Vous aimerez peut-être aussi
- Pumps Course MaterialDocument222 pagesPumps Course Materialarkan1976Pas encore d'évaluation
- Centrifugal Pumps and SealDocument32 pagesCentrifugal Pumps and SealAnatoli KarpobPas encore d'évaluation
- Pump & Mechanical SealsDocument41 pagesPump & Mechanical SealsArief Hidayat100% (1)
- Mech - Seal HPCLDocument88 pagesMech - Seal HPCLAnjani GantiPas encore d'évaluation
- Basic Seal TrainingDocument42 pagesBasic Seal TrainingSherif Adel100% (1)
- Mechanical Seal Presentation (2009)Document28 pagesMechanical Seal Presentation (2009)LelosPinelos123100% (5)
- Sealing Sense: Where Mechanical Seals Meet Pumps: What Is The Next Generation?Document3 pagesSealing Sense: Where Mechanical Seals Meet Pumps: What Is The Next Generation?madairkifPas encore d'évaluation
- Api 23Document3 pagesApi 23sapu11jagat5855Pas encore d'évaluation
- Mechanical SealsDocument9 pagesMechanical SealsAbubakar Siddiq100% (1)
- 2007 C 1 Mechanical Seal System Reliability Through SpecificationDocument36 pages2007 C 1 Mechanical Seal System Reliability Through SpecificationReyes SanchezPas encore d'évaluation
- Mechanical Seal Failure Troubleshooting Guide: Bell & Gossett Centrifugal PumpsDocument18 pagesMechanical Seal Failure Troubleshooting Guide: Bell & Gossett Centrifugal Pumpsmasterplumber100% (2)
- API 576 Study NotesDocument5 pagesAPI 576 Study NotesabdoPas encore d'évaluation
- Mechanical Seal ReplacementDocument21 pagesMechanical Seal ReplacementshahjahanhashimaliPas encore d'évaluation
- 002 - Reciprocating CompressorDocument16 pages002 - Reciprocating CompressorMuhammad TariqPas encore d'évaluation
- Mech Seal System Difference 53 A B CDocument3 pagesMech Seal System Difference 53 A B CAmol PatkiPas encore d'évaluation
- 070 Seal Piping Plan ReviewDocument100 pages070 Seal Piping Plan Reviewvlcmstne04Pas encore d'évaluation
- Root Cause On Seal Failure RefineryDocument8 pagesRoot Cause On Seal Failure RefineryVaibhav SinghPas encore d'évaluation
- 6 Centrifugal Compressor IDocument40 pages6 Centrifugal Compressor IBassam AmirPas encore d'évaluation
- Piping Plan 62Document9 pagesPiping Plan 62Net WalkerPas encore d'évaluation
- FSD101eng FSG Seals Catalog A4Document64 pagesFSD101eng FSG Seals Catalog A4ASHOKPas encore d'évaluation
- Aes Api682 01Document9 pagesAes Api682 01meghanahariPas encore d'évaluation
- Fitting InstructionDocument6 pagesFitting InstructionAan Sarkasi AmdPas encore d'évaluation
- S 28AT XP EXP EngDocument6 pagesS 28AT XP EXP EngpramodtryPas encore d'évaluation
- Mech Seal FundamentalsDocument117 pagesMech Seal FundamentalsSri Sri100% (1)
- Assignment: Name Muhammad ArsalanDocument8 pagesAssignment: Name Muhammad ArsalanMuhammad Arsalan TariqPas encore d'évaluation
- Mechanical SealDocument15 pagesMechanical SealTinu Paul Jepin100% (2)
- Hoer HowandwhyvalvesfailDocument4 pagesHoer HowandwhyvalvesfailpathakshashankPas encore d'évaluation
- Coupling - John Crane PDFDocument133 pagesCoupling - John Crane PDFsurawutwijarn100% (1)
- 4.10 Shaft SealingDocument11 pages4.10 Shaft SealingSandi AslanPas encore d'évaluation
- Technical Presentation - Mechanical SealsDocument54 pagesTechnical Presentation - Mechanical SealsAlen Koo100% (2)
