Vous aimerez peut-être aussi
- Life Cycle Analysis GuideDocument44 pagesLife Cycle Analysis Guidesabareesh lakshmananPas encore d'évaluation
- Implementation of Kaizen and 5S in Plastic PipeDocument6 pagesImplementation of Kaizen and 5S in Plastic Pipeaman tembhekarPas encore d'évaluation
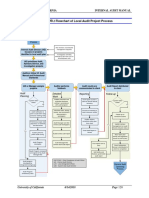
- 6000 Appendix 6000.: 2 Flowchart of Local Audit Project ProcessDocument1 page6000 Appendix 6000.: 2 Flowchart of Local Audit Project ProcessNiken RindasariPas encore d'évaluation
- Management Walk-Through Check List: What We See What We Want To See SalesDocument6 pagesManagement Walk-Through Check List: What We See What We Want To See SalesDhananjay PatilPas encore d'évaluation
- Kaizen 5W 1H PDFDocument20 pagesKaizen 5W 1H PDFSUBA NANTINI A/P M.SUBRAMANIAMPas encore d'évaluation
- Kaizen CharterDocument3 pagesKaizen CharterDebashishDolonPas encore d'évaluation
- Layout ChecklistDocument2 pagesLayout Checklistvmohapatra8100% (1)
- Operator Check Sheet SEODocument2 pagesOperator Check Sheet SEORavi YadavPas encore d'évaluation
- 5s Checklist OperationDocument1 page5s Checklist OperationDian PeshevPas encore d'évaluation
- Warehouse InductionDocument47 pagesWarehouse InductionThrungPas encore d'évaluation
- Case example: Inventory control system automates trading company operationsDocument2 pagesCase example: Inventory control system automates trading company operationslekhanh_y2kPas encore d'évaluation
- Toyota Process Flow Analysis: ToyotaprocessflowanalysisDocument5 pagesToyota Process Flow Analysis: ToyotaprocessflowanalysisRoel DavidPas encore d'évaluation
- Life Cycle CostingDocument9 pagesLife Cycle CostingDev JainPas encore d'évaluation
- Preventative Maintenance Plan Template SampleDocument7 pagesPreventative Maintenance Plan Template SamplePankaj KatariyaPas encore d'évaluation
- ISO 9001 - Document Control 4.2.3Document3 pagesISO 9001 - Document Control 4.2.3Arun KumarPas encore d'évaluation
- Appendix 10 Waste Matrix Attachment A 092203Document14 pagesAppendix 10 Waste Matrix Attachment A 092203droffilcz27Pas encore d'évaluation
- Efwe 2 e 4 GF 1 W 3Document1 pageEfwe 2 e 4 GF 1 W 3BALACHANDAR SPas encore d'évaluation
- Breakdown RagisterDocument1 pageBreakdown RagisterJayant MistriPas encore d'évaluation
- BP-5.1.2D OJT Effectiveness SHEET - Level-2Document1 pageBP-5.1.2D OJT Effectiveness SHEET - Level-2shinuPas encore d'évaluation
- Nike's Commitment to Sustainability and Worker WelfareDocument131 pagesNike's Commitment to Sustainability and Worker WelfareJonathan Alexander Catú PérezPas encore d'évaluation
- ASP-NPD-04 (Process of Product Safety)Document5 pagesASP-NPD-04 (Process of Product Safety)akash.vd.1603Pas encore d'évaluation
- Lesson 14 - Emergency PreparednessDocument26 pagesLesson 14 - Emergency PreparednessAmeenudeenPas encore d'évaluation
- TPM Total Productive MaintenanceDocument7 pagesTPM Total Productive MaintenanceBPas encore d'évaluation
- Test Instrument Equipment List (Sepcoiii Lab)Document2 pagesTest Instrument Equipment List (Sepcoiii Lab)Kuldeep ChakerwartiPas encore d'évaluation
- Line Balancing PresentationDocument39 pagesLine Balancing Presentationelmaakoul oussama67% (3)
- Capacity VerificationDocument4 pagesCapacity VerificationLucinei SantosPas encore d'évaluation
- 5S audit sheet optimizationDocument1 page5S audit sheet optimizationManoj ShahPas encore d'évaluation
- Standard Work Combination SheetsDocument1 pageStandard Work Combination Sheetslam nguyenPas encore d'évaluation
- Job DescriptionDocument2 pagesJob DescriptionPhan Huỳnh Diễm ThảoPas encore d'évaluation
