Vous aimerez peut-être aussi
- Mitsubishi Colt Electrical DiagramsDocument82 pagesMitsubishi Colt Electrical DiagramsVideoSurv Synology60% (5)
- Caterpiller 3508 SettingsDocument11 pagesCaterpiller 3508 SettingsHalit Yalçınkaya88% (16)
- Ax 5 TransDocument33 pagesAx 5 TransCarlos Gabriel EstergaardPas encore d'évaluation
- Manual Instructiuni Volkswagen PassatDocument7 pagesManual Instructiuni Volkswagen PassatIki Valcea75% (4)
- Manual Trans Overhaul Chevrolet S10Document11 pagesManual Trans Overhaul Chevrolet S10Maxi Sardi100% (1)
- Massey-Harris Pony Shop Manual: Adjust Front Axle, Steering Knuckles, LinkageDocument18 pagesMassey-Harris Pony Shop Manual: Adjust Front Axle, Steering Knuckles, LinkageRobert MoreauPas encore d'évaluation
- Instructions: 6 Speed Transmission Super KitDocument14 pagesInstructions: 6 Speed Transmission Super KitthailanPas encore d'évaluation
- Toyota Corolla+c52 Shift ManualDocument221 pagesToyota Corolla+c52 Shift Manualdaswine100% (4)
- 1971 Chevy Overhaul ManualDocument505 pages1971 Chevy Overhaul ManualCharlie Moretti100% (1)
- 1993 Ford Thunderbird - 3.8L V6-VIN (4) & 3.8L SC V6 - VIN (R)Document46 pages1993 Ford Thunderbird - 3.8L V6-VIN (4) & 3.8L SC V6 - VIN (R)g_garcia_c_996374095100% (2)
- Cat 936eDocument5 pagesCat 936eAlberto Ferradás100% (1)
- 1971-1972 ALSPORT Snowmobile ManualDocument4 pages1971-1972 ALSPORT Snowmobile ManualtimmckennaPas encore d'évaluation
- Péugeut 206Document4 pagesPéugeut 206diegoPas encore d'évaluation
- Manual de Transmisiones Chrysler Años 90 PrincipalmenteDocument188 pagesManual de Transmisiones Chrysler Años 90 PrincipalmenteMarbelmen100% (1)
- 1A Motorkapitlet Diesel Motor VerkstadsmanualDocument35 pages1A Motorkapitlet Diesel Motor Verkstadsmanualgdrakas42100% (1)
- AUTO TRANS - Removal & InstallationDocument42 pagesAUTO TRANS - Removal & InstallationIngenieria MultifuncionalPas encore d'évaluation
- Transmission Removal and Installation at PDFDocument4 pagesTransmission Removal and Installation at PDFOskars ŠtālsPas encore d'évaluation
- Manual Trans Overhaul - Type 02A Article TextDocument20 pagesManual Trans Overhaul - Type 02A Article TextHakim Ben Abdeljelil100% (1)
- Drive Axle FrontDocument23 pagesDrive Axle Frontcarloslopez85Pas encore d'évaluation
- Naza Ria Rover KV6 Engine Cam Marking ManualDocument7 pagesNaza Ria Rover KV6 Engine Cam Marking ManualLee Ming Fee100% (1)
- Transfer Case 233 Chevrolet S10Document8 pagesTransfer Case 233 Chevrolet S10Maxi SardiPas encore d'évaluation
- Fuel Injection Pump Housing and Governor (New Scroll Fuel System Effective in Production With 10X5411-UP, 45V36536-UP)Document9 pagesFuel Injection Pump Housing and Governor (New Scroll Fuel System Effective in Production With 10X5411-UP, 45V36536-UP)Hammam al HammamPas encore d'évaluation
- Disassembly and Assembly of Vehicular Engine Fuel Injection PumpDocument9 pagesDisassembly and Assembly of Vehicular Engine Fuel Injection PumpHammam al HammamPas encore d'évaluation
- Induction Module Assembly 9.5: GeneralDocument10 pagesInduction Module Assembly 9.5: Generalvette512Pas encore d'évaluation
- Compressor WabcoDocument6 pagesCompressor Wabcoruben_cruz_34Pas encore d'évaluation
- 94camry-Engine Removal & InstallationDocument12 pages94camry-Engine Removal & InstallationTrey OwenPas encore d'évaluation
- Technical Service BulletinDocument8 pagesTechnical Service Bulletinfishhunter18Pas encore d'évaluation
- Overhaul Transfer Case 231Document9 pagesOverhaul Transfer Case 231Ahmat Juhairi AriffinPas encore d'évaluation
- Clutch 93 GolfDocument3 pagesClutch 93 Golfpedro.tablet.velosoPas encore d'évaluation
- 2.0l 4 Cyl Nissan b13Document52 pages2.0l 4 Cyl Nissan b1325912530Pas encore d'évaluation
- Atkinson Tractor Service Shop Manual Unit 2 - TransmissionDocument18 pagesAtkinson Tractor Service Shop Manual Unit 2 - TransmissionDavid Kelly100% (1)
