Vous aimerez peut-être aussi
- 1.17 - Surreptitious Software Obfuscation, Watermarking, and Tamperproofing For Software ProtectionDocument1 041 pages1.17 - Surreptitious Software Obfuscation, Watermarking, and Tamperproofing For Software ProtectionGabriel DiasPas encore d'évaluation
- CIGWELDDocument244 pagesCIGWELDrodastrid5653100% (1)
- 07 Bubble BreakDocument25 pages07 Bubble BreakWeb LogueandoPas encore d'évaluation
- Weldinglectures4 6 141006115241 Conversion Gate02 PDFDocument102 pagesWeldinglectures4 6 141006115241 Conversion Gate02 PDFramuPas encore d'évaluation
- WIS5 ConsumablesDocument29 pagesWIS5 ConsumablesMNur SarhanPas encore d'évaluation
- 16 Welding ConsumablesDocument63 pages16 Welding ConsumablesJawed AkhterPas encore d'évaluation
- Acero MadridDocument46 pagesAcero MadridviyfPas encore d'évaluation
- WeldingDocument23 pagesWeldingBilal TayyabPas encore d'évaluation
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Document60 pages3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmPas encore d'évaluation
- General 2Document4 pagesGeneral 2AnandPas encore d'évaluation
- International Welding Inspector (IWI) : M1.1.4. Tungsten Inert Gas WeldingDocument60 pagesInternational Welding Inspector (IWI) : M1.1.4. Tungsten Inert Gas Weldingresky marantinanPas encore d'évaluation
- MODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsDocument7 pagesMODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsNsidibe Michael EtimPas encore d'évaluation
- KEMPPI Welding Technology Course: R.BanerjeeDocument78 pagesKEMPPI Welding Technology Course: R.BanerjeeAnoop KushwahaPas encore d'évaluation
- MMAWDocument21 pagesMMAWAkash PandeyPas encore d'évaluation
- Cswip 3.1 TestDocument174 pagesCswip 3.1 TestbanglvhPas encore d'évaluation
- WRIDocument51 pagesWRIHarsha Vardhan Meduri100% (1)
- Differences Between AC Welding and DC WeldingDocument2 pagesDifferences Between AC Welding and DC WeldingDevarakonda KondayyaPas encore d'évaluation
- Steel FachaDocument59 pagesSteel FachaviyfPas encore d'évaluation
- Welding Inspection CourseDocument33 pagesWelding Inspection CourseBenjapon bt7Pas encore d'évaluation
- WELDINGDocument4 pagesWELDINGArputharaj Maria LouisPas encore d'évaluation
- Types of CrackingDocument26 pagesTypes of CrackingAnonymous c3eiDyWPas encore d'évaluation
- Gtaw WeldingDocument37 pagesGtaw WeldingSadhasivam VeluPas encore d'évaluation
- WIS5 Imperfections 2006 PDFDocument81 pagesWIS5 Imperfections 2006 PDFWatcharapong Puangthaisong100% (1)
- Pickling Heat Tint For SSDocument2 pagesPickling Heat Tint For SSTuan DangPas encore d'évaluation
- Acero para BarcosDocument39 pagesAcero para BarcosviyfPas encore d'évaluation
- Preheat PDFDocument11 pagesPreheat PDFromanosky11Pas encore d'évaluation
- Alloy Steels: Dr. Indika de SilvaDocument25 pagesAlloy Steels: Dr. Indika de SilvaChandima K PriyamalPas encore d'évaluation
- Fundamentals of Welding InspectionDocument53 pagesFundamentals of Welding InspectionIlyes kPas encore d'évaluation
- BS 1724 (Bronze Welding by Gas)Document24 pagesBS 1724 (Bronze Welding by Gas)nandi_scrPas encore d'évaluation
- GMAW FundamentalsDocument18 pagesGMAW FundamentalsYusup MulyanaPas encore d'évaluation
- Heat Treatment of SteelDocument3 pagesHeat Treatment of SteelKristine ReyesPas encore d'évaluation
- MetallurgyDocument25 pagesMetallurgyPandu Damay PutraPas encore d'évaluation
