Académique Documents
Professionnel Documents
Culture Documents
Plan de Instalacion de Geosinteticos
Transféré par
miguelangel654321Description originale:
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Plan de Instalacion de Geosinteticos
Transféré par
miguelangel654321Droits d'auteur :
Formats disponibles
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
PLAN DE INSTALACION DE GEOSINTETICOS
CAPITULO I
INTRODUCCIN
COMPROMISO
MISIN
VISIN
OBJETIVOS
REFERENCIAS NORMATIVAS
CAPITULO II
2. INSTALACION DE GEOSINTTICOS
2.1
Movimiento De tierras.
2.1.1
Aceptacin de superficie.
2.1.2
Zanja de Anclaje.
2.2
Despliegue de Geomembrana.
2.2.1
Almacenamiento.
2.2.2
Instalacin.
2.2.3
Inspeccin Visual.
2.3
Unin de Geomembrana.
2.3.1
procedimientos de Soldadura en terreno.
2.3.2
Pruebas de Puesta en Marcha, Pruebas Iniciales del Equipo de Soldadura y
pruebas de Puesta en Marcha de los Equipos de Control de Calidad.
2.3.3
Soldadura de paneles.
2.3.4
Criterios de aceptacin
2.4
OTROS GEOSINTETICOS.
2.4 .1
G.C.L.
2.4.2
Geotextiles.
2.4.3
Flujo se Instalacin de Geomembrana.
CAPITULO III
PERSONAL.
3.1 Cargos y Responsabilidades.
1
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
CAPITULO IV
4
EQUIPOS PARA LA INSTALACIN DE GEOSINTETICOS
4.1 Cuas.
4.1.1
Objetivo.
4.1.2
Alcance.
4.1.3
Responsabilidades.
4.1.3.1 Supervisor Campo.
4.1.3.2 Supervisor Control de Calidad.
4.1.4
Procedimiento de Ejecucin.
4.1.4.1 Soldadura de Cua.
4.1.4.1.1 Partes principales.
4.1.4.1.2 Calibracin.
4.1.4.1.3 Soldadura tpica.
4.1.4.2 Ensayos o Pruebas a las costuras de Fusin:
4.1.4.2.1 No Destructivos.
4.1.4.2.2 Destructivos.
4.1.4.3 Tipos de Geomembrana.
4.1.4.4 Temperatura y Velocidad de Trabajo.
4.1.4.5 Equipos Requeridos:
4.1.4.5.1 Equipo soldador.
4.1.4.5.2 Equipos y elementos accesorios.
4.1.4.6 Acciones Previas.
4.1.4.7 Proceso de soldadura con cua:
4.1.4.7.1 Encendido de la cua.
4.1.4.7.2 Preparacin para la soldadura.
4.1.4.7.3 Soldadura.
4.1.4.8 Recomendaciones para la ejecucin de soldadura fusin.
4.1.4.9 Mantenimiento en terreno de la cua.
4.1.4.10 Recomendaciones de seguridad.
4.2 Extrusoras.
4.2.1
Objetivo.
4.2.2
Alcance.
4.2.3
Responsabilidades:
4.2.3.1 Supervisor Control de Calidad.
4.2.3.2 Supervisor de Campo.
4.2.4
Procedimiento de ejecucin:
4.2.4.1 Ensayos o pruebas.
4.2.4.1.1 Material de aporte.
4.2.4.2 Seleccin de parmetros
4.2.4.3 Temperatura.
4.2.4.3.1 Temperatura de trabajo de la extrusora y temperatura del extruido.
4.2.4.3.2 Temperatura de precalentamiento.
2
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
4.2.4.3.3 Valores referenciales.
4.2.4.4 Velocidad y presin de colocacin del extruido.
4.2.4.5 Equipos requeridos:
4.2.4.5.1 Equipo soldador.
4.2.4.5.2 Equipos y elementos accesorios.
4.2.4.6 Acciones previas.
4.2.4.7 Descripcin del proceso de soldadura por extrusin: Encendido de la
extrusora.
4.2.4.7.1 Preparacin de la membrana antes de la soldadura.
4.2.4.7.2 Soldadura.
4.2.4.8 Recomendaciones especiales para la ejecucin de soldaduras:
4.2.4.8.1 Filtraciones por capilaridad.
4.2.4.8.2 Parches.
4.2.4.8.3 Uniones en T y en cruz.
4.2.4.8.4 Gusanos. (bead)
4.2.4.9 Mantenimiento en terreno de la extrusora.
4.2.4.10 Recomendaciones de Seguridad.
4.3 Caja y Bomba de Vaco.
4.4 Spark Test ( Prueba de Chispa Elctrica )
4.5 Prueba Aire y Prueba de Pick Test.
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
CAPITULO I
INTRODUCCIN
La importancia de las de las estructuras impermeabilizadas con Geomembranas y los
fines que se persiguen con ellas, como prevenir la propagacin de contaminantes,
reducir perdidas de soluciones ricas, encausar fluidos evitando impactar el ambiente a
travs la descarga o esparcido de desechos slidos o lquidos, filtraciones o emisiones
gaseosas, motiva el desarrollo de prcticas y mtodos que garanticen la calidad de
estas estructuras y el cumplimiento de los objetivos buscados con su concepcin.
Los requerimientos tcnicos especificados en este documento se aplicarn a todos los
materiales geosintticos instalados por CONSORCIO VIRGEN DE FTIMA, la que
garantizar y ser responsable de la instalacin e integridad del material hasta su
entrega al Cliente.
El compromiso lo asumimos con la estricta seleccin de nuestro personal, y de una
dotacin de equipos de instalacin y control de calidad de primera lnea.
El PLAN OPERATIVO QUE CONSORCIO VIRGEN DE FTIMA, ha implementado
para la ejecucin de la obra instalacin de geosintticos para el rea de desarrollo de
proyectos, contiene la informacin relacionada al diagnstico situacional y al anlisis,
visin, misin, estrategias, objetivos, lneas de accin, metas, y las distintas
actividades, formulados en el Plan de Ejecucin de la obra en mencin as como los
programas para llevar a cabo de una manera ptima y racional la obra en licitacin,
alineado con la poltica institucional de modernidad y desarrollo continuo, as como con
las estrategias y/o objetivos generales de CONSORCIO VIRGEN DE FTIMA. La
estructura y contenido del Plan Operativo se desarrollar sobre la base de las buenas
prcticas constructivas para el presente Proyecto.
CONSORCIO VIRGEN DE FTIMA, es una empresa con ms de 9 aos de actividad
en
el
mbito
nacional,
contando
con
una
capacidad
operativa
basada
fundamentalmente en la excelencia y capacidad del personal humano que contrata,
aunado a una fortaleza institucional y financiera, garantiza una operacin limpia,
econmica, racionalmente concebida y con el respaldo de una empresa comprometida
con los mejores resultados de los trabajos encomendados por sus Clientes.
CONSORCIO VIRGEN DE FTIMA, es una empresa que se dedica a la Ingeniera,
Geosintticos, trabajos Medioambientales entre otros, en armona con el medio
ambiente, la seguridad y as mismo con responsabilidad social; con el fin de brindar a
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
nuestros clientes un servicio eficiente y seguro, y que contribuya al desarrollo local,
regional y nacional.
COMPROMISO
CONSORCIO VIRGEN DE FTIMA, est comprometida en brindar a sus clientes un
servicio de alta calidad en la instalacin de geosintticos; compromiso que asumimos
garantizando una estricta seleccin de nuestros tcnicos, quienes cuentan con la
experiencia y aptitudes necesarias para desarrollar el proceso productivo de
instalacin de Geosintticos bajo procedimientos y Especificaciones Tcnicas
establecidas para el PROYECTO. As mismo, nos comprometemos en implementar
nuestras cuadrillas con los mejores equipos, garantizados y con certificados de control
de calibracin de los instrumentos de control de calidad, lo cual nos hace ser
reconocidos como una de las mejores empresas Nacionales brindando a nuestros
clientes soluciones integrales en los diferentes proyectos donde existan diferentes
tipos de instalacin de geosintticos.
MISIN
Ser la Empresa que ofrezca servicios de evaluacin, gestin de Proyectos en
Geosintticos y Minera en general, aplicando altos estndares de calidad, seguridad y
sostenibilidad en la responsabilidad social y del medio ambiente en el presente
Proyecto.
