions that were not initially considered but
rather depend on their mode and condition of use, as highlighted
by Roozenburg and Eekels [36] in their work. Moreover, this indicates a coupling that must be considered in a redesigning scenario
for the product, as the holes cannot be altered without affecting the
product positioning in the xture.
Thus, the model reects that function sharing is not limited to
the use phase of the product. Instead, functionality is achieved by
design solutions in other domains and across lifecycle phases. The
set of product FRs in the example is therefore a mixture of functions needed for two different lifecycle phases, manufacture and
M.T. Michaelis et al. / Journal of Manufacturing Systems 36 (2015) 203215
Integrate
rear body
structure
211
Rear Header
Roof Panel
Rear Header
Roof Panel
Outer Panel
Support roof
Enable
mounting of
rear door
Enable
mounting of
roof lining
Gutter
Outer Panel
Rear panel
system
Inner Panel
Hinge
Reinforcement 1
Establish
door
interface
Reinforce
panel
structure
Hinge
Reinforcement 2
Gutter
Hinge
Reinforcement
Inner Panel
Provide
space for
hinges
Enable
positioning
in fixture
Enable interaction w/
Hinge Reinf.
Provide
space for
hinges
Enable
positioning
in fixture
Enable interaction w/
Rear Panel
Rectangular
hole
Holes for
positioning
Surface
interface
Rectangular
hole
Holes for
positioning
Surface
interface
Fig. 9. Rear Header Roof Panel described with Function-Means tree and component tree.
use. The model highlights this function sharing across domains and
lifecycle phases. Considerations of other phases are conceivable but
have not been included because this paper has been focused on the
integrated development of products and manufacturing systems.
The Function-Means trees connect one of the two functional
domains with their respective solution domain, as illustrated in
Fig. 14, which is partly based on domain mapping as presented by
Suh [19]. In Figs. 8 and 9, the arrows that point from the design
Assemble
Rear Header Roof P.
Welding
Station
Assembly
system
Operator
Fixture
Load parts
Hold parts
Join parts
Operator
Fixture
Spot welding
system
Support
Feature 1
Sense
presence of
parts
Position
parts
Clamp parts
Apply weld
spots while
in fixture
Transport
assembly
Apply weld
spots when
not in fixture
Support
Feature 8
Sensor system
Positioning
system
Clamping
system
Spot welding
robot
Gripper robot
Stationary
Welding
Electrode
Positioning
Cone 1
Lock 3 DOF
Lock 2 DOF
Lock 1 DOF
Reference
plane
Four-flanked
cone
Two-flanked
cone
Positioning
Cone 2
Robot 1
Welding
Electrode
Robot 2
Gripper
Stationary
Welding
Electrode
Fig. 10. Welding Station described with Function-Means tree and component tree.
212
M.T. Michaelis et al. / Journal of Manufacturing Systems 36 (2015) 203215
Rear Header Roof Panel
Transfer Press
Welding Station
Apply weld
spots while
in fixture
Load parts
Hinge
Reinforcement
Gutter
Embossing
die system
Positioning
system
Operator
Spot welding
robot
Provide
space for
hinges
Enable
positioning
in fixture
Enable interaction w/
Hinge Reinf.
Provide
space for
hinges
Enable
positioning
in fixture
Enable interaction w/
Rear Panel
Apply force
to sheet
metal
Support
sheet
metal
Lock 3
DOF
Lock 2
DOF
Lock 1
DOF
Rectangular
hole
Holes for
positioning
Surface
interface
Rectangular
hole
Holes for
positioning
Surface
interface
Upper die
Lower die
Reference
plane
Four-flanked
cone
Two-flanked
cone
Punch
holes
Emboss
surfaces
Trimm
edges
Flange
edges
Position
parts
Hold
parts
Feature Integration
Operations
Part Integration
Operations
Apply
weld spots
Fig. 11. Relationships between design solutions and manufacturing operations.
solutions in the Function-Means trees to the component trees connect the solution domains to their respective component domain,
thus capturing the architecture of the product and manufacturing system. In Fig. 11, the lines connecting the product design
solutions to the manufacturing operations indicate which operations realize the respective design solution. Thus, the model maps
operations to design solutions rather than operations to components.