- Chapter 2ADocument20 pagesChapter 2AEnrique ArévaloPas encore d'évaluation
- JD 2030 Kvačilo PDFDocument7 pagesJD 2030 Kvačilo PDFBranko Mikulinjak100% (1)
- Manual de Motor Toyota Corolla 4a-Ec 1990Document30 pagesManual de Motor Toyota Corolla 4a-Ec 1990David Emmanuel Turcios CarrilloPas encore d'évaluation
- Engine: Restored To The Original Position During ReassemblyDocument58 pagesEngine: Restored To The Original Position During ReassemblyFabrizio FloresPas encore d'évaluation
- Torque Converter, Transmission and Transfer GearsDocument4 pagesTorque Converter, Transmission and Transfer GearschanlinPas encore d'évaluation
- Tecbrake Installation Guide For Caterpillar 3406, 3406B and 3406CDocument18 pagesTecbrake Installation Guide For Caterpillar 3406, 3406B and 3406CJunior Lester100% (2)
- 24L FourDocument28 pages24L FourIqbal NugrohoPas encore d'évaluation
- Service - Service Manual Code 950 - 994 - 653Document49 pagesService - Service Manual Code 950 - 994 - 653CristianPas encore d'évaluation
- Engine PDFDocument19 pagesEngine PDFRojascometPas encore d'évaluation
- MT 02a Overhaul 96Document15 pagesMT 02a Overhaul 96XGACDPas encore d'évaluation
- Eaton: Model 74318 and 74348 Piston Motors Fixed Displacement, Valve Plate DesignDocument9 pagesEaton: Model 74318 and 74348 Piston Motors Fixed Displacement, Valve Plate Designluisbravo1264Pas encore d'évaluation
- Specifications 5.1: Starter Torque ValuesDocument14 pagesSpecifications 5.1: Starter Torque Valuesvette512Pas encore d'évaluation
- Clutch 95-96 GolfDocument9 pagesClutch 95-96 Golfpedro.tablet.velosoPas encore d'évaluation
- Orbitrol Desarmado y ArmadoDocument9 pagesOrbitrol Desarmado y Armadojulio cesarPas encore d'évaluation
- Manual de Transmision Automatica Aisin A132lDocument46 pagesManual de Transmision Automatica Aisin A132led1996100% (4)
- Clutch Chevro S10 1997Document12 pagesClutch Chevro S10 1997roberto galvanPas encore d'évaluation
- 1A Motorkapitlet Diesel Motor Verkstadsmanual PDFDocument35 pages1A Motorkapitlet Diesel Motor Verkstadsmanual PDFSalisburPas encore d'évaluation
- MC-10245814-9999Document10 pagesMC-10245814-9999abdatmeh99Pas encore d'évaluation
- D Transmission2010Document37 pagesD Transmission2010Akrae AcrPas encore d'évaluation
- Rocket Sprocket InstallDocument18 pagesRocket Sprocket InstallJulio AlarconPas encore d'évaluation
- Clutch 94 GolfDocument3 pagesClutch 94 Golfpedro.tablet.velosoPas encore d'évaluation
- VW Golf Type 020 Manual Transmission Overhaul GuideDocument16 pagesVW Golf Type 020 Manual Transmission Overhaul GuideAndreiPas encore d'évaluation
- Transmission Removal & Installation - M/T Article TextDocument3 pagesTransmission Removal & Installation - M/T Article TextGatis IvbulisPas encore d'évaluation
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceD'EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenancePas encore d'évaluation
- XJ Clutch Removal and Installation GuideDocument8 pagesXJ Clutch Removal and Installation GuideawemetalPas encore d'évaluation
- PerkinsDocument12 pagesPerkinsDalibor Sopina Duc100% (2)
- 1990-1994 at Overhaul ManualDocument132 pages1990-1994 at Overhaul ManualmikeautotransPas encore d'évaluation
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementD'EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementPas encore d'évaluation
- Motorcycle, Solo (Harley-Davidson Model WLA)D'EverandMotorcycle, Solo (Harley-Davidson Model WLA)Pas encore d'évaluation
- Construction and Manufacture of AutomobilesD'EverandConstruction and Manufacture of AutomobilesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Essex Terraplane Six 1933 Owner's Manual of InformationD'EverandEssex Terraplane Six 1933 Owner's Manual of InformationPas encore d'évaluation