VISIN
Ser una empresa lder en la construccin de obras en Geosintticos y Minera,
aplicando tecnologas, metodologas y estndares de primer nivel con un enfoque de
mejora continua en todos nuestros procesos, que se aplicaran en el Proyecto.
OBJETIVOS
Objetivo General
CONSORCIO VIRGEN DE FTIMA, tiene como objetivo fundamental ejecutar los
Proyectos encomendados en el plazo y costos contratados, excediendo las
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
expectativas de nuestros Clientes, contribuyendo a su bienestar y desarrollo a travs
de obras de calidad, seguras, sociales y ambientalmente viables.
Objetivos Especficos
o
Personal
Redisear el reglamento interno el cul incluya planes de motivacin y
sanciones al personal.
Plan de capacitacin del personal.
o
Satisfaccin del cliente
Servicio de calidad e innovacin permanente a nuestro principal cliente.
Valor agregado a nuestro servicio con seguridad y cuidado del medio ambiente.
Puntualidad en el cumplimiento de nuestros compromisos con equipos 100%
operativos.
Mejora continua
Divulgacin peridica de los nuevos planes de mejora continua.
Contar con un rea de mantenimiento integral y con personal altamente
competitivo para el buen funcionamiento de nuestros equipos.
Aplicar controles sistematizados en los diferentes procesos de nuestra cadena
de valor.
Fomentar los crculos de calidad en la organizacin.
Establecer una alianza estratgica con nuestro proveedor principal para tener
los equipos adecuados en los plazos establecidos.
Mejorar los procesos de control de campo.
REFERENCIAS NORMATIVAS
NORMATIVA PARA EL PROCESO DE INSTALACIN DE GEOSINTTICOS
ASTM D-6365
Standard Practice for the Nondestructive Testing of
Geomembrane Seams using the Spark Test
ASTM D-6392
Standard Test Methods For Determining The Integrity
of Non reinforced Geomembrane Seams Produced Using Thermofusion
Methods
ASTM D-5820
Standard Practice For Pressurized Air Channel
Evaluation of Dual Seamed Geomembranes
6
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
ASTM D-5641
Standard
Practice
Evaluation By Vacuum Chamber
ASTM D-6497
Standard Guide For Mechanical Attachment of
Geomembrane to Penetrations or Structure.
For Geomembrane
Seam
CAPITULO II
2. INSTALACION DE GEOSINTETICOS.
2.1.
Movimiento De tierras.
2.1.1. Aceptacin de superficie.
Le corresponde a la empresa designada para tales efectos y a
CONSORCIO VIRGEN DE FTIMA. En su calidad de instalador
verificar el estado de la superficie que estar en contacto con la
geomembrana,
el
cual
debe
estar
libre
de
irregularidades,
protuberancias, exceso de agua, material flojo, piedras, superficies
suaves, etc., que puedan causar daos a la geomembrana. Frente a la
presencia de estos elementos, el contratista deber reparar la superficie
hasta la conformidad de la misma. Previo al inicio de los trabajos de
revestimiento, el instalador, el ingeniero QA y el cliente verificarn su
aceptacin y firmarn el formato de aceptacin del rea inspeccionada.
El Instalador no verifica ni se responsabiliza por los informes de
inspeccin, recepcin, resultados
de compactacin requerida, etc.
respecto a los trabajos de capa de Soil-liner con excepcin de su
superficie.
Previo al inicio de la instalacin y en caso de que el cliente lo solicite, el
instalador (Consorcio Virgen de Ftima) enviar al cliente un panel
layout del rea a desplegar para su aprobacin con el fin de programar
los trabajos, tomar las medidas de seguridad y desplegar de acuerdo al
programa de produccin establecido.
No instalar sobre terreno no aprobado segn lo estipulado en las
especificaciones tcnicas del proyecto.
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
2.1.2. Zanja de Anclaje
La zanja de anclaje ser construida por el contratista de acuerdo a
Planos y Especificaciones tcnicas del Cliente. Previo al inicio de los
trabajos, corresponder a CONSORCIO VIRGEN DE FTIMA. La
verificacin de la zanja de anclaje deber ser construida con
anticipacin al despliegue de la geomembrana para asegurar su anclaje.
La parte de la zanja de anclaje en contacto con la geomembrana
deber estar libre de irregularidades, protuberancias, piedras filosas,
otro elemento que pudiera daar la geomembrana.
El relleno de la zanja de anclaje ser responsabilidad del contratista
utilizando material de relleno, adecuado segn las especificaciones
tcnicas del proyecto, no obstante, CONSORCIO VIRGEN DE
FTIMA. har inspecciones a la geomembrana al momento del
relleno.
Durante
el
tiempo
transcurrido
entre
el
despliegue
de
la
geomembrana y el relleno de la zanja de anclaje por parte del
contratista CONSORCIO VIRGEN DE FTIMA, deber colocar
como anclaje temporal sacos con material (PL o arena fina) a lo
largo de la zanja de anclaje para evitar que la geomembrana se
desplace y cree problemas de arrugas excesivas.
Se recomienda que el relleno de la zanja de anclaje ocurra en
momentos en que la geomembrana se encuentre en su estado de
mayor contraccin para evitar la formacin de trampolines. Si esto
no fuera posible, se deber utilizar otra metodologa tal como
generar arrugas adicionales o colocar sacos con lastre de modo de
evitar que la geomembrana se levante.
2.2.
Despliegue de geomembrana
2.2.1. Almacenamiento
El
encargado
del
proyecto
deber
proporcionar
un
rea
de
almacenamiento en un lugar (o varios lugares) a fin de que el transporte
y manipuleo en el sitio sea lo mejor posible. El espacio de
8
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
almacenamiento deber ser evaluado por QC, as como la inspeccin
visual de los rollos.
Objetivo
Verificar que el material recibido en campo est en condiciones
normales para su uso. Registrar y cuantificar los daos identificando el
origen de los mismos (fbrica, transporte, descarga y/o manipulacin
por terceros).
Procedimiento
Todo material que llega a obra ser recepcionado por el personal QC,
en la descarga del material, QC deber e verificar que se establezca en
terreno un procedimiento de descarga de acuerdo
con el equipo
disponible y el tipo de transporte de origen que viene la Geomembrana,
como regla general se deber de seguir los siguientes puntos:
El levante y manipulacin de los rollos se realiza con gra o
camin pluma mediante el uso de eslingas, evitando el arrastre y
cadas de los rollos.
Si para retirar los rollos es necesario depositarlos en el suelo, se
deber preparar esta superficie para evitar daos.
Inspeccin Visual de Rollos.
La inspeccin visual de la superficie de los rollos se realizar sin
desenrollar a menos que se sospeche de daos o defectos en el interior
de estas.
La Geomembrana debe de estar libre de hoyos, corte, dobleces,
rajaduras y de cualquier materia extraa de adherencia permanente.
Se debe verificar que cada rollo de Geomembrana venga de fbrica con
su etiqueta de identificacin con su respectivo nmero y dimensiones
correspondientes, as mismo cada rollo de Geomembrana deber contar
con dos eslingas para su manipulacin. Estas eslingas son parte del
producto y no son accesorios.
La identificacin de los rollos de Geomembrana se identificar mediante
su etiqueta original de fbrica en la que indique nmero, calidad,
9
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
textura, espesor, dimensiones. En caso de que las etiquetas vengan
sueltas o daadas, QC deber de verificar la informacin y anotar la
serie del rollo en un lugar adecuado con lpiz indeleble.
Todos los rollos de Geomembrana que no tengan la adecuada
documentacin del fabricante, debern ser almacenados en un sitio
separado y no debern ser utilizados hasta que toda la documentacin
haya sido recibida y aprobada por el departamento de ingeniera del
cliente y con autorizacin de supervisin QA. El despliegue de estos se
realizar estando presente el QC, ya que al final del rollo se puede
encontrar su identificacin.
El cliente o el supervisor QA determinaran la dimensin de los daos y
la aceptacin o rechazo del rea daada.
La superficie donde se realizar el almacenamiento de los rollos de
Geomembrana debe de ser lisa y estar libre de elementos punzantes.
Previo a la llegada de los rollos de Geomembrana, el rea de acopio
deber de estar previamente seleccionada de acuerdo a los criterios
que establezca produccin.