The component domains are, however, included in the model.
They are not essential for understanding the rationale of the designs
but provide additional design information in accordance with
development work during the conceptual design phase. The components might not be fully dened or need not be regarded as long
as the workings of a design solution are understood. Still, in a reuse
and redesigning scenario, these components provide additional
cues for deciding what to keep and what to change. For example,
Fig. 12. The example modeled in CCM with focus on the interaction between the DSs in the Gutter, the embossing system and the embossing operation.
M.T. Michaelis et al. / Journal of Manufacturing Systems 36 (2015) 203215
Hinge
Reinforcement
Gutter
Embossing
die system
213
Spot welding
robot
Enable interaction w/
Hinge Reinf.
Enable interaction w/
Rear Panel
Apply force
to sheet
metal
Support
sheet
metal
Surface
interface
Surface
interface
Upper die
Lower die
Robot 1
Welding
Electrode 1
2
7
3
Emboss
surfaces
Welding
Electrode 2
Apply
weld spots
Fig. 13. A concept for mounting of a heavier rear door.
if a part remains unchanged from one product version to the next,
its manufacture need not be changed either.
Moreover, certain design solutions in the Function-Means tree
of the product are used for integrating operations and auxiliary
process steps. For example, the holes for positioning design solution was rst realized by punching holes, a feature integrating
operations. It is used to position parts, an auxiliary process step
relevant to following part integration operations.
The lines that connect the design solutions of the manufacturing
system to the operations indicate the design solutions that are used
to achieve an operation. In other words, the execution of a FR in
the manufacturing system Function-Means tree accomplishes an
operation.
6. Discussion
The research presented addresses settings that require
redesigning and revising conceptual considerations for products and manufacturing systems. To accomplish this, a model
is prepared consisting of the elements function, design solution,
Functional Domain
Product
Solution Domain
Product
Component Domain
Product
FRP
DSP
COP
FRP1
DSP1
FRP11 FRP12
DSP11 DSP12
COP1
COP11
COP12
O & AP
O1
AP1
O2
O3
FRM
DSM
FRM1
DSM1
FRM11 FRM12
DSM11 DSM12
Functional Domain
Manufacturing System
COM
Manufacturing
Process Domain
Solution Domain
Manufacturing System
Fig. 14. Mapping between domains in the model.
COM1
COM11 COM12
Component Domain
Manufacturing System
214
M.T. Michaelis et al. / Journal of Manufacturing Systems 36 (2015) 203215
physical component, and manufacturing operation, as reected in the
research question. Given the potentially passive opposition against
formalized approaches in industry, it may be argued that these
modeling elements are not suitable to the challenge at hand. However, components and operations are already typically modeled in
industry, for example in Computer-Aided Manufacturing software.
Conversely, functions and design solutions are in fact not
commonly framed in the form presented. In industrial practice,
requirements and performance parameters are rather managed by
means of requirements lists and analytical reports. These methods adhere to component-based descriptions and thus provide
limited information for revising conceptual considerations without
starting rework with the existing components. As indicated by the
literature, the design solution modeling element and its distinction
from physical parts can help convey this information.
Further, general industrial challenges provide a broad background to this paper and concern many areas of industrial
operations, including marketing, procurement and process control. Given this background, the modeling elements selected are not
completely capturing all information that is relevant to designing
products and manufacturing systems. For detailed designing and
process planning, the model needs to be connected to ComputerAided Engineering tools, as demonstrated by Levandowski et al.
[37]. For this purpose, the model itself needs to be implemented
in an IT-tool like the Congurable Component Modeler. A future
larger-scale implementation may help pave the way for the integration with other software tools to manage the evolving complexity
as the size of the model increases.
