Vous aimerez peut-être aussi
- Manual de Servicio MT 732 SERIE1Document720 pagesManual de Servicio MT 732 SERIE1Mauricio Plaza Salinas89% (9)
- Nissan BD30 - BD30T 3.0LDocument8 pagesNissan BD30 - BD30T 3.0Lrectificamos63% (8)
- Eje Trasero HL7 y HD7 EspañolDocument67 pagesEje Trasero HL7 y HD7 EspañolJaime Noches100% (3)
- Manual de Partes Pulsar 200ns As200 Ns200 Bs IV Noviembre 2018Document125 pagesManual de Partes Pulsar 200ns As200 Ns200 Bs IV Noviembre 2018wilfer100% (3)
- Manual Mtto - Drive One (Español)Document10 pagesManual Mtto - Drive One (Español)jhonatanPas encore d'évaluation
- CATALOGO HSM Instalacion y Mantenimiento PDFDocument12 pagesCATALOGO HSM Instalacion y Mantenimiento PDFFernando NanezPas encore d'évaluation
- Acoplamientos Hidraulicos Transfluid Mantención PDFDocument11 pagesAcoplamientos Hidraulicos Transfluid Mantención PDFMary Huaylla APas encore d'évaluation
- Pumisacho Gissela Gr2 Consulta 6Document37 pagesPumisacho Gissela Gr2 Consulta 6Gissela PumisachoPas encore d'évaluation
- RADICON Instalación y Mantenimiento Serie M.C.F.K PDFDocument36 pagesRADICON Instalación y Mantenimiento Serie M.C.F.K PDFsharmallPas encore d'évaluation
- DESPIECE REDUCTOR MIXER - 01257596 - EsDocument1 pageDESPIECE REDUCTOR MIXER - 01257596 - EsEdson Eduardo Medina de la CruzPas encore d'évaluation
- Auma SG 05.1 PDFDocument48 pagesAuma SG 05.1 PDFAlex ChavezPas encore d'évaluation
- Manual Mantenimiento Cyclo en EspañolDocument22 pagesManual Mantenimiento Cyclo en EspañolJose Eduardo Pailamilla RojasPas encore d'évaluation
- Tipo de Bujes MartinsDocument16 pagesTipo de Bujes MartinsJuan Carlos López ValdiviezoPas encore d'évaluation
- Resumen Manual de Diseño para Correas en VDocument10 pagesResumen Manual de Diseño para Correas en VJose Luis GalazPas encore d'évaluation
- Datos Tecnicos Acoplamientos Nor-MexDocument22 pagesDatos Tecnicos Acoplamientos Nor-MexcijosPas encore d'évaluation
- IralvilDocument26 pagesIralvilCarlos Carabelli100% (2)
- Catalogo LVM PDFDocument82 pagesCatalogo LVM PDFMaximiliano Ezequiel LopezPas encore d'évaluation
- Acoplamientos para HerramientasDocument10 pagesAcoplamientos para HerramientasOmar JimenezPas encore d'évaluation
- Informe Inspección No 029-2021 - TREVALI - Martillo H. - BTIDocument14 pagesInforme Inspección No 029-2021 - TREVALI - Martillo H. - BTIJuanGuerraRojas100% (1)
- Webinar 19 de Mayo Portafolio WEG CestariDocument71 pagesWebinar 19 de Mayo Portafolio WEG CestariReinaldo Enrique Bilbao Montero100% (1)
- Manual Valvula de SeguridadDocument2 pagesManual Valvula de SeguridadBradley Reynolds100% (1)
- Indicadores de TableroDocument9 pagesIndicadores de TableroJose RuizPas encore d'évaluation
- RodamientosDocument11 pagesRodamientosIvan J. BonomiPas encore d'évaluation
- Catálogo - RenovaDocument27 pagesCatálogo - RenovacarlosPas encore d'évaluation