El almacenamiento de los rollos de geomembrana
ser depositado
sobre sacos de polipropileno con material fino o sobre una superficie
adecuada tal como se describe en el punto anterior. No est permitido
depositarlos sobre pallets de madera o cartones.
Deben de ser almacenados en pilas de tres rollos y se ubicarn de
acuerdo al plan de despliegue para disminuir los tiempos de transporte y
asegurar los accesos al rea de despliegue.
Por ningn motivo se deber arrastrar o levantar los rollos de
Geomembrana con estrobos, cadenas o cordeles; slo se podr utilizar
las eslingas de capacidad superior al peso de los rollos.
10
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Cada rollo debe contar con un certificado de control de calidad, emitida
por el fabricante, estos certificados lo maneja el departamento de
logstica del cliente.
2.2.2. Instalacin.
En la instalacin de geosintticos, es muy importante tener en cuenta la
seguridad ya que por lo general, se trata de reas significativas y estn
expuestos a fenmenos ambientales tal como rfagas de viento o
condiciones de terreno que hacen difcil la maniobrabilidad del material
a desplegar.
La operacin de despliegue deber ser previamente programada y
analizada con los trabajadores participantes a fin de evitar accidentes
de cualquier tipo.
El Supervisor de Campo en coordinacin con el personal de
instalacin proceder con la secuencia de instalacin de paneles,
tomando en cuenta lo siguiente:
1
a. En el Terreno:
El lugar o zona donde discurren las aguas.
Direccin y velocidad del viento, con un termo anemmetro.
Las condiciones de la superficie de apoyo.
La accesibilidad al terreno.
Orientacin del traslape entre paneles de acuerdo a la cada del
terreno. (Con la pendiente a favor)
b. En Equipos, Accesorios y Condiciones:
El equipo utilizado en el despliegue no dae la superficie de terreno.
No fumar sobre la geomembrana.
momento que se est sobre ella.
11
Esto es aplicable en todo
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Los zapatos no ocasionen daos a los geosintticos por
atrapamiento de piedras.
La manipulacin del equipo y herramientas no cause dao sobre
los geosintticos.
Se debe desplegar sobre terreno preparado adecuadamente
usando los procedimientos de instalacin que aseguren un
mnimo esfuerzo en el manejo de material.
Proveer y colocar un adecuado anclaje temporal consistente en
sacos de polipropileno rellenos con material autorizado, este
material debe ser fino sin presencia de piedras.
Cuando las condiciones climticas sean adversas, no se debe
desplegar geomembrana.
El traslape entre los paneles a soldar debe ser de 6 (15cm).
Una vez desplegado el panel y verificado el traslape, debe darse
inicio lo ms pronto posible a la soldadura de los paneles
(Fusin).
Simultneamente, el Control de Calidad deber identificar cada
panel utilizando con marcador indeleble de color amarillo o
blanco de manera quede resaltado toda la informacin
necesaria, que se indica a continuacin:
N de Panel
N de Rollo
Dimensiones del Panel en ml (Longitud y ancho)
Fecha y Hora de Despliegue
Con posterioridad, esta informacin ser transcrita al Formato
QCSEG- 003 Despliegue de Geomembrana.
El corte de la geomembrana, se debe realizar con herramientas
adecuadas tales como Cuchillos con hoja curva (Pico de Loro).
No arrastrar los sacos con material sobre la geomembrana.
Se deber mantener una lnea de sacos distanciados a 0.60 m
en el filo libre del panel para evitar que se levante por accin de
problemas con el viento.
En caso de grandes superficies a revestir se recomienda que, en
coordinacin y aprobacin del Supervisor de Control de Calidad
CONSORCIO VIRGEN DE FTIMA, el ingeniero QA y el cliente,
12
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
se proceda a colocar pilas de sacos de polipropileno con
material fino sobre la Geomembrana, QC debe revisar la zona
de geomembrana que quede cubierta para verificar que no
presente daos.
Se debe asegurar con suficientes sacos de material en la parte
plana de las bermas perimetrales, para evitar zonas tensionadas
(trampolines).
Toda la geomembrana desplegada durante una jornada diurna
deber quedar soldada y debidamente anclada a fin de evitar
algn tipo de accidente.
El rea instalada con geomembrana sin control de calidad final y
reparaciones finales (sin aceptacin de entrega al cliente) NO deber
exceder a 30,000 m2 por frente, sin la aprobacin del Ingeniero QA y el
Cliente
2.2.3. Inspeccin Visual.
Durante la instalacin de la geomembrana, el Supervisor de Control de
Calidad deber efectuar en forma permanente una inspeccin visual a
todos los elementos involucrados. En especial:
Superficie de apoyo
Los equipos de soldadura que se encuentren limpios, regulados
y que los controladores de temperatura estn operando
satisfactoriamente.
En el rea de trabajo deber existir un adecuado nmero de
equipos de manipulacin de rollos de geomembrana, de
soldadura y control de calidad a fin de evitar cualquier imprevisto
dentro del proceso productivo.
Se verificar el funcionamiento de cada uno de los equipos
diariamente, haciendo las recomendaciones y modificaciones
necesarias para la correcta ejecucin del trabajo.
13
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Si durante el proceso de soldadura se detecta algn defecto o
anomala tales como: Mala maniobra, boca de pescado, corte
de energa momentnea, el tcnico est obligado a indicar en la
geomembrana para su posterior reparacin.
b.
Desplegada y soldada la geomembrana, el Control de Calidad
inspeccionar visualmente cada uno de los paneles con el objeto de
identificar
marcar
las
zonas
que
necesiten
reparacin.
Principalmente, la funcin a desempear consistir en:
Verificar que toda soldadura por Termofusin entre paneles no
presenten arrugas, marcas profundas, salidas de rodillo, material
fundido, quemaduras ni perforaciones en la geomembrana y que
el traslape sea el adecuado.
Verificar que los Tcnicos de fusin prueben los cupones de
entrada y salida.
En las soldaduras de paneles por Extrusin, se deber verificar
que el cordn sea homogneo. No presentando fallas de
adhesin, burbujas por exceso de humedad ni exceso de
esmerilado.
En todo el panel se deber observar, marcar e informar a Control
de Aseguramiento y el Cliente de las deformaciones, ralladuras,
fallas de produccin y/o cualquier otro detalle que sea
susceptible de ser analizado (cambios de tonalidad en la
geomembrana, restos de material plstico adherido, etc.) para
tomar la decisin de reemplazo total o parcial (el costo ser
asumido de acuerdo al contrato).
No debern de existir piedras rodantes con ngulos prominentes
bajo la geomembrana con el fin de evitar daos. En caso de
observar estas irregularidades
durante la inspeccin visual
interna y/o entrega del rea se proceder a realizar la reparacin
(parche bead)
Toda
soldadura
entre
paneles
debe
ser
inspeccionada
visualmente y anotada en el Formato QCSEG-007 Uniones por
Fusin.
14
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
2.3.
Unin de Geomembrana.
Tcnicas:
La unin de geomembrana consiste en la soldadura de paneles,
utilizando equipos apropiados tales como mquinas de cua o
equipos de aporte mquinas extrusoras.
Objetivo:
de las uniones es poder dar continuidad a los paneles que se
instalan y con ello formar un nico, efectivo e impermeable
revestimiento a toda el rea requerida.
Las uniones entre paneles debern ser motivo de anlisis por parte de la
Empresa Instaladora, toda vez que una instalacin sea inadecuada puede
generar que las uniones queden expuestas a sobre esfuerzos que podran
hacer peligrar el sistema de revestimiento
En general, se deben tener presente las siguientes recomendaciones:
Los traslapes entre paneles deben seguir la direccin de flujo del agua.
Evitar la concentracin de uniones (soldaduras) principalmente en esquinas
o en lugares irregulares.
Preferir siempre las uniones por Termofusin (Cua Caliente) respecto de
las uniones por Extrusin.
Las juntas horizontales soldadas no deben ubicarse sobre un panel a
menos de 1.5 metros lineales desde el pie del talud.
Se debern minimizar las juntas horizontales, y en caso de ser necesario
realizarlas, se deber tener la precaucin de cortar la continuidad de la
misma desplazando las juntas en forma escalonada a una distancia mnima
de 1.5 m. Esto es aplicable en pendientes mayores a 10% (6H: 1V).