- Welding Inspection, Steels - WIS 5: Multi - Choice Question Paper (MSR-WI-2)Document8 pagesWelding Inspection, Steels - WIS 5: Multi - Choice Question Paper (MSR-WI-2)Tariq Hussain0% (1)
- MEI - Aluminium MIG WeldDocument56 pagesMEI - Aluminium MIG WeldSaravana Kumar100% (1)
- Unit II - mt1Document24 pagesUnit II - mt1Mareeswaran Maruthamuthu M0% (1)
- En 15085-2020-What Has ChangedDocument2 pagesEn 15085-2020-What Has ChangedBoran YelkenciogluPas encore d'évaluation
- Welding DefectDocument33 pagesWelding DefectabdoPas encore d'évaluation
- Welding Questions For ExamDocument6 pagesWelding Questions For ExamshivPas encore d'évaluation
- Cswip Exams 1 PDFDocument65 pagesCswip Exams 1 PDFFethi BELOUISPas encore d'évaluation
- Inspection of The Hot Dipped Galvanizing ProcessDocument5 pagesInspection of The Hot Dipped Galvanizing ProcessIrinaPas encore d'évaluation
- CSWIP 3.1 - Question With Answer and Explanation - Part 16 - General Technical KnowledgeDocument7 pagesCSWIP 3.1 - Question With Answer and Explanation - Part 16 - General Technical KnowledgeDENSIN0% (1)
- Question Excerpt From CSWIP 3Document4 pagesQuestion Excerpt From CSWIP 3Ekor JohnPas encore d'évaluation
- Cswip3.2 Content ONLYDocument3 pagesCswip3.2 Content ONLYSathishkumar. KPas encore d'évaluation
- GMAWDocument12 pagesGMAWsushant47Pas encore d'évaluation
- Welding Questions and AnswersDocument6 pagesWelding Questions and Answersengrzia76Pas encore d'évaluation
- SMAW, FCAW, and SAW High-Strength Ferritic Deposits - The Challenge Is Tensile Properties PDFDocument11 pagesSMAW, FCAW, and SAW High-Strength Ferritic Deposits - The Challenge Is Tensile Properties PDFbiancogallazziPas encore d'évaluation
- Defects and Discontinuities: Boiler and Mechanical PowerDocument78 pagesDefects and Discontinuities: Boiler and Mechanical PowerthejusPas encore d'évaluation
- Gmaw & Fcaw-MsmeDocument73 pagesGmaw & Fcaw-MsmemilindPas encore d'évaluation
- How To Write A Welding Procedure SpecificationDocument10 pagesHow To Write A Welding Procedure SpecificationHoang LamPas encore d'évaluation
- Saudi Aramco Standards: WeldingDocument12 pagesSaudi Aramco Standards: WeldingGEORGE IVANPas encore d'évaluation
- 08 PawDocument30 pages08 PawAnupam KushwahaPas encore d'évaluation
- Appendix English 2016Document180 pagesAppendix English 2016Adil Hasanov100% (1)
- Welding ConsumablesDocument86 pagesWelding ConsumablesLương Hồ Vũ100% (1)
- 14-WIS5 Consumables 2006Document76 pages14-WIS5 Consumables 2006Rob WillestonePas encore d'évaluation
- Fundamentals of WeldingDocument79 pagesFundamentals of WeldingdselvakuuPas encore d'évaluation
- 15 MM 74Document28 pages15 MM 74Sravan Kumar50Pas encore d'évaluation
- Overview of Advanced Welding ProcessesDocument55 pagesOverview of Advanced Welding ProcessesSaravanan RajendranPas encore d'évaluation
- WIS5 Consumables PDFDocument29 pagesWIS5 Consumables PDFnikafiqPas encore d'évaluation
- BrazingDocument115 pagesBrazingcheveresan123Pas encore d'évaluation
- Introduction To Ss Welding & Tig Weld: Er.A.Baranibas. Be., M.SC., DisDocument41 pagesIntroduction To Ss Welding & Tig Weld: Er.A.Baranibas. Be., M.SC., DisaravindanPas encore d'évaluation
- Arc WeldingDocument26 pagesArc WeldingAkshay PadekarPas encore d'évaluation
- 1 - Classful Ip AddressingDocument6 pages1 - Classful Ip AddressingBiruk Tesfaye Legesse100% (1)
- 1.basic Electrical Engineering Lecture Part-1Document17 pages1.basic Electrical Engineering Lecture Part-1jimvalenciaPas encore d'évaluation