- Centrifugal Compressor Ops and Maint - RDocument15 pagesCentrifugal Compressor Ops and Maint - Rfjafarvand100% (1)
- SealsDocument118 pagesSealsBalachandar Sathananthan0% (1)
- مضخة الطرد المركزى- كتيب للتحميلDocument128 pagesمضخة الطرد المركزى- كتيب للتحميلGrundfosEgypt100% (4)
- The Dual Seal ArrangementDocument17 pagesThe Dual Seal Arrangementnyuvaraj1981Pas encore d'évaluation
- SUBJECT: A Quick Reference Guide For Mechanical Seal Failure 4-11Document5 pagesSUBJECT: A Quick Reference Guide For Mechanical Seal Failure 4-11Liz Lynn LimPas encore d'évaluation
- Mechanical Seal InstructionsDocument25 pagesMechanical Seal Instructionsjack-bcPas encore d'évaluation
- Flowserve Mechanical Seal PlanDocument56 pagesFlowserve Mechanical Seal PlanAnonymous 1XHScfCIPas encore d'évaluation
- Fundamentalsofmechanicalseals 150318230522 Conversion Gate01Document37 pagesFundamentalsofmechanicalseals 150318230522 Conversion Gate01Jesús Manuel ManriquePas encore d'évaluation
- Alco ComponentDocument76 pagesAlco Componenttamolisandip1Pas encore d'évaluation
- Prepared By: PESB Technical Service Department (2019)Document60 pagesPrepared By: PESB Technical Service Department (2019)ASY178100% (4)
- Presentation: Reliability of Hydrogen Area Diaphragm CompressorDocument43 pagesPresentation: Reliability of Hydrogen Area Diaphragm CompressorBiju_Pottayil100% (1)
- New Microsoft Office Word DocumentDocument5 pagesNew Microsoft Office Word Documentruhul43Pas encore d'évaluation
- Tech RefDocument188 pagesTech RefJithin Rajan JosephPas encore d'évaluation
- MEO CLASS IV OralsDocument25 pagesMEO CLASS IV OralsAnoop Vijayakumar0% (1)
- Gas Springs1Document32 pagesGas Springs1GLADWIN PAUL SIM 16-18Pas encore d'évaluation
- Air CompressorsDocument23 pagesAir CompressorssubscruPas encore d'évaluation
- Pump Mechanical Seal Short CourseDocument88 pagesPump Mechanical Seal Short Coursehossein100% (1)
- Components of Ic Engine: Bed PlateDocument7 pagesComponents of Ic Engine: Bed PlatePrathamesh ThubePas encore d'évaluation
- Super Mechanical Seal PresentationDocument100 pagesSuper Mechanical Seal PresentationAshish TIwariPas encore d'évaluation
- Updated GeneralDocument24 pagesUpdated GeneralMOHAMMED HANEEFPas encore d'évaluation
- 3.0 Mechanical SealsDocument20 pages3.0 Mechanical SealsMuneeswaran NarayananPas encore d'évaluation
- Gland Sealing System CompleteDocument46 pagesGland Sealing System CompleteKumaraswamy75% (4)
- TurbineDocument22 pagesTurbinelavpandey8719100% (2)
- Piston RingDocument43 pagesPiston RingSudath Kularathna67% (3)
- Rotating EquipmentDocument202 pagesRotating EquipmentJithin Rajan Joseph100% (1)
- Air Pre HeaterDocument0 pageAir Pre HeaterkablikhogePas encore d'évaluation
- Kiln MiscellaneousDocument69 pagesKiln MiscellaneousKayıhan Çağlar88% (8)
- Steering Gear: Class-4 Notes G.E.KDocument48 pagesSteering Gear: Class-4 Notes G.E.KZafar Zain Ali ShahPas encore d'évaluation
- Meo Class 4 Oral QuestionsDocument174 pagesMeo Class 4 Oral QuestionsAshok KumarPas encore d'évaluation
- ValvesDocument40 pagesValvesMizta KunaPas encore d'évaluation
- 13-Steam Turbines (Compatibility Mode)Document50 pages13-Steam Turbines (Compatibility Mode)Chintan RavalPas encore d'évaluation
- Irjet V2i5185 PDFDocument8 pagesIrjet V2i5185 PDFHassan MahmoodPas encore d'évaluation