- Objectives Monitoring Tracker (2020-21) : Bay-Chem Fabriks PVT LTDDocument2 pagesObjectives Monitoring Tracker (2020-21) : Bay-Chem Fabriks PVT LTDSekar KrishPas encore d'évaluation
- Production ManagementDocument108 pagesProduction ManagementQuwas Tinnish100% (1)
- Audit Process - How ToDocument144 pagesAudit Process - How ToVenkateswarlu BharathulaPas encore d'évaluation
- Management of Product Safety: 6) Esclation Process & Information FlowDocument2 pagesManagement of Product Safety: 6) Esclation Process & Information FlowrajarajanPas encore d'évaluation
- Apqp PQP Flow ChartDocument1 pageApqp PQP Flow ChartmjapmgPas encore d'évaluation
- Lean and Kanban-Based: Software DevelopmentDocument42 pagesLean and Kanban-Based: Software Developmentanafc1403Pas encore d'évaluation
- Course Title: Total Quality Management (TQM)Document26 pagesCourse Title: Total Quality Management (TQM)Nikilaa ManoharanPas encore d'évaluation
- Capacity Planning (SOP-CAP-CAPP-021) Version 1.6Document11 pagesCapacity Planning (SOP-CAP-CAPP-021) Version 1.6ranga.ramanPas encore d'évaluation
- BIS Application FormDocument15 pagesBIS Application FormJagannath Majhi80% (5)
- Motorola Quality ManualDocument12 pagesMotorola Quality ManualHaroon MukhtarPas encore d'évaluation
- Small Business Safety Checking Out Your Workplace Checklist 1284Document8 pagesSmall Business Safety Checking Out Your Workplace Checklist 1284Farra CartoumPas encore d'évaluation
- Efficient Material Flow Assembly LinesDocument161 pagesEfficient Material Flow Assembly LinesHoussem MoujahedPas encore d'évaluation
- 5S Audit Checklist for Apparel ManufacturingDocument1 page5S Audit Checklist for Apparel ManufacturingMd nuraza AkterPas encore d'évaluation
- Improve Efficiency with Time & Motion StudyDocument7 pagesImprove Efficiency with Time & Motion StudyAditya Sudhesh Raghu VamsiPas encore d'évaluation
- HDT First Article Inspection Policy 01Document7 pagesHDT First Article Inspection Policy 01Srinivasan VenkatPas encore d'évaluation
- Escalation Procedure Updated 020915Document30 pagesEscalation Procedure Updated 020915Joezel Juaman Maglajos100% (1)
- TEL - SOP Flow Chart - 1010 - Tool StoreDocument1 pageTEL - SOP Flow Chart - 1010 - Tool StoreMersal GopiPas encore d'évaluation
- The Key Performance IndicatorsDocument8 pagesThe Key Performance IndicatorsMahesh ChowdaryPas encore d'évaluation
- Form 1 - Application FormDocument1 pageForm 1 - Application FormPearly Grace Resano0% (1)
- InspectDocument6 pagesInspectHaleemUrRashidBangash100% (1)
- ISO 14001 - High Level StructureDocument1 pageISO 14001 - High Level StructureМиша МакухPas encore d'évaluation
- QMS, EMS ChecklistDocument9 pagesQMS, EMS Checklistgayathrisrk001Pas encore d'évaluation
- ISO 9001:2015 Quality Management Systems ExplainedDocument4 pagesISO 9001:2015 Quality Management Systems ExplainedKezia MondonedoPas encore d'évaluation
- Implementing Total Productive Maintenance in Electronics IndustryDocument24 pagesImplementing Total Productive Maintenance in Electronics IndustryUmang SoniPas encore d'évaluation
- Total Service Management 5S CampaignDocument18 pagesTotal Service Management 5S CampaigntimazaPas encore d'évaluation
- Audit Sheet For 5S Evaluation - Shop Floor: 1S2S3S Score (1S + 2S + 3S) / 50Document1 pageAudit Sheet For 5S Evaluation - Shop Floor: 1S2S3S Score (1S + 2S + 3S) / 50BALACHANDAR SPas encore d'évaluation
- CARA NC Management Tool Instructions For Client: IATF OversightDocument8 pagesCARA NC Management Tool Instructions For Client: IATF OversightAvinash CCMSPas encore d'évaluation