- Format Kertas BergarisDocument3 pagesFormat Kertas BergarisMaulana FajriansyahPas encore d'évaluation
- SchoolDocument1 pageSchoolMaulana FajriansyahPas encore d'évaluation
- Motor Grader Terex DimensionDocument16 pagesMotor Grader Terex DimensionMaulana Fajriansyah100% (2)
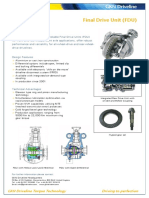
- Final Drive Unit (FDU) : Driving To Perfection GKN Driveline Torque TechnologyDocument1 pageFinal Drive Unit (FDU) : Driving To Perfection GKN Driveline Torque TechnologyMaulana FajriansyahPas encore d'évaluation
- Final DriveDocument12 pagesFinal DriveMaulana FajriansyahPas encore d'évaluation
- 39-148 Final Drive Gear SetDocument31 pages39-148 Final Drive Gear Setmefisto06cPas encore d'évaluation
- Otor Rader: 149 KW 200 HP 14870 KG 32,780 LB 3.71 M 12 FTDocument7 pagesOtor Rader: 149 KW 200 HP 14870 KG 32,780 LB 3.71 M 12 FTAdi SekarepePas encore d'évaluation
- Bang Gia Ban Le Phu Tung Xe May Suzuki 04062015 PDFDocument155 pagesBang Gia Ban Le Phu Tung Xe May Suzuki 04062015 PDFAnonymous J4iPfpGE5mPas encore d'évaluation
- X308 LIMORA Parts Catalogue UKDocument145 pagesX308 LIMORA Parts Catalogue UKJuan Carlos OlivasPas encore d'évaluation
- Chapter 4 - Vehicle Transmission SystemDocument35 pagesChapter 4 - Vehicle Transmission SystemMuhammad Asyrafuddin HanafiahPas encore d'évaluation
- LEXUS Design LanguageDocument6 pagesLEXUS Design LanguagerbaconPas encore d'évaluation
- 204-01 - Front SuspensionDocument26 pages204-01 - Front SuspensionSofia AltuzarraPas encore d'évaluation
- (Lampiran) Perhitungan Harga Free Service Per ModelDocument12 pages(Lampiran) Perhitungan Harga Free Service Per ModelRRQ EmonPas encore d'évaluation
- Aveo Harness RoutingDocument20 pagesAveo Harness RoutingHarish Kaiwart100% (1)
- Masini FivemDocument2 pagesMasini FivemCataPas encore d'évaluation
- Katalog tlb840Document1 536 pagesKatalog tlb840Max Sashikhin100% (1)
- DELPHI - CARS Compatibles PDFDocument2 169 pagesDELPHI - CARS Compatibles PDFjuanPas encore d'évaluation
- BMW LubrikantiDocument3 pagesBMW LubrikantiNikola PorkiPas encore d'évaluation
- Mercedes (DTC) 968590155502 20221015145830Document3 pagesMercedes (DTC) 968590155502 20221015145830Abu BakkerPas encore d'évaluation
- Steering System Specs and Torque ValuesDocument28 pagesSteering System Specs and Torque ValuesŽeljko ČokoPas encore d'évaluation
- History of Cars PresentationDocument9 pagesHistory of Cars PresentationwfcancianPas encore d'évaluation
- Jeep Parts List 2002 KJDocument429 pagesJeep Parts List 2002 KJlilfroger100% (2)
- Gaikindo - AutoInsight 2019 6Document41 pagesGaikindo - AutoInsight 2019 6Agus SutartoPas encore d'évaluation
- Specification of Skeleton TrailerDocument4 pagesSpecification of Skeleton TrailerAmri AbubakarPas encore d'évaluation
- Engine Control Mitsubishi v6 3.0Document5 pagesEngine Control Mitsubishi v6 3.0Juanck Todelar100% (1)
- Maintenance Schedule Hilux GD SeriesDocument1 pageMaintenance Schedule Hilux GD SeriesAriel Garcia Perez100% (3)
- 722.9 Gear RatioDocument10 pages722.9 Gear RatioAbhinandan SardePas encore d'évaluation
- E H P S: Lectric Ydraulic Ower TeeringDocument6 pagesE H P S: Lectric Ydraulic Ower TeeringmtonellyPas encore d'évaluation
- Mectronic Diy Multitronic Oil Fill ToolDocument4 pagesMectronic Diy Multitronic Oil Fill ToolCarlos Mendoza Cambrón100% (1)
- Happy Forging Training Report by Dipankar AroraDocument4 pagesHappy Forging Training Report by Dipankar AroraMukul BajajPas encore d'évaluation
- File TreeDocument25 pagesFile TreeDima DimaPas encore d'évaluation
- Repair Guides - Transmission - Transaxle (2003) - Automatic Transmission 2 - AutoZoneDocument12 pagesRepair Guides - Transmission - Transaxle (2003) - Automatic Transmission 2 - AutoZonefranciscoPas encore d'évaluation
- 2011 GMC Sierra Owner PDFDocument594 pages2011 GMC Sierra Owner PDFFAOUZI0% (1)