Vous aimerez peut-être aussi
- Test 1 Answer SchemeDocument3 pagesTest 1 Answer SchemeNorazilah YunusPas encore d'évaluation
- Speech Outline: MPU 2222 English For CommunicationDocument2 pagesSpeech Outline: MPU 2222 English For Communicationainjun100% (1)
- Hamza Al-Ali-FinalDocument22 pagesHamza Al-Ali-FinalHamza Mazen100% (1)
- Continuous Assessment 1 (2022)Document6 pagesContinuous Assessment 1 (2022)Fatin AmirahPas encore d'évaluation
- Welcome To PROTON Holdings BerhadDocument9 pagesWelcome To PROTON Holdings BerhadSharonz MuthuveeranPas encore d'évaluation
- Alam Sekitar Dan Teks Ucapan Berkenaan E-WasteDocument16 pagesAlam Sekitar Dan Teks Ucapan Berkenaan E-WasteAffiq Yusoff100% (1)
- 3 Level KotlerDocument1 page3 Level KotlerAkarshPas encore d'évaluation
- Bab 1 - Pengenalan: 1.1 Objektif Latihan IndustriDocument15 pagesBab 1 - Pengenalan: 1.1 Objektif Latihan Industriamirul rezzaPas encore d'évaluation
- Mini Project For InventorDocument2 pagesMini Project For InventorKu Bigs0% (3)
- Ueb 3112 Course Outline 10dec2018Document6 pagesUeb 3112 Course Outline 10dec2018Aizi ElegantPas encore d'évaluation
- SecA-Computer AssignmentDocument5 pagesSecA-Computer Assignmentakyadav123Pas encore d'évaluation
- 1.3 - T - WORK PLACE WORKING LANGUAGE Vol. 1Document5 pages1.3 - T - WORK PLACE WORKING LANGUAGE Vol. 1Nurul Huda Ali0% (1)
- Resume ELC640 PDFDocument1 pageResume ELC640 PDFMuhammad Noor Ikmal ZaidanPas encore d'évaluation
- Case Study: Les Copaque Production SDN BHD (LCPSB)Document13 pagesCase Study: Les Copaque Production SDN BHD (LCPSB)ikhtif83% (6)
- The Employment Act 1955Document4 pagesThe Employment Act 1955Yusazrin WmsPas encore d'évaluation
- Contoh Report BisnesDocument4 pagesContoh Report BisnesNyss Annyss0% (1)
- REPORT MILLING KUMPULAN 1 - Converted - by - AbcdpdfDocument11 pagesREPORT MILLING KUMPULAN 1 - Converted - by - AbcdpdfShahir Ikram NazriPas encore d'évaluation
- Industrialised Building System in Malaysia A RevieDocument9 pagesIndustrialised Building System in Malaysia A RevieJudy TanPas encore d'évaluation
- BDPR3103 - Basic of Planning, Recruitment & Selection of HRDocument6 pagesBDPR3103 - Basic of Planning, Recruitment & Selection of HRIrdawaty IsmailPas encore d'évaluation
- SWOT Analysis For HABIBDocument1 pageSWOT Analysis For HABIBZain4uPas encore d'évaluation
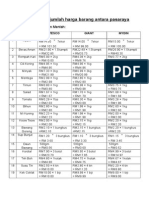
- Perbandingan Jumlah Harga Barang Antara PasarayaDocument4 pagesPerbandingan Jumlah Harga Barang Antara PasarayaSAni SAadPas encore d'évaluation
- Bab 4Document24 pagesBab 4MUHAMMAD 'ARIFF BIN MUSTAFFA KAMAL MoePas encore d'évaluation
- LE2 - Writing SkillsDocument18 pagesLE2 - Writing SkillsmohanaaprkashPas encore d'évaluation
- Nota MetrologiDocument15 pagesNota MetrologiMOHD KHIDIR RUSTAM BIN ABDUL RAHMAN (KV-KHA5002)Pas encore d'évaluation
- Common Abbreviations Used in Quantity Surveying PracticeDocument2 pagesCommon Abbreviations Used in Quantity Surveying PracticeChinthaka Abeygunawardana50% (2)
- K18-01-60 Mechanical Draughting Services Departmental Management Assistance PDFDocument115 pagesK18-01-60 Mechanical Draughting Services Departmental Management Assistance PDFFatin Aishah RoslanPas encore d'évaluation
- Kecacatan KimpalanDocument26 pagesKecacatan KimpalanMaruan MuhammadPas encore d'évaluation
- Sales Representative Sample Resume - JulieDocument2 pagesSales Representative Sample Resume - Julieamera_azmanPas encore d'évaluation