En
aquellos sectores donde los taludes sean muy empinados, las juntas
debern inclinarse a 45 respecto de la lnea de mxima pendiente previa
coordinacin y autorizacin del Ingeniero QA y el Cliente.
Para canalizaciones se deber tener especial cuidado en que los traslapes
sigan la direccin del flujo de agua.
Si el canal es ancho (mayor que el ancho de un rollo), el sentido de las
juntas ser transversal a la pendiente del terreno. En caso contrario se
recomienda colocar la geomembrana a lo largo del canal como una manera
15
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
de evitar las uniones.
No obstante lo anterior, se podrn aceptar juntas
longitudinales siempre y cuando esta se realice en la base y a 1.00 m
mnimo del pie del talud previa autorizacin del Ingeniero QA y el Cliente.
En lo posible se debe evitar o minimizar las soldaduras por Extrusin en los
canales, principalmente en la zona con presencia de agua, por la cantidad
o flujo de agua permanente que habr.
2.3.1. procedimientos de Soldadura en el terreno.
Los procedimientos de soldadura en terreno para materiales
termoplsticos como los geosintticos corresponden a procesos que
combinan factores fundamentales; temperatura, Presin y velocidad.
Bajo estos factores, se han desarrollado para las geomembrana,
procesos de soldadura capaces de efectuar en forma eficiente las
uniones entre ellas de manera de cumplir con los objetivos inicialmente
planteados respecto de la continuidad e impermeabilizacin.
Soldadura de Termofusin por Cua Caliente.
Soldadura por Extrusin con Material de Aporte.
2.3.2. Pruebas de puesta en Marcha, Pruebas Iniciales del Equipo de
Soldadura y Pruebas de Puesta en Marcha de los Equipos de Control
de calidad.
A. Pruebas de Puesta en Marcha
La prueba de Puesta en Marcha del equipo de soldadura es un requisito
bsico y obligatorio antes de dar inicio a los trabajos en terreno del
proyecto al cual se va a iniciar, ya que ello permite establecer si los
equipos de soldadura estn trabajando adecuadamente y por tanto se
minimiza el riesgo de falla en una soldadura por fusin o extrusin.
El procedimiento para la ejecucin de las pruebas de Puestas en
Marcha del equipo de soldadura es:
16
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
La prueba se realizara sobre piezas de geomembrana de un tamao
apropiado para verificar que las condiciones de soldadura y
procedimientos sean los adecuados. La muestra deber tener 3500
mm de largo para soldadura por extrusin y 7000 mm de largo
para soldadura por fusin.
Los trozos de geomembrana tendrn un tamao que permita un
anlisis exacto del tipo de soldadura y lo que significara su falla. En
la muestra se anotara: fecha y hora de ejecucin, temperatura
ambiente, nmero de mquina, temperatura de mquina y nombre
del Tcnico soldador.
Las pruebas de Puesta en Marcha se realizar en presencia del Ing
QA G&S Serv. De Ing. SRL el cual deber a proceder a realizar el
marcado de la muestra; las probetas se extraern en forma aleatoria
de la muestra efectuada, especialmente en zonas que a criterio del
QA puedan fallar. Las probetas (testigos) extradas debern ser
numerados tanto en la muestra como en el testigo mismo de
manera de facilitar su identificacin y posicin dentro de la muestra.
Para la muestras de soldadura se debern extraer 10 probetas de 1
de ancho y 6 de largo, 5 de las cuales sern ensayadas al desgarre
(PEEL) y 5 al ensayo de corte (SHEAR), y en las probetas de
soldadura por fusin se deben probar ambos lados de la unin.
Las probetas extradas sern ensayadas por el tcnico QC
(Laboratorio) utilizando un tensimetro que cumpla con las
especificaciones Tcnicas del proyecto.
La Prueba de Puesta en Servicio se considera aprobada si cumple
con criterios de aceptacin. El control de calidad de terreno ser el
nico responsable de la ejecucin de este ensayo, as como
tambin el nico responsable de dar la autorizacin para el inicio de
los trabajos de soldadura en terreno, mientras tanto, todos los
soldadores y maquinas deben esperar la seal de inicio.
En caso de que el supervisor de control de calidad rechace una
prueba de soldadura, el tcnico deber revisar su mquina para
comprobar este bien calibrada, limpia y con sus respectivos
controladores funcionando. Luego de ellos deber volver a realizar
la prueba. En caso de fallar nuevamente, el equipo deber ser
17
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
retirado del terreno y llevado a mantenimiento.
Se deber llevar un registro correlativo de pruebas puestas en
Marcha.
B .Pruebas Iniciales
La prueba Inicial del equipo de soldadura es un requisito bsico y
obligatorio antes de dar inicio a los trabajos en terreno ya que ello
permite establecer si los equipos de soldadura estn trabajando
adecuadamente y por tanto se minimiza el riesgo de falla en una unin.
La periodicidad de este ensayo es:
Diariamente antes de comenzar los trabajos de soldadura en el
Terreno.
Despus de 5 horas de operacin continua ( una en la maana y
otra en la tarde.
Despus de reparar el equipo.
Cada vez que un tcnico utilice un equipo distinto.
Cuando se sufra un cambio brusco de temperatura.
Cuando un equipo es desconectado, cualquiera sea el motivo, que
Exceda a los 15 minutos se har otra prueba de inicio.
El procedimiento para la ejecucin de las Pruebas Iniciales del
equipo de soldadura es:
La prueba se realiza en piezas de geomembrana de tamao que
permita verificar que la soldadura y los procedimientos sean los
adecuados. El testigo deber tener 300 mm de ancho y 1000 mm
de largo,
En la muestra se anotar: fecha, hora, temperatura
ambiente, nmero de mquina, temperatura de mquina y nombre
del soldador.
Las Pruebas iniciales se har por cada soldador en equipo de fusin
y extrusin por el tcnico asignado. Esta prueba se realiza en
condiciones similares que las de la soldadura final de campo
(superficie, condiciones ambientales, etc.)
Dado que el ensayo de las pruebas iniciales es una verificacin de
la mquina y su proceso de aprobacin le corresponde al tcnico de
laboratorio para ensayar dichas pruebas y darlas por aprobado o
desaprobado y as l dar la autorizacin al tcnico soldador si
18
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
procede a soldar o no , el cliente o su representante podr verificar
la calidad de soldadura en terreno en los testigos que el contratista
guarda para su inspeccin por parte del Ingeniero QA hasta el final
de la jornada.
Las probetas se extraern en forma aleatoria de la muestra
realizada, especialmente en zonas que el tcnico de control de
calidad observe que puedan fallar. Las probetas extradas debern
ser numeradas para facilitar su identificacin y posicin dentro de la
muestra.
Para la soldadura por extrusin, de la muestra realizada se debern
extraer 6 probetas de 1 de ancho y 6 de largo, 4 de las cuales
sern ensayadas al Desgarre (Peel), y 2 al ensayo de Corte (Shear).
Para la soldadura por fusin, de la muestra efectuada se
considerarn 6 probetas de 1 de ancho y 6 de largo, de los cuales
4 sern ensayados al Desgarre (Peel) y 2 probetas ms para el
ensayo de Corte (Shear).
En las probetas por fusin se deben
probar ambos lados de la unin.
Las probetas extradas sern ensayadas por el tcnico de Control
de Calidad encargado utilizando un Tensimetro que cumpla con las
especificaciones Tcnicas del proyecto, (velocidad de prueba 2
pulgadas/min. Para HDPE y 20 pulgadas/min. Para LLDPE de
acuerdo a ASTM- D 6392-99), el cual deber estar calibrado y
respaldado con un certificado de calibracin original de una
institucin reconocida en la frecuencia establecida por el fabricante
y las probetas extradas con un Cortador de Probetas (Cuponera)
estndar.
La utilizacin de pinzas para ensayar las probetas podr utilizarse
slo como un mtodo auxiliar y referencial luego se extraern
nuevos cupones de la muestra y sern probados en un tensimetro
especificado con el fin de obtener los valores de resistencia para la
aprobacin de la prueba. En caso que fallara la prueba (auxiliar) en
el tensimetro se
extraera el primer parche para corroborar su
hermeticidad
C. Puesta en Marcha de los Equipos de Control de Calidad.
19
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Se harn pruebas de puesta en marcha antes de inicio del proyecto,
teniendo en cuenta los Pre usos de los Equipos de Medicin y
seguidamente se registrarn en los formatos de Pre-Uso QCSEG014 (Pre uso de Prueba de Aire) y QCSEG-015 (Pre uso Prueba de
Vaco)
Se verificaran en campo los Certificados de Calibracin de los
Equipos de Medicin antes y durante las pruebas en marcha en
presencia del Ingeniero QA G&S Serv. De Ing. SRL.