The methods selected and amended for the model have assumed
the perspective of technical systems and essentially regard the
product and manufacturing system as two interdependent artifacts
that need to be designed and modied over time. Nevertheless, the
model acknowledges their inherent relationship and specically
models the manufacturing operations rather than the behavior
of the product. In the case example, the functional requirements
of the manufacturing system are driven by the product design.
However, design information about the manufacturing system also
emerges from other less product-related aspects of the production. On reection, generic manufacturing objectives might be
included following the decomposition proposed by Cochran et al.
[22].
The case example provided an empirical perspective and illustrated details that need to be considered in modeling. It allowed
testing whether an internally consistent model might be devised,
thus shedding light on the research question. Moreover, modeling
the case example increased the understanding of the researchers
and of the engineers from industry involved in the study. It brought
to light design details that had not previously been known to everyone, including engineers at the company, such as the functions
shared across domains and lifecycle phases identied during the
course of the modeling.
While these ndings do not allow any conclusions to be reached
on whether the effort put into modeling would be economically
viable, it indicates that modeling facilitates understanding the
designs of the product and of the manufacturing system, corroborating what is indicated in the literature. Future analyses must
be based on studies that implement the model for redesigning and
revising conceptual considerations of products and manufacturing
systems.
Furthermore, the example studied of a sheet-metal component
and its partly automated manufacturing systems, provides some
evidence for its applicability to other industrial cases. Other manufacturing methods also yield parts with form features that need
to be integrated into larger structures, for example an assembly
of injection-molded parts. However, process modeling may differ
signicantly in cases of more complex sequences of operations or
exclusively manual processes. Thus, further studies must investigate the generalizability of the proposed model with regard to other
product and manufacturing system types and industries.
The use example of the model points at further potential for
its integration with other methods. Specically, it may prove to
be a rst step toward understanding change propagation. For this
purpose, it can be combined with existing methods for analyzing change propagation and the redesigning process, as proposed
by Ahmad et al. [27] and Clarkson et al. [38]. Their methods use
a product model as the basis for analysis but do not include the
design of the manufacturing system. They may prot from an integrated model such as the model presented that already includes
information about subsystem interdependencies.
Finally, the theoretical basis available has not been fully utilized
in the model, which provides opportunities for further renement.
Functions-Means trees can be enhanced with constraints [18], indicating capability limits. For example, functions that machinery is
generally capable of achieving but does not exploit in a given design
can thus be added to the trees to provide a more comprehensive picture. Moreover, with the Function-Means formalism, engineers can
model alternative solutions to required functions (see Fig. 1). This
may prove useful in conceptual design to keep track of available
design concepts and is promoted in Set-Based Concurrent Engineering [39,40]. Lastly, product and manufacturing system variety
can be expressed by alternative solutions and components. On
reection, this opens the door to integrating platform thinking in
the product domain with similar mindsets in the manufacturing
domain [41], thus enabling integrated development of congurable
product and manufacturing system platforms.
7. Conclusions
This paper proposes an integrated platform model for product
and manufacturing systems. It complements an existing modeling framework with manufacturing process models and aims at
supporting platform-based development of products and manufacturing systems during the conceptual design phase. The model
was synthesized in three steps:
- The established Function-Means formalism is used to represent products and manufacturing systems with their functions
and solutions, thus capturing the functional decomposition and
design rationale of both systems.
- A component structure is introduced for both products and manufacturing systems, including form features, parts, and assemblies.
Mapping component structures to Function-Means structures
allows capturing the architecture of both systems.
- The manufacturing processes directly connected to the making
of the products and the operations are modeled. They elicit the
interdependency of product and manufacturing system designs.
Interesting ndings emerged by interviewing engineers as well
as studying a product and its manufacturing system to model them
according to the proposed model. One nding is that the model
can capture information on how the two systems individually
and together accomplish functionality. Another nding is that the
model follows a consistent approach to an integrated product and
manufacturing system platform.