- 2.06 SIPOC DiagramDocument4 pages2.06 SIPOC DiagramJulioRomeroPas encore d'évaluation
- 09200-En-30 Process Facility Site Change ManagementDocument6 pages09200-En-30 Process Facility Site Change ManagementfernandoPas encore d'évaluation
- Order Tracking 1Document4 pagesOrder Tracking 1Durbar DasguptaPas encore d'évaluation
- Some Journal PDFDocument12 pagesSome Journal PDFvenkat raPas encore d'évaluation
- Research Methodology: Printed Books Are Preferred Over E-BooksDocument14 pagesResearch Methodology: Printed Books Are Preferred Over E-BooksDurbar DasguptaPas encore d'évaluation
- Research Report On Ebook Versus PrintedDocument24 pagesResearch Report On Ebook Versus PrintedDurbar DasguptaPas encore d'évaluation
- PackagingDocument12 pagesPackagingDurbar DasguptaPas encore d'évaluation
- Impacts of PackagingDocument33 pagesImpacts of PackagingDurbar DasguptaPas encore d'évaluation
- System Implementation Traffic LightDocument36 pagesSystem Implementation Traffic LightDurbar DasguptaPas encore d'évaluation
- Survey - Analyze Data DetailedDocument4 pagesSurvey - Analyze Data DetailedDurbar DasguptaPas encore d'évaluation
- SusuDocument4 pagesSusuDurbar DasguptaPas encore d'évaluation
- Ceramic Arts HandbookDocument47 pagesCeramic Arts Handbookapi-26965779100% (22)
- SOP Traffic Light SystemDocument2 pagesSOP Traffic Light SystemDurbar Dasgupta100% (3)
- CostingDocument2 pagesCostingDurbar DasguptaPas encore d'évaluation
- Durbar E-Books QuestionaireDocument7 pagesDurbar E-Books QuestionaireDurbar DasguptaPas encore d'évaluation
- TlsDocument26 pagesTlsDurbar DasguptaPas encore d'évaluation
- Apparel - Sewing Machine OperatorDocument247 pagesApparel - Sewing Machine Operatorsurya100% (2)
- Arvind Limited, Electronic City, Bangalore: Nift KolkataDocument50 pagesArvind Limited, Electronic City, Bangalore: Nift KolkataDurbar DasguptaPas encore d'évaluation
- CAT Sample PaperDocument43 pagesCAT Sample PaperSabitha RaaviPas encore d'évaluation
- 2.CAP - Labour CostingDocument22 pages2.CAP - Labour CostingDurbar DasguptaPas encore d'évaluation
- Percentage Problems With PDFDocument2 pagesPercentage Problems With PDFDurbar DasguptaPas encore d'évaluation
- Value Stream MappingDocument40 pagesValue Stream MappingDurbar DasguptaPas encore d'évaluation
- Fabric Science: Topic: Presented byDocument21 pagesFabric Science: Topic: Presented byDurbar DasguptaPas encore d'évaluation
- ManaswiDocument5 pagesManaswiDurbar DasguptaPas encore d'évaluation
- Project: Detailed Study and Analysis of Cutting Department: Submitted byDocument17 pagesProject: Detailed Study and Analysis of Cutting Department: Submitted byDurbar DasguptaPas encore d'évaluation
- Arvind Limited, Electronic City, Bangalore: Nift KolkataDocument50 pagesArvind Limited, Electronic City, Bangalore: Nift KolkataDurbar DasguptaPas encore d'évaluation
- Maintenance ManagementDocument7 pagesMaintenance ManagementDurbar DasguptaPas encore d'évaluation
- Maintenance ManagementDocument7 pagesMaintenance ManagementDurbar DasguptaPas encore d'évaluation
- Entrepreneurship Management: Rural EntrepreneurshipDocument18 pagesEntrepreneurship Management: Rural EntrepreneurshipDurbar DasguptaPas encore d'évaluation
- AutocadDocument8 pagesAutocadDurbar DasguptaPas encore d'évaluation
- IntroductionDocument12 pagesIntroductionDurbar DasguptaPas encore d'évaluation
- 2K NTNK 101 Matt Coat TilDocument3 pages2K NTNK 101 Matt Coat TilpassqwertyPas encore d'évaluation
- AWG Catalog PDFDocument424 pagesAWG Catalog PDFJSEMSPas encore d'évaluation
- Computer Parts Vendors in Western RegionDocument9 pagesComputer Parts Vendors in Western RegionJohn SmithPas encore d'évaluation