- Tunku EditDocument8 pagesTunku EditRoshan WeerasinghePas encore d'évaluation
- Shakirah Binti Ahmad (230173) Individual Assignment (Marrybrown)Document6 pagesShakirah Binti Ahmad (230173) Individual Assignment (Marrybrown)Ariesha ShaekyPas encore d'évaluation
- Assignment/ TugasanDocument8 pagesAssignment/ TugasanDonald SaimonPas encore d'évaluation
- Sample ReportDocument61 pagesSample ReportliyanaazalanPas encore d'évaluation
- Direktori Kurikulum SLDN - 2015Document58 pagesDirektori Kurikulum SLDN - 2015syahrainamirPas encore d'évaluation
- Contoh Resume Terbaik 2Document2 pagesContoh Resume Terbaik 2Mc Den Al BakryPas encore d'évaluation
- CEL 2105 Worksheet 1 (Week 1) SEM120202021Document2 pagesCEL 2105 Worksheet 1 (Week 1) SEM120202021VS Shirley67% (3)
- IHS 613 - Assignment 1Document4 pagesIHS 613 - Assignment 1Nurinsyahirah HamzahPas encore d'évaluation
- Full ReportDocument64 pagesFull ReportAdibFaridPas encore d'évaluation
- F6MYS 2014 Jun QDocument12 pagesF6MYS 2014 Jun QBeeJuPas encore d'évaluation
- Report BengkelDocument5 pagesReport BengkelAkmal HazimPas encore d'évaluation
- Chapter 3 Physical Injury and ControlsDocument53 pagesChapter 3 Physical Injury and ControlsNur IffatinPas encore d'évaluation
- Faculty of Science and Technology: Financial Management I BBPW 3103Document39 pagesFaculty of Science and Technology: Financial Management I BBPW 3103Lee See Chee StudentPas encore d'évaluation
- ManagementDocument13 pagesManagementsha123gurlPas encore d'évaluation
- Daftar NOSS Version 25 Jun 2014Document255 pagesDaftar NOSS Version 25 Jun 2014Ahmad ImranPas encore d'évaluation
- Chapter 5.1Document18 pagesChapter 5.1روسيده بت محمد سعدPas encore d'évaluation
- IJM Corporation BerhadDocument8 pagesIJM Corporation BerhadKirana SofeaPas encore d'évaluation
- Answer Scheme Tutorial1Document1 pageAnswer Scheme Tutorial1Haowei ZhangPas encore d'évaluation
- Eco 162 5Document3 pagesEco 162 5Syafiqul AsyrafPas encore d'évaluation
- Co - DKB3323Document9 pagesCo - DKB3323Guru Melaka KingPas encore d'évaluation
- Ijm StoryDocument133 pagesIjm StoryTeo Peng KeatPas encore d'évaluation
- Analysis of Past Year MUET Extended Essay Questions (Essay)Document4 pagesAnalysis of Past Year MUET Extended Essay Questions (Essay)Cikgu Jessie U. UchatPas encore d'évaluation
- Senarai Score Pada Tahun 2018Document172 pagesSenarai Score Pada Tahun 2018Luqman HazuanPas encore d'évaluation
- Utm & UthmDocument31 pagesUtm & UthmAd Deen100% (1)
- A Review On Electron Beam Welding ProcessDocument17 pagesA Review On Electron Beam Welding ProcessRafael SilvaPas encore d'évaluation
- Atap Tem 322Document10 pagesAtap Tem 322Marufu LawalPas encore d'évaluation
- Welding Journal PDFDocument7 pagesWelding Journal PDFraisalfiansyahPas encore d'évaluation
- Welding Technologies in Shipbuilding IndustryDocument7 pagesWelding Technologies in Shipbuilding IndustryAravindh AkashPas encore d'évaluation
- Welding Research Paper TopicsDocument8 pagesWelding Research Paper Topicscaqllprhf100% (1)
- Unit-4 Unconventional Manufacturing ProcessDocument18 pagesUnit-4 Unconventional Manufacturing Processbrijkishor201767% (3)
- Workshop Case StudyDocument13 pagesWorkshop Case Study1071Vishal kumarPas encore d'évaluation
- WestIntroToSSB PDFDocument100 pagesWestIntroToSSB PDFnaval_05Pas encore d'évaluation
- VtmsDocument2 pagesVtmsLorenz YatcoPas encore d'évaluation