The paper proposes the model for possible implementation in
industry where product engineers and manufacturing engineers
can share this information and use it for the development in the
concept phase. Further research will aim at enhancing the model to
include information about manufacturing capabilities, alternative
design concepts, and product and manufacturing system variety.
M.T. Michaelis et al. / Journal of Manufacturing Systems 36 (2015) 203215
Acknowledgments
This work was carried out at the Intelligent Manufacturing
Systems Centre at the University of Windsor, Canada, and at the
Wingquist Laboratory VINN Excellence Centre within the Area
of Advance Production at Chalmers University of Technology in
Gothenburg, Sweden. It has received support by the Swedish Governmental Agency for Innovation Systems (VINNOVA), the Swedish
Foundation for Strategic Research (SSF) via the ProViking Graduate School, the Royal Society of Arts and Sciences in Gothenburg
(KVVS), and the Chalmers University Research Fund (Chalmersska
forskningsfonden). All sources of support are gratefully acknowledged.
References
[1] Koren Y, Heisel U, Jovane F, Moriwaki T, Pritschow G, et al. Recongurable
manufacturing systems. CIRP Ann Manuf Technol 1999;48(2):52740.
[2] Jiao RJ, Simpson T, Siddique Z. Product family design and platform-based product development: a state-of-the-art review. J Intell Manuf 2007;18(1):529.
[3] Meyer MH, Lehnerd AP. The power of product platforms: building value and
cost leadership. New York, NY, USA: Free Press; 1997.
[4] Berglund F, Bergsj D, Hgman U, Khadke K. Platform strategies for a supplier
in the aircraft engine industry. In: Proceedings of ASME IDETC. 2008. p. 5566.
[5] Johannesson H. Emphasizing reuse of generic assets through integrated product
and production system development platforms. In: Simpson TW, et al., editors. Advances in product family and product platform design methods and
applications. New York, NY, USA: Springer; 2013.
[6] Pahl G, Beitz W. Engineering design a systematic approach. 1st ed. Berlin,
Germany: Springer; 1988.
[7] Gu P, Rao HA, Tseng MM. Systematic design of manufacturing systems based on
axiomatic design approach. CIRP Ann Manuf Technol 2001;50(1):299304.
[8] Lee J. Design rationale systems: understanding the issues. IEEE Expert
1997;12(3):7885.
[9] ElMaraghy HA. Changing and evolving products and systems models and
enablers. In: ElMaraghy HA, editor. Changeable and recongurable manufacturing systems. London, UK: Springer; 2009. p. 2545.
[10] Scallan P. Process planning the design/manufacture interface. Oxford, UK:
Butterworth-Heinemann; 2003.
[11] Ulrich K. The role of product architecture in the manufacturing rm. Res Policy
1995;24(3):41940.
[12] Gedell S, Michaelis MT, Johannesson H. Integrated model for co-development
of products and production systems a systems theory approach. Concurr Eng
Res Appl 2011;19(2):13956.
[13] Pedersen R [Doctoral thesis] Product platform modelling contributions to the
discipline of visual product platform modelling. Lyngby, Denmark: Department
of Management Engineering, Technical University of Demark; 2009.
[14] Hubka V, Eder WE. Theory of technical systems a total concept theory for
engineering design. Berlin, Germany: Springer; 1988.
[15] Tjalve E. Systematisk udformning af industriprodukter Vrktjer for konstruktren [Systematic design of industrial products tools for the designer].
Copenhagen, Denmark: Akademisk Forlag; 1976 [in Danish].
[16] Malmqvist J. Improved function-means trees by inclusion of design history
information. J Eng Des 1997;8(2):10717.
[17] Johannesson H, Claesson A. Systematic product platform design: a combined function means and parametric modeling approach. J Eng Des
2005;16(1):2543.
215
[18] Schachinger P, Johannesson HL. Computer modelling of design specications.
J Eng Des 2000;11(4):31729.
[19] Suh NP. The principles of design. Oxford series on advanced manufacturing.
New York, NY, USA: Oxford University Press; 1990.