La Calibracin de Equipos de Medicin utilizados en las pruebas de
control
de
calidad
Tensimetros,
Manmetros,
Vacumetros,
Termohigrmetro, Pie de Rey( Bernier) estn garantizados por los
certificados de calibracin emitidos por la empresa suministradora,
as como tambin por certificados emitidos por Universidades
Prestigiosas u otra institucin reconocida.
2.3.3. Soldadura de paneles.
1. Solo una vez aceptado el ensayo de pruebas iniciales por el tcnico
de Control de Calidad de terreno, se dar la orden de iniciar los
trabajos de soldadura de uniones por fusin y extrusin,
2. Todas las juntas sern soldadas de manera de obtener una
condicin relajada y libre de tensin con el fin de evitar trampolines.
En el caso de las uniones a soldar en las esquinas de los vrtices se
realizaran marcas del traslape cuando estas estn en su mxima
contraccin para posteriormente proceder a realizar la soldadura
correspondiente.
3. En casos de condiciones climticas adversas el Instalador analizar
las condiciones de tiempo y deber respetar las especificaciones
tcnicas del proyecto, que el cliente tiene ( KP-SP-0-072 Rev. A )
4. Todas las juntas soldadas de fusin y extrusin sern probadas con
mtodos destructivos y no destructivos.
2.3.4. Criterios de Aceptacin.
Ensayo de Corte (Shear)
Tipo de Rotura: FTB
Todas las probetas cumplen con la resistencia mnima
requerida.
20
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
La
Resistencia
Mnima
requerida
ser
dado
por
las
especificaciones del proyecto, por el fabricante o de acuerdo a
lo que indique el Ingeniero QA.
La elongacin deber ser 50% de corte en HDPE.
Ensayo de Desgarre (Peel)
Tipo de Rotura: FTB
Todas las probetas cumplen con la resistencia mnima requerida.
La
Resistencia
mnima
requerida
ser
dado
por
las
especificaciones del proyecto, por el fabricante o de acuerdo a lo
que indique el Ingeniero QA.
El porcentaje lineal de despegue en geomembrana HDPE ser
10% de la soldadura.
La Longitud lineal de despegue debe ser
25% para
LLDPE y sus combinaciones de Geomembrana.
La prueba inicial se considera aprobada si se cumple con las
especificaciones. En caso que el tcnico de Control de Calidad
rechace una prueba de soldadura, el Tcnico deber revisar su
mquina para comprobar que est bien calibrada, limpia y con sus
elementos controladores funcionando.
rehacer la prueba.
Luego de eso, deber
En caso de que la falla sea nuevamente, el
equipo deber ser retirado de terreno y llevado a mantenimiento.
A cada Prueba inicial se le asignar un nmero y el resultado de la
prueba ser registrado y archivado para su posterior revisin.
Se llevar un registro correlativo de Pruebas denominado Formato
QCSEG-001 de Pruebas Inciales de Soldadura por extrusin
Formato QCSEG-002 de Pruebas Iniciales de Soldadura por Fusin.
2.4.
OTROS GEOSINTTICOS:
CONSORCIO VIRGEN DE FTIMA. Est en la capacidad de efectuar la
instalacin de otros materiales geosintticos tales como: GCL, Geotextil,
Geonet, Geocompuesto,, Perfiles de Anclaje (Polylock), StudLiner, entre otros.
21
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Llegado el momento, disponer de una metodologa para la instalacin de
material
especfico.
Sin
embargo,
tener
en
cuenta
algunas
recomendaciones:
2.4.1. G.C.L
Al igual que los otros geosintticos, la manipulacin de este material
deber ser de tal manera de asegurar que no se dae. Para ello, es
importante contar con almacenamiento adecuado: para ste material y
cuidar que no quede apoyado sobre piedras ni objetos puntiagudos y
proteger de la lluvia.
Mantenerlo alejado del polvo y combustibles para evitar que se
contaminen.
Si el material va a ser izado con gra, se deben proveer de eslingas
para evitar que el rollo se doble por su propio peso.
La instalacin se har de acuerdo al procedimiento proporcionado por el
fabricante.
2.4.2. Geotextiles.
Se cumplir con lo estipulado en las especificaciones tcnicas para
geosinteticos , documento dado por el cliente para el presente proyecto.
En cuanto a Geotextiles son materiales suministrados y debern tener
certificacin segn como lo indique en las especificaciones tcnicas para
el presente proyecto. Todos los rollos asignados debern de estar
rotulados con etiquetas que indiquen el nombre del fabricante, referencia
(nombre comercial), largo del rollo, ancho del rollo, nmero de lote y
nmero de rollo.
La manipulacin de este material deber ser de tal manera de asegurar
que no se dae. Para ello, es importante contar con almacenamiento
adecuado para este material y cuidar que no queden apoyados sobre
piedras ni objetos puntiagudos.
Mantenerlos alejados del polvo, lluvias y combustibles para evitar que se
contaminen.
1
El material deber estar provisto de protecciones adecuadas para evitar
degradacin por efectos de los Rayos Ultra Violeta.
Si el material va a ser izado con gra, se deben proveer de eslingas (2)
cuya capacidad sea mayor al peso del material del material.
22
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Para la instalacin el geotextil ser desenrrollado talud abajo de tal
manera que mantenga una tensin constante por su propio peso, se
manipular de tal manera que garantice su integridad total, se deber
considerar dejar un traslape mnimo de 200 mm para el caso de uniones
cosidas o por pinchado.
La unin de paneles de geotextil puede ser:
1
Pinchado:
Consiste en pegar los paneles utilizando un equipo de aire
caliente con boquilla boca de Pato.
El Traslape Simple sin efectuar uniones entre paneles.
se recomienda dejar un
En este caso,
traslape mayor al indicado (600 mm)
Para la instalacin se deber observar que no queden arrugas durante
su despliegue como tampoco evitar que el material quede colgando
(Trampoln)
El Geotextil no ser expuesto a la precipitacin antes de ser instalado y
no ser expuesto a la luz solar directa por ms de 15 das despus de
su instalacin.
Revisar el Panel de geotextil antes del despliegue para asegurarse que
no contenga piedras u otro elemento extrao que pudiera daar la
geomembrana durante el despliegue o que queden piedras atrapadas
entre este y la geomembrana pues esto puede ser causal de roturas.
El anclaje del geotextil podr ser en la misma zanja de anclaje
utilizada para la geomembrana
1
Se deber considerar la utilizacin de anclajes provisionales en base a
sacos de arena para evitar que el geotextil se levante por causa del
viento.
Se debe tener especial cuidado cuando se efecten recortes del
geotextil sobre la geomembrana.
En general esta prctica no es
aceptable salvo que se coloque una geomembrana de proteccin para
evitar daos en la geomembrana. Esta accin deber ser supervisada
por el Supervisor de QC.
3
Las roturas en los paneles debern ser reparadas utilizando un parche
del mismo material y fijado al material base mediante Pinchado (Aire
Caliente) El tamao del parche deber ser a lo menos de 150 mm ms
grande que la rotura en todas las direcciones si se trata de mtodos de
pinchado o cosido y de 600 mm si solo habr traslape simple.
23
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
2.4.3. Geonet
Se cumplir con lo estipulado en las Especificaciones Tcnicas para
geosintticos del documento dado por el cliente, donde se especifica que el
geonet deber ser una red no deformada tridimensional, fabricado con varillas
extradas de polietileno. La resina utilizada en la fabricacin de la red deber
ser de primera calidad, y contendr estabilizadores para prevenir la
degradacin de los rayos ultravioletas.
Cada tipo de Geonet deber ser uniforme en cuanto a su color, espesor,
tamao y textura y todos los rollos debern estar rotulados con etiquetas que
listen el nombre del fabricante, referencia (nombre comercial), largo de rollo,
ancho de rollo, nmero de lote y numero de rollo.