- Caribbean Career Opportunity - Cayman Island Water Authority - Plant Operator Cayman Brac Plant Operator (Overseas)Document1 pageCaribbean Career Opportunity - Cayman Island Water Authority - Plant Operator Cayman Brac Plant Operator (Overseas)Cawasa St-LuciaPas encore d'évaluation
- Research InstrumentsDocument28 pagesResearch InstrumentsAnjeneatte Amarille AlforquePas encore d'évaluation
- Problem Sheet 3 - External Forced Convection - WatermarkDocument2 pagesProblem Sheet 3 - External Forced Convection - WatermarkUzair KhanPas encore d'évaluation
- Deviation Control MethodsDocument4 pagesDeviation Control MethodsLazuardhy Vozicha FuturPas encore d'évaluation
- Fractal Approach in RoboticsDocument20 pagesFractal Approach in RoboticsSmileyPas encore d'évaluation
- Consider Typical Robots Consider Typical RobotsDocument16 pagesConsider Typical Robots Consider Typical RobotsOthers ATBP.Pas encore d'évaluation
- What Is NanoWatt TechnologyDocument1 pageWhat Is NanoWatt Technologyfolk_sharathPas encore d'évaluation
- Focus: Optimised Efficiency For The Paper IndustryDocument24 pagesFocus: Optimised Efficiency For The Paper IndustryZoran BadurinaPas encore d'évaluation
- Table of SpecificationDocument2 pagesTable of SpecificationAya AlisasisPas encore d'évaluation
- Lecture Notes 1 - Finance - Principles of Finance Lecture Notes 1 - Finance - Principles of FinanceDocument7 pagesLecture Notes 1 - Finance - Principles of Finance Lecture Notes 1 - Finance - Principles of FinanceKim Cristian MaañoPas encore d'évaluation
- FeCl3 Msds - VISCOSITYDocument9 pagesFeCl3 Msds - VISCOSITYramkesh rathaurPas encore d'évaluation
- 2-Amino-5-Aryl-2-Oxazolines.: (,ee TableDocument7 pages2-Amino-5-Aryl-2-Oxazolines.: (,ee TableChristopher HowellPas encore d'évaluation
- Stonecoal v3 Guidelines 2023-03-22Document71 pagesStonecoal v3 Guidelines 2023-03-22Esha RamaswamiPas encore d'évaluation
- Sample Barista Offer LetterDocument2 pagesSample Barista Offer LetterMohammed Albalushi100% (2)
- Board of DirectorsDocument2 pagesBoard of DirectorsjonahsalvadorPas encore d'évaluation
- Keepa ApiDocument55 pagesKeepa ApiQazi Sohail AhmadPas encore d'évaluation
- Improving Radar Echo Lagrangian Extrapolation Nowcasting by Blending Numerical Model Wind Information: Statistical Performance of 16 Typhoon CasesDocument22 pagesImproving Radar Echo Lagrangian Extrapolation Nowcasting by Blending Numerical Model Wind Information: Statistical Performance of 16 Typhoon CasesLinh DinhPas encore d'évaluation
- SCI Annual Report 2017Document32 pagesSCI Annual Report 2017The Seamen's Church Institute100% (2)
- Ben ChanDocument2 pagesBen ChanAlibabaPas encore d'évaluation
- Ottawa County May ElectionDocument7 pagesOttawa County May ElectionWXMIPas encore d'évaluation
- RK3066 Mid PDFDocument17 pagesRK3066 Mid PDFSharon MurphyPas encore d'évaluation
- Harmonica IntroDocument5 pagesHarmonica Introapi-26593142100% (1)
- Proposal Mini Project SBL LatestDocument19 pagesProposal Mini Project SBL Latestapi-310034018Pas encore d'évaluation
- PCI20107, Overview of Boiler Commissioning and Startup PDFDocument17 pagesPCI20107, Overview of Boiler Commissioning and Startup PDFMarc AnmellaPas encore d'évaluation
- ShowimgDocument76 pagesShowimgROSHAN ROBERTPas encore d'évaluation
- Soil ResistivityDocument6 pagesSoil ResistivityAnonymous EP0GKhfPas encore d'évaluation