[20] Sohlenius G. Concurrent engineering. CIRP Ann Manuf Technol
1992;41(2):64555.
[21] Vallhagen J. Aspects on process planning issues in axiomatic design. In:
Proceedings of the 1994 ASME design technical conferences. 1994. p. 37381.
[22] Cochran DS, Arinez JF, Duda JW, Linck J. A decomposition approach for manufacturing system design. J Manuf Syst 2001;20(6):37189.
[23] Houshmand M, Jamshidnezhad B. An extended model of design process of lean
production systems by means of process variables. Robot Comput Integr Manuf
2006;22(1):116.
[24] Ulrich KT, Seering WP. Function sharing in mechanical design. Des Stud
1990;11(4):22334.
[25] Andreasen MM. Designing on a designers workbench (DWB). In: Proceedings
of the 9th WDK workshop. 1992.
[26] Andreasen MM [Doctoral thesis] Syntesemetoder p Systemgrundlag Bidrag
til en konstruktionsteori [Synthesis methods on a systems foundation a contribution to a design theory]. Lund, Sweden: Lund Technical University; 1980
[in Danish].
[27] Ahmad N, Wynn DC, Clarkson PJ. Change impact on a product and its redesign
process: a tool for knowledge capture and reuse. Res Eng Des 2012:126.
[28] Kvist M [Doctoral thesis] Product family assessment. Lyngby, Denmark: Department of Management Engineering, Technical University of Denmark; 2010.
[29] Zhang L. Modelling process platforms based on an object-oriented visual diagrammatic modelling language. Int J Prod Res 2009;47(16):441335.
[30] AlGeddawy T, ElMaraghy HA. A co-evolution model for prediction and
synthesis of new products and manufacturing systems. J Mech Des
2012;134(5):05100851012.
[31] Claesson A [Doctoral thesis] A congurable component framework supporting platform-based product development. Gothenburg, Sweden: Department
of Product and Production Development, Chalmers University of Technology;
2006.
[32] Gedell S, Johannesson H, Holmberg L. Design rationale for efcient product
platform development: a systematic congurable component approach. In:
Proceedings of TMCE 2008 symposium. 2008. p. 53750.
[33] Johannesson H, Gedell S. Knowledge based congurable product platform
models. In: Piller FT, Tseng MM, editors. Handbook of research in mass customization and personalization. London, UK: World Scientic; 2009. p. 35775.
[34] Gedell S [Doctoral thesis] Efcient means for platform-based development
emphasizing integrated. Information-rich system models. Gothenburg,
Sweden: Department of Product and Production Development, Chalmers University of Technology; 2011.
[35] Berglund F, Claesson A. Utilising the concept of a designs bandwidth to achieve
product platform effectiveness. In: Proceedings of ICED 2005. 2005. Paper No.
377.46.
[36] Roozenburg NFM, Eekels J. Product design: fundamentals and methods. Wiley
series in product development. Chichester, UK: Wiley; 1995.
[37] Levandowski CE, Corin-Stig D, Bergsj D, Forslund A, Hgman U, et al. An integrated approach to technology platform and product platform development.
Concurr Eng: Res Appl 2013;21(1):6583.
[38] Clarkson PJ, Simons C, Eckert CM. Predicting change propagation in complex
design. J Mech Des 2004;126(5):78897.
[39] Sobek DK, Ward AC, Liker JK. Toyotas principles of set-based concurrent engineering. Sloan Manage Rev 1999;40(2):6783.
[40] Michaelis MT, Levandowski C, Johannesson H. Set-based concurrent engineering for preserving design bandwidth in product and manufacturing system
platforms. In: Proceedings of ASME IMECE. 2013. Paper No. 63624.
[41] Michaelis MT, Johannesson H. Platform approaches in manufacturing considering integration with product platforms. In: Proceedings of ASME DETC. 2011.
Paper No. 48275.
Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Material Safety Data Sheet: - AdsealDocument12 pagesMaterial Safety Data Sheet: - Adsealwuhan lalalaPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- When I Was A ChildDocument2 pagesWhen I Was A Childapi-636173534Pas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Tylenol CrisisDocument2 pagesTylenol CrisisNida SweetPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grammar Practice #2Document6 pagesGrammar Practice #2Constantin OpreaPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Qcfi Durgapur Chapter: Question & Answers BankDocument13 pagesQcfi Durgapur Chapter: Question & Answers Bankdeepakhishikar24Pas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Instruction Manual Twin Lobe CompressorDocument10 pagesInstruction Manual Twin Lobe Compressorvsaagar100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hot Rolled Coils Plates & SheetsDocument40 pagesHot Rolled Coils Plates & Sheetssreekanth6959646Pas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Portfolio AdityaDocument26 pagesPortfolio AdityaAditya DisPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Prospectus (As of November 2, 2015) PDFDocument132 pagesProspectus (As of November 2, 2015) PDFblackcholoPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Crown BeverageDocument13 pagesCrown BeverageMoniruzzaman JurorPas encore d'évaluation
- Gifted Black Females Attending Predominantly White Schools Compressed 1 CompressedDocument488 pagesGifted Black Females Attending Predominantly White Schools Compressed 1 Compressedapi-718408484Pas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Letter of Acceptfor TDocument3 pagesLetter of Acceptfor TCCSPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- El TontoDocument92 pagesEl TontoRobertPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Bai Tap Av 12 Thi Diem Unit TwoDocument7 pagesBai Tap Av 12 Thi Diem Unit TwonguyenngocquynhchiPas encore d'évaluation
- @InglizEnglish-4000 Essential English Words 6 UzbDocument193 pages@InglizEnglish-4000 Essential English Words 6 UzbMaster SmartPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Caldon Lefm 240ci Ultrasonic Flow Meters: Integral Manifold DesignDocument6 pagesCaldon Lefm 240ci Ultrasonic Flow Meters: Integral Manifold DesignJim LimPas encore d'évaluation
- O Repensar Da Fonoaudiologia Na Epistemologia CienDocument5 pagesO Repensar Da Fonoaudiologia Na Epistemologia CienClaudilla L.Pas encore d'évaluation
- PBPO008E FrontmatterDocument13 pagesPBPO008E FrontmatterParameswararao Billa67% (3)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Balinghasay V CastilloDocument1 pageBalinghasay V CastilloMirella100% (3)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- II. Put The Verbs in The Correct FormsDocument3 pagesII. Put The Verbs in The Correct FormsNguyễn Bích DiệpPas encore d'évaluation
- Pepcoding - Coding ContestDocument2 pagesPepcoding - Coding ContestAjay YadavPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Kamapehmilya: Fitness Through Traditional DancesDocument21 pagesKamapehmilya: Fitness Through Traditional DancesValeriePas encore d'évaluation
- Business Plan - A TeahouseDocument6 pagesBusiness Plan - A TeahouseJoe DPas encore d'évaluation
- Starbucks Progressive Web App: Case StudyDocument2 pagesStarbucks Progressive Web App: Case StudyYesid SuárezPas encore d'évaluation
- Old Highland Park Baptist Church E01Document74 pagesOld Highland Park Baptist Church E01Lawrence Garner100% (2)
- License Fee PaidDocument1 pageLicense Fee Paidmy nPas encore d'évaluation
- A Quantitative Method For Evaluation of CAT Tools Based On User Preferences. Anna ZaretskayaDocument5 pagesA Quantitative Method For Evaluation of CAT Tools Based On User Preferences. Anna ZaretskayaplanetalinguaPas encore d'évaluation
- Plant Vs Filter by Diana WalstadDocument6 pagesPlant Vs Filter by Diana WalstadaachuPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- QuerySurge Models Mappings DocumentDocument28 pagesQuerySurge Models Mappings Documentchiranjeev mishra100% (1)
- Tanque: Equipment Data SheetDocument1 pageTanque: Equipment Data SheetAlonso DIAZPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)