El material deber cumplir con los estndares establecidos en las
Especificaciones Tcnicas para geosintticos estipulado en la tabla 4.1
captulo 4 del documento N KP-SP-0-072 REV A.
La manipulacin de este material deber ser de tal manera que no se dae.
Para ello, es importante contar con almacenamiento adecuado para ste y
cuidar que no quede apoyado sobre piedras ni objetos puntiagudos.
Mantenerlo alejado del polvo y combustibles para evitar que se contaminen.
Si el material va a ser izado con gra, se deben proveer de eslingas para
evitar que el rollo se doble por su propio peso.
Para la instalacin, los Geonets deber considerar un traslapo mnimo de 200
mm en vertical y 600 mm en horizontal.
Se reparar cualquier desgarramiento que exceda 300 mm. Los parches se
extendern un mnimo de 300 mm hacia todos los lados de un
desgarramiento y se sujetaran con amarras resistentes a la degradacin de
los rayos ultravioletas.
La unin de paneles de Geonet consiste en amarrar ambos paneles con
precintos de HDPE (Tie Raps) espaciadas cada 1,00 m, esta distancia
corresponde a la direccin del talud y 300 mm para costuras transversales.
En la medida que sea posible, se debern evitar que queden arrugas durante
su despliegue como tampoco evitar que el material quede en tensin.
Revisar el Panel de Geonet antes del despliegue para asegurarse que no
contenga piedras u otro elemento extrao que pudiera daar la geomembrana
durante el despliegue o que queden piedras atrapadas entre este y la
geomembrana pues esto puede ser causal de roturas.
24
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Las roturas en los paneles de Geonet debern ser reparadas utilizando un
parche del mismo material y fijado al material base mediante precintos de
HDPE (Tie Raps). El tamao del parche deber ser a lo menos de 300 mm
ms grande que la rotura en todas las direcciones.
Instalacin :
En taludes, el material deber ser anclado en la trinchera y luego
desplegado hacia abajo, de manera que se encuentre en permanente
tensin.
En presencia del viento el borde delantero del material deber ser
cargado con bolsas de arena hasta que la cobertura final sea
2.4.4.
colocada.
Se deber tener cuidado de asegurar que ninguna capa subyacente
sea daada durante la instalacin.
Se deber tener cuidado de evitar el atrapamiento de piedras, barro y
otros materiales, durante la operacin de colocacin y cosido.
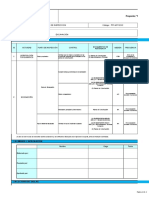
FLUJO DE INSTALACION DE GEOMEMBRANA
Inici
o
Aceptaci d re
n
e a
Instalaci d geosinttic
n
e os
Pruebas iniciales de
Fusin YExtrusi
n
Soldadura por
Fusin
Control de calidad soldadura por fusin
Reprueba
s y Fall
a
Soldadura por
Extrusin
Control de calidad soldadura por extrusin
Reprueba
s y Fall
a
Marcado de destructivos por
fusin
Y
extrusi
n
25
Ensayo de
destructivos
Fallas , seguimientos y repruebas
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Elaboracin de
Croquis
Pr -camina
e ta
Observaci
Reparaci
ny
n
Caminata
final
Control de calidad soldadura por extrusin
Fin
al
CAPITULO III
3. PERSONAL.
Se ha definido un organigrama bsico que se adjunta en el Anexo, as como
las descripciones de cargos.
El personal asignado para el rea de Instalacin y Control de Calidad cumple
con las Normas exigidas por el Cliente
3.1.
Cargos y Responsabilidades:
DESCRIPCION DE CARGO
1.-
Cargo
Nombre del Cargo
Supervisor de Prev. de Perdidas y
Medio Ambiente.
Departamento
2.-
Obra
Principales labores a desarrollar:
Conocimiento del reglamento de Seguridad e Higiene Minera.
Velar por el fiel cumplimiento del manual de seguridad del cliente y
MYSRL.
Control y Aplicacin de las Normas de Seguridad.
Difundir los conceptos de seguridad.
26
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Dirigir el entrenamiento del personal.
Asesorar a todo el personal del proyecto en todos los aspectos
referentes a Seguridad y Prevencin de Prdidas.
Monitorear los programas que se ejecutan en obra para reducir las
prdidas.
3.-
Responsabilidad de:
Por toda la asesora en la disminucin de todas las condiciones y
actos sub estndares.
Desarrollar el manual de prevencin de prdidas de la empresa.
4.-
Requisitos del cargo:
Intelectuales: Con iniciativa y creatividad, buena redaccin y oratoria,
buenas relaciones interpersonales, capacidad de mando
y liderazgo, capacidad para trabajar bajo presin y en
equipo, capacidad de delegar, resolutivo.
Educacin:
Profesional con Cursos de prevencin de riesgos
Aprobados, con 2 aos de experiencia en cargo similar.
Fsicos:
Salud compatible con el trabajo en terreno.
DESCRIPCION DE CARGO
1.-
2.-
Cargo
Nombre del Cargo
Supervisor de Campo
Departamento
Obra
Responsable Tcnicamente ante
Gerente del Proyecto
Principales labores a desarrollar:
27
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Organizar al personal a su cargo para la ejecucin de los trabajos
asignados, teniendo en cuenta la seguridad y capacidad de los
trabajadores.
Organizar la distribucin de equipos, materiales e insumos a los
diferentes frentes de trabajo.
Entregar
correctamente
los
reportes
diarios
(daily
report)
debidamente firmado.
Realizar en forma mensual la valorizacin estimada de obra para la
conciliacin con el cliente.
Apoyo tcnico en la solucin de problemas de terreno de acuerdo a
su capacidad.
Deteccin y solicitud de necesidades de materiales e insumos para
el desarrollo continuo de los trabajos
Responsable de todos los trabajos y que estos se lleven a cabo de
acuerdo con los planos, especificaciones tcnicas y normas de
Control de Calidad.
Cuidado y verificacin de normativa de prevencin de perdidas
Cumplir con las metas, plazos y costos previstas en el proyecto y
dispuesta por sus superiores.
3.-
Responsabilidad de:
La correcta ejecucin de los trabajos encomendados.
El control del personal a su cargo.
La seguridad y prevencin de la obra.
La correcta utilizacin de los equipos, materiales e insumos
asignados a su rea de trabajo.
El cumplimiento de metas, plazo y costo correspondiente al
proyecto.
4.-
Requisitos del cargo:
28
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Intelectuales: Liderazgo, manejo de personal, toma de decisiones a su
nivel, capacidad de expresin, capacidad de organizar y
dirigir, criterio, buen trato responsable y ordenado
Educacin:
Tcnico superior, con conocimientos tcnicos en el
campo en que se desarrolla, conocimientos de
prevencin de perdidas, conocimiento de los equipos que utiliza, leer y
entender planos.
Fsicos:
Salud compatible con el trabajo en terreno.
DESCRIPCION DE CARGO
1.-
Cargo
Nombre del Cargo
2.-
Supervisor de Control de Calidad
Departamento
Obra
Responsable Tcnicamente ante
Supervisor de campo
Principales labores a desarrollar
Coordinar con el Supervisor de campo la metodologa de avance
para el correcto desarrollo del proyecto.
Reportar del avance diario al Supervisor de Campo.
Organizar al personal de control de calidad para los distintos
trabajos y correcto desarrollo del proyecto.
Controlar el fiel cumplimiento de las normas de control de calidad
por el personal a su cargo
Verificacin de todos los ensayos destructivos y no-destructivos de
acuerdo con las especificaciones tcnicas del proyecto.
Velar por la correcta ejecucin de todas las pruebas de Control de
Calidad requeridas (Air-test / Vacuum-Test/ Pick-Test Spark Test,
Destructivas-No destructivas )
Preparar las aceptaciones Panel y Unin.
29
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Revisin de los trabajos ejecutados
Participar en las caminatas de entrega de rea
Preparar y entregar al Cliente todos los Formatos de Control de
Calidad
Reportar al Supervisor de Campo respecto de avances, necesidades
y problemas tcnicos.
Apoyo tcnico en la solucin de problemas de terreno de acuerdo a
su capacidad.
Confeccin de los Panel Layout necesarios para el proyecto antes
de iniciar los trabajos (siempre y cuando el cliente lo requiera).
3.-
Confeccin del plano AS Built.
