Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Fire Art Case StudyDocument15 pagesFire Art Case StudyKimberlyHerring100% (1)
- Lite Touch. Completo PDFDocument206 pagesLite Touch. Completo PDFkerlystefaniaPas encore d'évaluation
- Coiled Tubing Introduction-Part 1Document109 pagesCoiled Tubing Introduction-Part 1qazim786100% (3)
- Clearing Negative SpiritsDocument6 pagesClearing Negative SpiritsmehorseblessedPas encore d'évaluation
- Diode ExercisesDocument5 pagesDiode ExercisesbruhPas encore d'évaluation
- Jadeed JahayleeatDocument314 pagesJadeed Jahayleeatqazim786Pas encore d'évaluation
- HajjOUmraKiMasnoonDuaainBySheikhMuhammadYunusPalanpuri PDFDocument76 pagesHajjOUmraKiMasnoonDuaainBySheikhMuhammadYunusPalanpuri PDFMoulana Mohammad Musa ShakirPas encore d'évaluation
- Ehsan Kya Hai PDFDocument25 pagesEhsan Kya Hai PDFqazim786Pas encore d'évaluation
- Istefsaraat 1Document438 pagesIstefsaraat 1qazim786Pas encore d'évaluation
- Madinah Landmarks 2014 PDFDocument41 pagesMadinah Landmarks 2014 PDFqazim786Pas encore d'évaluation
- Basics of Light Microscopy ImagingDocument55 pagesBasics of Light Microscopy Imagingqazim786Pas encore d'évaluation
- Candy Exercise Simple Data AnalysisDocument5 pagesCandy Exercise Simple Data Analysisqazim786Pas encore d'évaluation
- ALI As Ek Deomalai Sach by DR Ali Shariati PDFDocument104 pagesALI As Ek Deomalai Sach by DR Ali Shariati PDFqazim786100% (1)
- Al Ihtijaj by Allama Abu Mansur Ahmad Tibrisi Vol 2 PDFDocument187 pagesAl Ihtijaj by Allama Abu Mansur Ahmad Tibrisi Vol 2 PDFqazim786Pas encore d'évaluation
- KAIZEN Forum Global KAIZEN StrategyDocument4 pagesKAIZEN Forum Global KAIZEN Strategyqazim786100% (1)
- Rust Veto AsDocument8 pagesRust Veto Asqazim786Pas encore d'évaluation
- Candy Exercise Simple Data AnalysisDocument5 pagesCandy Exercise Simple Data Analysisqazim786Pas encore d'évaluation
- Imex Canada INC.-Drill Pipe and AccessoriesDocument16 pagesImex Canada INC.-Drill Pipe and Accessoriesqazim786Pas encore d'évaluation
- TMK Premium ConnectionsDocument71 pagesTMK Premium Connectionsqazim786Pas encore d'évaluation
- Jfe Steel OctgDocument39 pagesJfe Steel Octgzdq02Pas encore d'évaluation
- Halliburton PESA 2010 Spring JanniseDocument29 pagesHalliburton PESA 2010 Spring JanniseFerdana EldriansyahPas encore d'évaluation
- Lewin's Change ManagementDocument5 pagesLewin's Change ManagementutsavPas encore d'évaluation
- Sample Midterm ExamDocument6 pagesSample Midterm ExamRenel AluciljaPas encore d'évaluation
- ''Want To Learn To Speak Latin or Greek This (2018) Summer''Document10 pages''Want To Learn To Speak Latin or Greek This (2018) Summer''ThriwPas encore d'évaluation
- The Hawthorne Studies RevisitedDocument25 pagesThe Hawthorne Studies Revisitedsuhana satijaPas encore d'évaluation
- In Mein KampfDocument3 pagesIn Mein KampfAnonymous t5XUqBPas encore d'évaluation
- A Study of Consumer Behavior in Real Estate Sector: Inderpreet SinghDocument17 pagesA Study of Consumer Behavior in Real Estate Sector: Inderpreet SinghMahesh KhadePas encore d'évaluation
- Advanced Technical Analysis: - Online Live Interactive SessionDocument4 pagesAdvanced Technical Analysis: - Online Live Interactive SessionmahendarPas encore d'évaluation
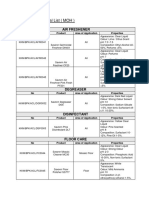
- Approved Chemical ListDocument2 pagesApproved Chemical ListSyed Mansur Alyahya100% (1)
- Chapter 4 INTRODUCTION TO PRESTRESSED CONCRETEDocument15 pagesChapter 4 INTRODUCTION TO PRESTRESSED CONCRETEyosef gemessaPas encore d'évaluation
- Nielsen & Co., Inc. v. Lepanto Consolidated Mining Co., 34 Phil, 122 (1915)Document3 pagesNielsen & Co., Inc. v. Lepanto Consolidated Mining Co., 34 Phil, 122 (1915)Abby PajaronPas encore d'évaluation
- 206f8JD-Tech MahindraDocument9 pages206f8JD-Tech MahindraHarshit AggarwalPas encore d'évaluation
- Long 1988Document4 pagesLong 1988Ovirus OviPas encore d'évaluation
- Simple Future Tense & Future Continuous TenseDocument2 pagesSimple Future Tense & Future Continuous TenseFarris Ab RashidPas encore d'évaluation
- What Is Folate WPS OfficeDocument4 pagesWhat Is Folate WPS OfficeMerly Grael LigligenPas encore d'évaluation
- Philosophy of Jnanadeva - As Gleaned From The Amrtanubhava (B.P. Bahirat - 296 PgsDocument296 pagesPhilosophy of Jnanadeva - As Gleaned From The Amrtanubhava (B.P. Bahirat - 296 PgsJoão Rocha de LimaPas encore d'évaluation
- Springfield College Lesson Plan Template PHED 237: The Learning and Performance of Physical ActivitiesDocument5 pagesSpringfield College Lesson Plan Template PHED 237: The Learning and Performance of Physical Activitiesapi-285421100Pas encore d'évaluation
- La Navassa Property, Sovereignty, and The Law of TerritoriesDocument52 pagesLa Navassa Property, Sovereignty, and The Law of TerritoriesEve AthanasekouPas encore d'évaluation
- Druze ScriptureDocument15 pagesDruze ScriptureChristopher DeMott100% (2)
- Sukhtankar Vaishnav Corruption IPF - Full PDFDocument79 pagesSukhtankar Vaishnav Corruption IPF - Full PDFNikita anandPas encore d'évaluation
- Hedonic Calculus Essay - Year 9 EthicsDocument3 pagesHedonic Calculus Essay - Year 9 EthicsEllie CarterPas encore d'évaluation
- Chapter 12 Social Structural Theories of CrimeDocument5 pagesChapter 12 Social Structural Theories of CrimeKaroline Thomas100% (1)
- Feline Neonatal IsoerythrolysisDocument18 pagesFeline Neonatal IsoerythrolysisPaunas JoshiPas encore d'évaluation
- CU 8. Johnsons Roy NeumanDocument41 pagesCU 8. Johnsons Roy NeumanPatrick MatubayPas encore d'évaluation
- Endzone Trappers Lesson PlanDocument2 pagesEndzone Trappers Lesson Planapi-484665679Pas encore d'évaluation
- Joshua 24 15Document1 pageJoshua 24 15api-313783690Pas encore d'évaluation
- Zero Power Factor Method or Potier MethodDocument1 pageZero Power Factor Method or Potier MethodMarkAlumbroTrangiaPas encore d'évaluation