- BSI Standard PublicationDocument36 pagesBSI Standard PublicationNadzmy Hakkim100% (1)
- Inductor de Calor SKF Tih 240Document134 pagesInductor de Calor SKF Tih 240milenko CortesPas encore d'évaluation
- Properties Are Used To Identify Substances.: How Can Properties Help You Identify A Substance?Document5 pagesProperties Are Used To Identify Substances.: How Can Properties Help You Identify A Substance?Pothik OchenaPas encore d'évaluation
- Cambio de Nomenclatura de Los EquiposDocument44 pagesCambio de Nomenclatura de Los Equiposjulio peña lima100% (1)
- Reactivod de FlotacionDocument4 pagesReactivod de FlotacionHector RamosPas encore d'évaluation
- Hand Book Bahasa Inggris Teknik KIMIA 1Document56 pagesHand Book Bahasa Inggris Teknik KIMIA 1Pramesta RadikaPas encore d'évaluation
- HILTI Direct Fastening Technical Guide - Ed 18Document212 pagesHILTI Direct Fastening Technical Guide - Ed 18rodriguez.gaytanPas encore d'évaluation
- Pyro FormulasDocument121 pagesPyro FormulasMichael Beasley100% (4)
- Refresher Module 01 (M14) - Quantity SurveyingDocument2 pagesRefresher Module 01 (M14) - Quantity SurveyingFely Joy RelatoresPas encore d'évaluation
- Mark Schemes Summer 2008: IGCSE Chemistry (4335)Document27 pagesMark Schemes Summer 2008: IGCSE Chemistry (4335)EZPas encore d'évaluation
- Gurpratap Singh's MATE 1100A Assignment A5 on Metal Materials and TestingDocument6 pagesGurpratap Singh's MATE 1100A Assignment A5 on Metal Materials and TestingGURPRATAP SINGHPas encore d'évaluation
- Production Engineering: Group 6 Tittle: Sand Production Impact On Separation ProcessDocument13 pagesProduction Engineering: Group 6 Tittle: Sand Production Impact On Separation ProcessSangeetha BalaramPas encore d'évaluation
- VINAIR Systems & ServicesDocument24 pagesVINAIR Systems & Servicessridevi anandhamPas encore d'évaluation
- SSP 522 - The 2.0-Liter 162 KW 169 KW TSI EngineDocument56 pagesSSP 522 - The 2.0-Liter 162 KW 169 KW TSI Engineotandreto100% (4)
- Plywood, Particle Board, MDF, Hardboard..Document11 pagesPlywood, Particle Board, MDF, Hardboard..sustipan_StPas encore d'évaluation
- Bruniranje (Black Oxide)Document2 pagesBruniranje (Black Oxide)bruniranje kranjPas encore d'évaluation
- Removal of Nitrogen and Phosphorus From Waste WaterDocument6 pagesRemoval of Nitrogen and Phosphorus From Waste WaterShahbaz ShafiPas encore d'évaluation
- Cálculo Consumo de Agua EstacionariasDocument2 pagesCálculo Consumo de Agua Estacionariasgabo_2612Pas encore d'évaluation
- Positive Displacement Pumps ExplainedDocument5 pagesPositive Displacement Pumps ExplainedsikuetPas encore d'évaluation
- Disclosure To Promote The Right To InformationDocument25 pagesDisclosure To Promote The Right To InformationztmpPas encore d'évaluation
- Building Envelope Compliance FormsDocument9 pagesBuilding Envelope Compliance FormsJWPas encore d'évaluation
- Glamox Lamparas Mariteam - CatalogDocument87 pagesGlamox Lamparas Mariteam - CatalogFarihna JosePas encore d'évaluation
- Materials System SpecificationDocument13 pagesMaterials System Specificationnadeem shaikhPas encore d'évaluation
- DC Machine Dimensions and TypesDocument13 pagesDC Machine Dimensions and TypesShang Divina Ebrada100% (1)
- Fuel From Plastic WasteDocument13 pagesFuel From Plastic Waste18Pa1A0325 Duba Ajay BabuPas encore d'évaluation
- FFBL TEST QueryDocument11 pagesFFBL TEST QueryABUBAKARPas encore d'évaluation
- 3.3 - Lockhart & Crescenzi - Sour Oil and Gas Management PDFDocument34 pages3.3 - Lockhart & Crescenzi - Sour Oil and Gas Management PDFsantiagoPas encore d'évaluation