- A Simple and Reliable Submental Intubation.68Document4 pagesA Simple and Reliable Submental Intubation.68Tîrban Pantelimon FlorinPas encore d'évaluation
- Beamer Example: Ethan AltDocument13 pagesBeamer Example: Ethan AltManh Hoang VanPas encore d'évaluation
- Bulk Material Handling: Practical Guidance for Mechanical EngineersD'EverandBulk Material Handling: Practical Guidance for Mechanical EngineersÉvaluation : 5 sur 5 étoiles5/5 (1)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionD'EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- The Laws of Thermodynamics: A Very Short IntroductionD'EverandThe Laws of Thermodynamics: A Very Short IntroductionÉvaluation : 4.5 sur 5 étoiles4.5/5 (10)
- Basic Digital Signal Processing: Butterworths Basic SeriesD'EverandBasic Digital Signal Processing: Butterworths Basic SeriesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CD'EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CPas encore d'évaluation
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseD'EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseÉvaluation : 4.5 sur 5 étoiles4.5/5 (51)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedD'EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedÉvaluation : 5 sur 5 étoiles5/5 (1)
- Chasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItD'EverandChasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItÉvaluation : 4 sur 5 étoiles4/5 (25)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisD'EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisÉvaluation : 4 sur 5 étoiles4/5 (2)
- Cyber-Physical Systems: Foundations, Principles and ApplicationsD'EverandCyber-Physical Systems: Foundations, Principles and ApplicationsHoubing H. SongPas encore d'évaluation
- Machinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionD'EverandMachinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionPas encore d'évaluation
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AD'EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&APas encore d'évaluation
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsD'EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Laminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataD'EverandLaminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataPas encore d'évaluation
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideD'Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideÉvaluation : 3.5 sur 5 étoiles3.5/5 (7)
- Safety Theory and Control Technology of High-Speed Train OperationD'EverandSafety Theory and Control Technology of High-Speed Train OperationÉvaluation : 5 sur 5 étoiles5/5 (2)
- Electrical (Generator and Electrical Plant): Modern Power Station PracticeD'EverandElectrical (Generator and Electrical Plant): Modern Power Station PracticeÉvaluation : 4 sur 5 étoiles4/5 (9)
- Handbook of Mechanical and Materials EngineeringD'EverandHandbook of Mechanical and Materials EngineeringÉvaluation : 5 sur 5 étoiles5/5 (4)
- Gas Turbines: A Handbook of Air, Land and Sea ApplicationsD'EverandGas Turbines: A Handbook of Air, Land and Sea ApplicationsÉvaluation : 4 sur 5 étoiles4/5 (9)
- Mechanical Vibrations and Condition MonitoringD'EverandMechanical Vibrations and Condition MonitoringÉvaluation : 5 sur 5 étoiles5/5 (1)
- Aerodynamics for Engineering StudentsD'EverandAerodynamics for Engineering StudentsÉvaluation : 5 sur 5 étoiles5/5 (5)