- Infinix NOTE 5 Stylus Quick Guide: Together We Can!Document16 pagesInfinix NOTE 5 Stylus Quick Guide: Together We Can!LescribeurPas encore d'évaluation
- Universal Law of GravitationDocument17 pagesUniversal Law of GravitationScionPas encore d'évaluation
- Back To Basics in Optical Communications TechnologyDocument178 pagesBack To Basics in Optical Communications TechnologyAyanPas encore d'évaluation
- Transmission Line TowersDocument3 pagesTransmission Line TowersSoumik Dandapat100% (2)
- Sensor Gaurd Installation and Maintenance ManualDocument57 pagesSensor Gaurd Installation and Maintenance ManualCapacitacion TodocatPas encore d'évaluation
- Presentation On Drowsiness Detection SystemDocument11 pagesPresentation On Drowsiness Detection Systemmovies downloaderPas encore d'évaluation
- Nut & Bolt ScienceDocument3 pagesNut & Bolt SciencetanujaayerPas encore d'évaluation
- Career Indecision and Career Anxiety in High SchooolDocument19 pagesCareer Indecision and Career Anxiety in High SchooolP.CPas encore d'évaluation
- Engineering Properties of Soil PDFDocument55 pagesEngineering Properties of Soil PDFJam Apizara Chaizalee100% (1)
- SAP QM Calibration MethodDocument3 pagesSAP QM Calibration MethodvrkattulaPas encore d'évaluation
- Ec2203-Unit IV Memory Devices Digital ElectronicsDocument38 pagesEc2203-Unit IV Memory Devices Digital ElectronicsKarthikeyan_Go_952567% (6)
- PDF Sesion de Aprendizaje de Comunicacion Leemos y Cantamos Canciones Criollas Lambayecanas - CompressDocument6 pagesPDF Sesion de Aprendizaje de Comunicacion Leemos y Cantamos Canciones Criollas Lambayecanas - CompressJulia Navarro CheroPas encore d'évaluation
- 50 Input Output Practice Questions 1606810110009 OBDocument17 pages50 Input Output Practice Questions 1606810110009 OBJavid QuadirPas encore d'évaluation
- LogDocument7 pagesLogHerdi YantoPas encore d'évaluation
- Carbanions Carbocations and CarboradicalsDocument21 pagesCarbanions Carbocations and CarboradicalsAnaAmaruPas encore d'évaluation
- Microstructure Characteristics and Performance of Dissimilar Welds Between Magnesium Alloy and Aluminum Formed by Friction StirringDocument5 pagesMicrostructure Characteristics and Performance of Dissimilar Welds Between Magnesium Alloy and Aluminum Formed by Friction StirringLeidy Silvana Chacón VelascoPas encore d'évaluation
- CNS - Types of CiphersDocument47 pagesCNS - Types of Ciphersmahesh palemPas encore d'évaluation
- What Is Lincdoc?Document2 pagesWhat Is Lincdoc?Daniel O'Leary0% (1)
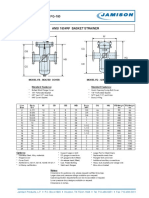
- FB-150 FQ-150 Basket StrainerDocument1 pageFB-150 FQ-150 Basket Strainerklich77Pas encore d'évaluation
- Inform: Extending PhoenicsDocument42 pagesInform: Extending PhoenicsrsigorPas encore d'évaluation
- Processing Sequence When Posting An EventDocument5 pagesProcessing Sequence When Posting An EventSrinivas ManchiPas encore d'évaluation
- Precima Frenos FDW ATEX Operating InstructionsDocument6 pagesPrecima Frenos FDW ATEX Operating InstructionsToni RenedoPas encore d'évaluation
- SolutionsDocument8 pagesSolutionsJavid BalakishiyevPas encore d'évaluation
- Theories and Methods of Two Way Slab Design-5-8-2017Document3 pagesTheories and Methods of Two Way Slab Design-5-8-2017amerta 4320Pas encore d'évaluation
- Sheet Pile Analysis Sheet v1.07-18.1Document2 pagesSheet Pile Analysis Sheet v1.07-18.1SES DESIGN100% (1)
- Programming: Simon ScheideggerDocument90 pagesProgramming: Simon ScheideggerRuben KempterPas encore d'évaluation