Responsabilidad de:
La inspeccin y aprobacin de todos los trabajos de acuerdo con las
especificaciones del proyecto
El buen desempeo de su personal a cargo
La correcta ejecucin de los trabajos de control de calidad
La buena calidad de los todos los trabajos.
Participacin de las medidas correctivas de las no conformidades
Acatar, respetar las normas y medidas disciplinarias de Prevencin
de Perdidas.
Los equipos y maquinarias entregados a su cuidado.
Presentar la informacin diaria de los protocolos de control de
calidad generados en campo para su revisin por parte QA /G&S.
4.-
Requisitos del cargo:
Intelectuales: Liderazgo, manejo de personal, toma de decisiones a su
nivel, capacidad de expresin, capacidad de organizar y
dirigir, criterio, buen trato responsable y ordenado
Educacin:
Profesional con experiencia de 2 aos, conocimientos
tcnicos en campo del rea en que se desarrolla,
30
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
conocimientos de prevencin de perdidas, conocimiento
de los equipos que utiliza, leer y entender planos.
Debe cumplir como un mnimo de 1000,000
m2 de
geomembrana instalada.
Fsicos:
Salud compatible con el trabajo en terreno.
DESCRIPCION DE CARGO
1.-
2.-
Cargo
Nombre del Cargo
Tcnico Instalador
Departamento
Obra
Responsable Administrativamente ante
: Supervisor de Campo
Responsable Tcnicamente ante
: Supervisor de Campo
Principales labores a desarrollar
Acatar y obedecer las instrucciones impartidas por su superior.
Coordinar para el buen desempeo y ejecucin de los trabajos.
Organizar al personal de campo de acuerdo a las necesidades.
Acatar y obedecer las rdenes impartidas por Control de Calidad
Desarrollar los trabajos de acuerdo con los planos, especificaciones
tcnicas y normativas de Control de Calidad.
3.-
Aceptar y acatar la normativa de prevencin de riesgos.
Responsabilidad
La correcta ejecucin de los trabajos solicitados.
La calidad de los trabajos.
4.- Requisitos del Cargo:
Ser conocedor en la instalacin de los geosinteticos como mnimo 2
aos de experiencia.
31
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Tener como mnimo 1000000
m 2 instalados de geomembrana.
DESCRIPCION DE CARGO
1.-
Cargo
Nombre del Cargo
: Tcnico Soldador de Cua y
Extrusora
2.-
Departamento
Obra
Responsable Administrativamente ante
Supervisor de Campo
Responsable Tcnicamente ante
Supervisor de Campo
Principales labores a desarrollar
Acatar y obedecer las instrucciones impartidas por su superior.
Deteccin de necesidades y solicitud de materiales e insumos para
el desarrollo continuo de los trabajos.
Desarrollar los trabajos de acuerdo con los planos, especificaciones
tcnicas y normativas de control de calidad.
3.-
Aceptar y acatar la normativa de prevencin de riesgos.
Responsabilidad de:
La correcta ejecucin de los trabajos solicitados.
La correcta utilizacin de los equipos, materiales e insumos
asignados.
La calidad de su trabajo.
Acatar, respetar las normas y medidas disciplinarias de Prevencin
de Perdidas.
32
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
4.-
Requisitos del Cargo:
Tener como mnimo 1 ao de experiencia
Haber sido ayudante de tcnico de cua o extrusora
Experiencia del manejo y la calibracin del equipo de soldadura en
campo (cua o extrusora).
Conocedor de las partes principales de la mquina.
DESCRIPCION DE CARGO
1.-
Cargo
Nombre del Cargo
: Tcnico Control de Calidad (QC)
Departamento
Obra
Responsable Administrativamente ante: Supervisor Control de Calidad
Responsable Tcnicamente ante:
2.-
Supervisor Control de Calidad
Descripcin de las principales labores a desarrollar
Acatar y obedecer las instrucciones impartidas por su superior.
Deteccin de necesidades y solicitud de materiales e insumos para
el desarrollo continuo de los trabajos.
Desarrollar los trabajos de acuerdo con los planos, especificaciones
tcnicas y normativas de control de calidad.
Reportar el avance diario al supervisor de control de calidad.
Preparar y entregar al supervisor de control de calidad los formatos
de control de calidad al final de la jornada.
Autonoma en cuanto a la toma de decisiones de calidad del
producto con conocimiento del Supervisor de QC.
3.-
Aceptar y acatar la normativa de prevencin de riesgos.
Es responsable por
La correcta ejecucin de los trabajos solicitados.
33
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
La correcta utilizacin de los equipos, materiales e insumos
asignados.
La calidad de los trabajos.
Realizar las pruebas diarias de Puesta en Marcha (para la Prueba
de Aire y la Prueba de Vaco), para ser registradas en los formatos
de Pre Uso QCSEG 014 y QCSEG 015.
Acatar, respetar las normas y medidas disciplinarias de prevencin
de prdidas.
4.
Requisitos del Cargo:
Intelectuales:
Liderazgo, manejo de personal, capacidad de organizar,
toma de Decisiones a su nivel, criterio, responsable y ordenado.
Educacin:
Experiencia de un ao como mnimo, conocimientos
tcnicos en Campo del rea en que se desarrolla, conocimientos de los
equipos que utiliza, conocer de prevencin de prdidas.
Debe de cumplir con un mnimo de 500,000
de instalacin de
geomembrana.
CAPITULO IV
4. EQUIPOS PARA LA INSTALACION DE GEOSINTETICOS:
4.1.
Cuas.
4.1.1. Objetivo:
Establecer un instructivo que define la metodologa para la ejecucin de una
soldadura por el mtodo de Termofusin por cua caliente en uniones
de geomembrana.
4.1.2. Alcance:
34
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Aplicable a todas las soldaduras realizadas en geomembrana de polietileno,
ya sea HDPE o LLDPE.
4.1.3. Responsabilidades
4.1.3.1.
Supervisor Campo:
Es
responsable
en
terreno
del
cumplimiento
de
las
especificaciones tcnicas y planos del proyecto, tanto del cliente
como CONSORCIO VIRGEN DE FTIMA y de lo que se establece
en cada proyecto.
4.1.3.2.
Supervisor Control de Calidad:
Es responsable de controlar el cumplimiento de las normas de
calidad de acuerdo con las especificaciones tcnicas del proyecto.
4.1.4. Procedimiento de Ejecucin
4.1.4.1.
Soldadura de Cua:
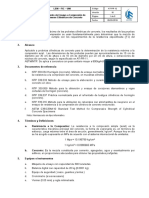
4.1.4.1.1. Partes principales: ver figura n 01
35
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Figura N 1.: Soldadora de cua caliente.
4.1.4.1.2. Calibracin:
La calibracin de la cua depende del espesor de la
lmina a soldar y es uno de los factores ms importantes
para obtener una soldadura de buena calidad. Tal es as,
Que an cuando los parmetros de soldadura (temperatura
y velocidad) estn bien seleccionados, una mala calibracin
producir una soldadura deficiente.
El procedimiento de calibracin recomendado, antes de
calentar la cua, se describe brevemente en los puntos
siguientes.
a)
Ajuste de los rodillos de traccin:
Esta calibracin determina la presin de contacto
entre las 2 lminas que se estn soldando. Para realizar
este ajuste, primero se deben ubicar 2 trozos de lmina
de 1/2 x 2 del material a soldar entre los rodillos de
traccin (Ver fig. N 2) y
luego accionar
la leva aprisionadora de la cua a la
posicin correspondiente segn el espesor del material.
El ajuste debe ser sin holgura y permitir accionar
suavemente la lleva aprisionadora, sin necesidad de
movimientos forzados y de manera tal que las marcas de
los rodillos sobre la lmina sean simtricas y de igual
profundidad en cada huella del cordn de soldadura.
36
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Figura N 2: Ajuste para membranas de polietileno
(referencial).
b) Posicin de la cua:
Para la correcta ejecucin de una soldadura es
necesario que la cua quede centrada entre los rodillos
de traccin tanto en el sentido vertical como horizontal,
siendo la distancia entre la cua y los rodillos de traccin
igual al espesor de la lmina que se est soldando ( Ver
fig. N 2).
c) Regulacin de rodillos locos superiores e inferiores:
Esta
calibracin
permite
controlar
el
proceso
de
transferencia de calor desde la cua a la geomembrana.