- Null Frenos HidraulicosDocument53 pagesNull Frenos HidraulicosJorge castilloPas encore d'évaluation
- WEG HGF Motor de Induccion Trifasico 50029375 Brochure Spanish Web PDFDocument8 pagesWEG HGF Motor de Induccion Trifasico 50029375 Brochure Spanish Web PDFLink ZeldaPas encore d'évaluation
- Descriptiva de EquiposDocument114 pagesDescriptiva de EquiposMaxiUtilitarioRomeroPas encore d'évaluation
- Catalogo Perfect Circle 2011 2012 INTRODUCCIONDocument17 pagesCatalogo Perfect Circle 2011 2012 INTRODUCCIONnicolasPas encore d'évaluation
- TESIS Recubrimiento TermorociadoDocument135 pagesTESIS Recubrimiento TermorociadoRick HunterPas encore d'évaluation
- KSB - MeganormDocument16 pagesKSB - MeganormrsanjuanPas encore d'évaluation
- Defender Td5 MY02 - Manual Del ConductorDocument176 pagesDefender Td5 MY02 - Manual Del ConductorEsteban Del Río GonçalvesPas encore d'évaluation
- PRD 1 es-ES 93Document12 pagesPRD 1 es-ES 93Antonio Rodríguez HuelvaPas encore d'évaluation
- Empaquetado ValvulasDocument11 pagesEmpaquetado ValvulasricpetPas encore d'évaluation
- 03 Método de Montaje Drive-Up de SKF 2018-2Document10 pages03 Método de Montaje Drive-Up de SKF 2018-2Raul MachucaPas encore d'évaluation
- Informacion Pernos PDFDocument15 pagesInformacion Pernos PDFAnelePas encore d'évaluation
- Bombas Manuales y Neumaticas - 2!9!15Document12 pagesBombas Manuales y Neumaticas - 2!9!15Edgardo Sebastian Molina Almonacid100% (1)
- Catalogo Folleto RecsolDocument8 pagesCatalogo Folleto RecsolBasellLivePas encore d'évaluation
- Electrodos para RecubrimientoDocument1 pageElectrodos para RecubrimientoeddyjohanPas encore d'évaluation
- Eixos Cardan ESP 0998Document15 pagesEixos Cardan ESP 0998JosmellDantePas encore d'évaluation
- RDL A1385 8S 1 Manual de Servicio PDFDocument24 pagesRDL A1385 8S 1 Manual de Servicio PDFGerardo MarínPas encore d'évaluation
- Lubricacion de Sew EurodriveDocument32 pagesLubricacion de Sew EurodriveLUIS MARIO GALLEGO CAMPOSPas encore d'évaluation
- Alineacion de AcoplesDocument6 pagesAlineacion de AcoplesLuis Fernando Gonzalez ReyesPas encore d'évaluation
- Eje EstriadoDocument128 pagesEje Estriado'Anniel FigueroaPas encore d'évaluation
- Serie VF - W PDFDocument276 pagesSerie VF - W PDFJIMMY100% (1)
- Informe Técnico de Falla de Engranajes Cónicos HelicoidalesDocument2 pagesInforme Técnico de Falla de Engranajes Cónicos HelicoidalesJhordan SmithPas encore d'évaluation
- Tabla de Contenidos DORMERDocument144 pagesTabla de Contenidos DORMERPipe AriasPas encore d'évaluation
- CycloInstall GuideDocument20 pagesCycloInstall GuideCesar BosquePas encore d'évaluation
- 06 Sist. Lubricación Centralizado Por GrasaDocument64 pages06 Sist. Lubricación Centralizado Por Grasamarcelo gonzalezPas encore d'évaluation
- Defectología (TAFA)Document43 pagesDefectología (TAFA)Jesus D. Gutierrez G.Pas encore d'évaluation
- Chumacera LubricacionDocument8 pagesChumacera LubricacionxobarbozaPas encore d'évaluation