- Steam Turbine: HistoryDocument9 pagesSteam Turbine: HistoryrikumohanPas encore d'évaluation
- 13-Steam Turbines (Compatibility Mode)Document50 pages13-Steam Turbines (Compatibility Mode)Chintan RavalPas encore d'évaluation
- Irjet V2i5185 PDFDocument8 pagesIrjet V2i5185 PDFHassan MahmoodPas encore d'évaluation
- Power Plant Tutorial Sheets PDFDocument67 pagesPower Plant Tutorial Sheets PDFpsk.pranesh5520Pas encore d'évaluation
- PrealignmentDocument38 pagesPrealignmentpsk.pranesh5520100% (1)
- CWT-NIT For 2015 Tech. PartDocument22 pagesCWT-NIT For 2015 Tech. Partpsk.pranesh5520Pas encore d'évaluation
- 13-Steam Turbines (Compatibility Mode)Document3 pages13-Steam Turbines (Compatibility Mode)psk.pranesh5520Pas encore d'évaluation
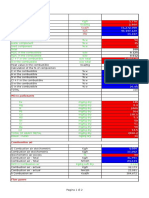
- Calculation Form CombustionDocument2 pagesCalculation Form CombustionDurjoy ChakrabortyPas encore d'évaluation
- Engg - Ref - Book (Steel Weight Cal.)Document246 pagesEngg - Ref - Book (Steel Weight Cal.)Anonymous Iev5ggSRPas encore d'évaluation
- Condition AssessmentDocument45 pagesCondition AssessmentmjranjbarnPas encore d'évaluation
- 13-Steam Turbines (Compatibility Mode)Document50 pages13-Steam Turbines (Compatibility Mode)Chintan RavalPas encore d'évaluation
- Boiler Tune Auto ReportDocument28 pagesBoiler Tune Auto ReportonspsnonsPas encore d'évaluation
- Seal Selection Chart PDFDocument1 pageSeal Selection Chart PDFpsk.pranesh5520Pas encore d'évaluation
- Shaft AlignmentDocument13 pagesShaft AlignmentSushant MoundekarPas encore d'évaluation
- Ludeca-A Practical Guide To Shaft Alignment PDFDocument0 pageLudeca-A Practical Guide To Shaft Alignment PDFDelfinsh100% (1)
- Deaerator Volume Calculation ReportDocument1 pageDeaerator Volume Calculation Reportpsk.pranesh5520Pas encore d'évaluation
- Basic Deaerator PDFDocument50 pagesBasic Deaerator PDFMan Fenix100% (1)
- Flushing Plan PDFDocument42 pagesFlushing Plan PDFpsk.pranesh5520Pas encore d'évaluation
- Pumps1 PDFDocument24 pagesPumps1 PDFpsk.pranesh5520Pas encore d'évaluation
- PrealignmentDocument38 pagesPrealignmentpsk.pranesh5520100% (1)
- Asset Management Council 1005 Maintenance Execution and Shutdowns Best PracticeDocument39 pagesAsset Management Council 1005 Maintenance Execution and Shutdowns Best Practicepsk.pranesh5520Pas encore d'évaluation
- Accelerator Technique 06Document34 pagesAccelerator Technique 06fallo1989Pas encore d'évaluation
- 01budge Budge Generating Station Cesc Limited Budge BudgeDocument12 pages01budge Budge Generating Station Cesc Limited Budge Budgepsk.pranesh5520Pas encore d'évaluation
- Equipment CheckDocument8 pagesEquipment Checkpsk.pranesh5520Pas encore d'évaluation
- Seal Selection Chart.Document1 pageSeal Selection Chart.psk.pranesh5520Pas encore d'évaluation
- VSL Technical Report - PT ExternalDocument36 pagesVSL Technical Report - PT ExternalTran Nguyen KhiemPas encore d'évaluation
- Computer Graphics - Lesson PlanDocument15 pagesComputer Graphics - Lesson PlansoniadrallPas encore d'évaluation
- TGE 5, TGE 5-Ex, TGM 5, TGM 5-Ex, TGU 5, TGU 5-Ex: Transmitter For Angular PositionDocument10 pagesTGE 5, TGE 5-Ex, TGM 5, TGM 5-Ex, TGU 5, TGU 5-Ex: Transmitter For Angular Positionvinodk335Pas encore d'évaluation