- Caja ReductoraDocument19 pagesCaja ReductoraGRADOS LEON CARLOS JESUSPas encore d'évaluation
- Montaje de Circuitos de Comando Electrohidráulico - 01.5Document13 pagesMontaje de Circuitos de Comando Electrohidráulico - 01.5JOSEPas encore d'évaluation
- Catálogo de Rodamiento Rígido de Bolas TIMKENDocument16 pagesCatálogo de Rodamiento Rígido de Bolas TIMKENClaude ClaudePas encore d'évaluation
- Tornilos y SujetadoresDocument12 pagesTornilos y SujetadoresNorberto VictoriaPas encore d'évaluation
- DP Brochure SP SMDocument8 pagesDP Brochure SP SMjesus paul cuellar zegarra100% (1)
- RCA - Fallas de Sellos en Bombas - T.DiazDocument8 pagesRCA - Fallas de Sellos en Bombas - T.DiaztibaldodiazPas encore d'évaluation
- MMantenimiento CFMDocument11 pagesMMantenimiento CFMKaren Ramos TapiaPas encore d'évaluation
- Fatiga EngranajesDocument28 pagesFatiga EngranajesCarlos Marcelo Reyes Loayza50% (2)
- Raspador de RetornoDocument2 pagesRaspador de Retornodante224100% (2)
- Inf. Inspecc. Falk 405AB3Document7 pagesInf. Inspecc. Falk 405AB3Mauricio DonosoPas encore d'évaluation
- Acoplamientos Rigidos y FlexiblesDocument17 pagesAcoplamientos Rigidos y FlexiblesJoximar VásquezPas encore d'évaluation
- Instalación y Mantenimiento SumitomoDocument13 pagesInstalación y Mantenimiento SumitomoLuis Sebastian Castillo100% (3)
- Armado D MotorDocument13 pagesArmado D Motorruben_cruz_34Pas encore d'évaluation
- IMN1603SPDocument16 pagesIMN1603SPCarlos FernandoPas encore d'évaluation
- 0019-Uso Ultraprobe 2000 (Falta Incorporarlo Al Ast)Document6 pages0019-Uso Ultraprobe 2000 (Falta Incorporarlo Al Ast)Sergio Manuel Ovando ChaconPas encore d'évaluation
- 0017-Uso Del Contador de ParticulasDocument6 pages0017-Uso Del Contador de ParticulasSergio Manuel Ovando ChaconPas encore d'évaluation
- 0014-Balanceo DinamicoDocument4 pages0014-Balanceo DinamicoSergio Manuel Ovando ChaconPas encore d'évaluation
- Manual 001Document45 pagesManual 001Sergio Manuel Ovando ChaconPas encore d'évaluation
- XLAK38501 SRev BwebDocument12 pagesXLAK38501 SRev BwebSergio Manuel Ovando ChaconPas encore d'évaluation
- "Influencia Del Quebracho en La Lixiviacion de Concentrados de Cubre y ZincDocument50 pages"Influencia Del Quebracho en La Lixiviacion de Concentrados de Cubre y ZincSergio Manuel Ovando ChaconPas encore d'évaluation
- Como Evitar Dolor Manos PDFDocument1 pageComo Evitar Dolor Manos PDFSergio Manuel Ovando ChaconPas encore d'évaluation
- Manual Molienda y Clasificacion MineralesDocument34 pagesManual Molienda y Clasificacion MineralesSergio Manuel Ovando ChaconPas encore d'évaluation
- Clase Ajustes y ToleranciasDocument19 pagesClase Ajustes y ToleranciasCristan CondoriPas encore d'évaluation
- Texto Didactizado Sistema de Freno Del AutomóvilDocument43 pagesTexto Didactizado Sistema de Freno Del AutomóvilEdgar Mario Cochi TiconaPas encore d'évaluation
- Tema 5 Resortes 2020Document13 pagesTema 5 Resortes 2020jose david magrini lugoPas encore d'évaluation
- Matriz Flate Rate REMANDocument115 pagesMatriz Flate Rate REMANLuis Silva CortesPas encore d'évaluation
- Trabajo Engranajes y RodamientosDocument20 pagesTrabajo Engranajes y RodamientosMarducks DimirPas encore d'évaluation
- Ajuste de Juegos de Valvulas Motor c1.5Document5 pagesAjuste de Juegos de Valvulas Motor c1.5Ramiro correaPas encore d'évaluation
- Frenos VOLKSWAGENDocument278 pagesFrenos VOLKSWAGENJuan José Matos Ch100% (4)
- Act 10i ElemMaq1 2022Document8 pagesAct 10i ElemMaq1 2022jose alemanPas encore d'évaluation
- Tr3-Mantenimiento Basico Del MotorDocument11 pagesTr3-Mantenimiento Basico Del MotorErick elias Silva pumaPas encore d'évaluation
- Copia Traducida de Jack JK-T5878-68 ManualDocument101 pagesCopia Traducida de Jack JK-T5878-68 ManualNancy OcaPas encore d'évaluation
- U4parte CDocument32 pagesU4parte Cangelhc27Pas encore d'évaluation
- Ficha 602 DB 3 C 3511 FaDocument2 pagesFicha 602 DB 3 C 3511 FaFernando PastorPas encore d'évaluation
- Union Pulsar 180 0Document129 pagesUnion Pulsar 180 0Carlos MunarPas encore d'évaluation
- Axle Ar OscillatingDocument2 pagesAxle Ar OscillatingJhoelPas encore d'évaluation
- Req - CR95 Requerimiento de Consumibles Semana 22Document36 pagesReq - CR95 Requerimiento de Consumibles Semana 22Kidd Cornejo AlamoPas encore d'évaluation
- Spare Parts Filtro Larox Ceramec 110Document65 pagesSpare Parts Filtro Larox Ceramec 110Yuri Anderson Garcia QuispePas encore d'évaluation
- CX80 26051041esDocument8 pagesCX80 26051041esғɪᴅᴇʟ ɪᴠᴀɴ ꜱᴇᴠᴇʀɪᴀɴᴏ ᴀʟғᴏɴꜱᴏPas encore d'évaluation
- Roller Latch Manual EspañolDocument52 pagesRoller Latch Manual EspañolMichaelJesúsPas encore d'évaluation
- Catálogo de Piezas Selladoras R535 - 185784Document1 017 pagesCatálogo de Piezas Selladoras R535 - 185784GuillermoAsenjoPas encore d'évaluation
- CUADERNO DE INFORMES SEMANA 4 Mecánica Automotriz.Document15 pagesCUADERNO DE INFORMES SEMANA 4 Mecánica Automotriz.Ronei Rafael CiezaPas encore d'évaluation
- 18 ESPECIFICACIONES TECNICAS OFERTADAS-signed-signedDocument5 pages18 ESPECIFICACIONES TECNICAS OFERTADAS-signed-signeddavid sanchezPas encore d'évaluation
- MSWV 80MAX-425lts PDFDocument6 pagesMSWV 80MAX-425lts PDFJOSUE ALFREDO MARTINEZ SERRANOPas encore d'évaluation
- H Ernst Aparatos de Elevacion y Transporte Vol 2Document350 pagesH Ernst Aparatos de Elevacion y Transporte Vol 2Anonymous HH3dnvFPas encore d'évaluation
- Listado Asialago Mercancia Chinos - Junio 2021Document28 pagesListado Asialago Mercancia Chinos - Junio 2021Raúl José GonzálezPas encore d'évaluation
- Trabajo Diesel 123Document3 pagesTrabajo Diesel 123Juan Sebastian Murcia RodriguezPas encore d'évaluation
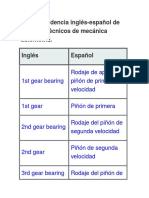
- Correspondencia InglésDocument470 pagesCorrespondencia InglésEduardo Merida GuzmanPas encore d'évaluation