- Weidmuller HazLoc Catalog 2014 LIT1315EDocument12 pagesWeidmuller HazLoc Catalog 2014 LIT1315Evaseem shaikPas encore d'évaluation
- Man D28Document44 pagesMan D28Jorge Barradas Osorno100% (1)
- ASTM D 653-97 Standard Terminology Relating To Soil, Rock, and Contained FluidsDocument35 pagesASTM D 653-97 Standard Terminology Relating To Soil, Rock, and Contained FluidsPablo Antonio Valcárcel VargasPas encore d'évaluation
- Chapter 3 Waveform Coding Techniques PDFDocument33 pagesChapter 3 Waveform Coding Techniques PDFEunielyn SecretoPas encore d'évaluation
- Instruction Manual: Fuel Valve Test Device MODEL: HDFD-1100Document16 pagesInstruction Manual: Fuel Valve Test Device MODEL: HDFD-1100Vlad KorzhovPas encore d'évaluation
- How To Solve Turtle Logo QuestionsDocument13 pagesHow To Solve Turtle Logo QuestionsSadman SameerPas encore d'évaluation
- ADPDocument165 pagesADPmohhizbarPas encore d'évaluation
- Difference Between Forging and CastingDocument2 pagesDifference Between Forging and CastingMOHAMMAD ALIPas encore d'évaluation
- Cs6212 Programming and Data Structures Laboratory I Laboratory ManualDocument28 pagesCs6212 Programming and Data Structures Laboratory I Laboratory Manualprasath_676303Pas encore d'évaluation
- ASTM A510 - 02 Steel WireDocument7 pagesASTM A510 - 02 Steel WireRamirez IndeleblePas encore d'évaluation
- FM 3e SI Chap09 LectureDocument111 pagesFM 3e SI Chap09 LectureRuben SegarPas encore d'évaluation
- ACI 308R-16 - Guide o External Curing - PreviewDocument6 pagesACI 308R-16 - Guide o External Curing - PreviewHaniAmin0% (4)
- Chapter ThreeDocument29 pagesChapter ThreeAbel OmweriPas encore d'évaluation
- Question .Net CoreDocument8 pagesQuestion .Net CorevdshfsdfhsdvPas encore d'évaluation
- Stator Earth Fault in 200MW Generator-A Case StudyDocument5 pagesStator Earth Fault in 200MW Generator-A Case StudylrpatraPas encore d'évaluation
- GFM Lab ReportDocument102 pagesGFM Lab ReportÁlvaroDeLaGarza100% (1)
- Simple (Ideal) Vapor Compression Refrigeration Cycle ProblemsDocument3 pagesSimple (Ideal) Vapor Compression Refrigeration Cycle Problemssajawal hassanPas encore d'évaluation
- Depth Semantic SegmentDocument9 pagesDepth Semantic SegmentAivan Dredd PunzalanPas encore d'évaluation
- CrcwikiDocument8 pagesCrcwikiPratik MahajanPas encore d'évaluation
- Ball Valve FCTDocument16 pagesBall Valve FCTAnggi SujiwoPas encore d'évaluation
- COGNEX In-Sight Product GuideDocument16 pagesCOGNEX In-Sight Product GuidedollarePas encore d'évaluation
- PPTDocument24 pagesPPTAbhishek jain80% (5)
- JSA Basket TransferDocument3 pagesJSA Basket TransferCristina Rican100% (1)
- Application of Neutralization TitrationsDocument21 pagesApplication of Neutralization TitrationsAsuncion Thea50% (2)
- Effects of Stiffness Degradation On DuctilityDocument11 pagesEffects of Stiffness Degradation On DuctilitysalmanPas encore d'évaluation
- 01-09-04MIL On, DTCs P1545, P0121, P0123, P0221 or P0222 Stored in ECM Fault MemoryDocument7 pages01-09-04MIL On, DTCs P1545, P0121, P0123, P0221 or P0222 Stored in ECM Fault MemoryKilobyte202005Pas encore d'évaluation
- SAIC-Q-1043 Asphalt Core Density Testing InspectionDocument3 pagesSAIC-Q-1043 Asphalt Core Density Testing InspectionAbdul HannanPas encore d'évaluation