Para el ajuste de la presin de contacto de los rodillos
locos sobre la cua se utilizan 2 trozos de 4 x 18 del
mismo espesor del material a soldar (Ver fig. N 3).
El apriete de los rodillos locos debe ser sin holgura y slo
el necesario para impedir el libre desplazamiento de la
37
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
lmina, manteniendo la presin de contacto de los
rodillos superiores igual a la de los rodillos inferiores.
Despus del ajuste de los rodillos locos la cua debe
mantenerse centrada entre los rodillos de traccin.
Los efectos de una mala regulacin se indican en los
puntos siguientes:
Exceso de presin: la membrana
recibir una
mayor
lo
transferencia
de
calor
por
que
su
temperatura, al momento de ser soldada, ser mayor
que la temperatura
seleccionada en el reloj
controlador de temperatura.
Poca presin: al contrario del punto anterior, la
membrana recibir una menor transferencia de calor
por lo que su temperatura, al momento de ser
soldada,
ser
menor
que
la
temperatura
seleccionada en el reloj controlador de temperatura.
Presiones
distintas
rodillo
superior/rodillo
inferior: la lmina superior y la inferior estarn a
distinta temperatura lo cual puede dificultar el proceso
de unin produciendo una soldadura en fro.
38
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
4.1.4.1.3. Soldadura tpica:
Figura N 4.: Soldadura tpica producida por la soldadura de cua caliente.
Nota: Un exceso de flashing (rebaba) puede indicar que la
velocidad es muy baja o bien que existe
un exceso de
presin en los rodillos de traccin. La ausencia de flashing
indica una soldadura en fro y un cambio de la cantidad de
flashing durante el proceso de soldadura puede indicar una
descalibracin de la mquina.
4.1.4.2.
Ensayos o Pruebas a las costuras de Fusin:
4.1.4.2.1. No Destructivos.
39
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
El propsito de los ensayos no-destructivos es la verificacin de
la continuidad de la soldadura y deben ser efectuados en
forma permanente y de acuerdo con el avance de los
trabajos y no entregan informacin concluyente sobre las
propiedades mecnicas de la soldadura. Se dividen en tres
pruebas o ensayos:
Inspeccin visual de la costura de soldadura
Se debe realizar una inspeccin visual al 100% de las
soldaduras verificando el aspecto de la soldadura, flashing,
quemaduras,
soldadura
en
fro,
traslapos
cortos,
alineamientos, patinadas, presencia de arrugas, etc.
Prueba de Aire
Se utiliza para verificar la continuidad del canal u orificio que
deja la soldadura por fusin, detectando defectos o fallas
puntuales en ste. Las pruebas de aire deben ser ejecutadas
al 100%.
Prueba de Vaco
Se utiliza como complemento a las pruebas de aire en
aquellos casos en que la soldadura no ha pasado la prueba
de aire y no se puede localizar el punto de falla. Para realizar
este ensayo se debe retirar la aleta del traslape y aplicar la
caja de vaco sobre la soldadura. (Vacuum box)
4.1.4.2.2. Destructivos:
40
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Los ensayos destructivos se realizan para evaluar la
resistencia mecnica de la soldadura y se dividen en 2
pruebas o ensayos:
Pruebas iniciales
Se realizan antes de comenzar los trabajos de
soldadura, al inicio del da, a medio da (cada 5
horas de trabajo) y cuando se produzca un corte de
energa.
Ensayos destructivos
Se utilizan para determinar la resistencia mecnica
de la soldadura y deben llevarse a cabo el mismo
da de ejecucin de la soldadura. En general esta
prueba se realiza cada 100 metros lineales de
soldadura (Destructivos de Fusin).
4.1.4.3.
Tipos de Geomembrana:
De acuerdo con el alcance de este procedimiento, existen tres
tipos de geomembrana de polietileno disponibles en el mercado,
cada una con caractersticas y propiedades distintas:
4.1.4.4.
HDPE ( Polietileno de Alta Densidad)
VFPE(Polietileno de Baja Densidad)
LLDPE ( Polietileno de Muy Baja Densidad Lineal)
Temperatura y Velocidad de Trabajo:
41
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
La velocidad y temperatura del equipo: la temperatura es nica,
la velocidad no se pueden determinar en forma exacta ya que
dependen de mltiples variables, tales como:
Espesor (1.5 mm, 2.0 mm y 2.5 mm) y tipo de material
(HDPE/LLDPE) de la lmina a soldar.
Temperatura ambiente y presencia de viento.
Humedad ambiental.
Temperatura de la lmina.
Tipo de superficie de la lmina (Texturada o lisa).
Eficiencia de cada cua en particular.
Altura geogrfica.
Los parmetros que se entregan en la tabla siguiente son
referenciales sobre el punto de partida para calibrar la cua y
no representan necesariamente una condicin exacta.
42
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
PARAMETROS REFERENCIALES PARA SOLDADURA POR CUA CALIENTE
MATERIAL
HDPE
HDPE
HDPE
HDPE
HDPE
HDPE
HDPE
HDPE
HDPE
HDPE
HDPE
LLDPE
LLDPE
LLDPE
LLDPE
TEXTURA
Lisa
Lisa
Lisa
Lisa
Lisa
Lisa
Lisa
Texturada
Texturada
Texturada
Texturada
Lisa
Lisa
Lisa
Lisa
(Fuente Columbine)
ESPESOR TEMPERATURA
0,50
350 C
0,75
350 C
1,0
350 C
1,5
370 C
2,0
370 C
2,5
370 C
3,0
370 C
1,0
380 C
1,5
400 C
2,0
400 C
2,5
400 C
0,5
325 C
0,75
325 C
1,0
335 C
1,5
350 C
VELOCIDAD
5,4 m/min.
5,0 m/min.
4,1 m/min.
3,2 m/min.
2,3 m/min.
1,4 - 1,8 m/min.
0,9 - 1,4 m/min.
2,4 m/min.
2,0 m/min.
1,2 m/min.
0,75 - 1,0 m/min.
5,4 m/min.
5,0 m/min.
4,1 m/min.
2,3 m/min.
Nota1: Esta tabla es aplicable a las cuas.
Nota2: Los parmetros de soldadura por fusin
PARAMETROS REFERENCIALES PARA SOLDADURA POR CUA CALIENTE
MATERIAL
HDPE
HDPE
TEXTURA
Lisa
Lisa
(Fuente: PWT)
ESPESOR
TEMPERATURA
2,0
400 C 500 C
1,5
VELOCIDAD
2,0 - 3,0 m/min.
Nota3: Esta tabla es aplicable a todo tipo de cua.
Nota4: Estos parmetros se utilizan segn la temperatura lamina y
condiciones climticas de la cual siempre se deber realizar
pruebas iniciales.
4.1.4.5.
Equipos Requeridos:
4.1.4.5.1. Equipo soldador:
El equipo de soldadura por Termofusin o cua caliente debe
estar provisto de:
Reloj controlador de temperatura (digital).
Controlador de velocidad.
43
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
4.1.4.5.2. Equipos y elementos accesorios:
Generador elctrico (220 V, 6,5 KVA como mnimo).
Extensiones elctricas (100 m. mximo y cable 12 AWG).
Medidor de voltaje
Llaves Allen
Cortante con punta pico de loro
Termmetro digital de contacto.
Trapo Industrial.
Guantes
4.1.4.6.
Acciones Previas:
Antes de comenzar con la soldadura se debern realizar los
siguientes pasos:
Verificar que los equipos funcionan correctamente y tienen
autonoma suficiente.
Medir el voltaje a la salida del generador y a la llegada de la
cua con un voltmetro y asegurarse que el generador no
est inclinado (especialmente en generadores chicos)
Constatar que se dispone de todas las herramientas y
materiales
necesarios
para
efectuar
el
trabajo
sin
contratiempos.
Determinar el tipo de material y espesor de geomembrana a
soldar.
Chequear las condiciones ambientales imperantes.
Verificar que la temperatura de la lmina est en el rango
0 C y 50 C, medida con un termmetro a 5 cm. de la
superficie de la lmina. Se puede soldar desde 0 C hasta
50 C.
Antes de comenzar a ejecutar soldaduras en terreno,
calibrar la cua y ejecutar las pruebas iniciales. El proceso
44
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
de soldadura slo se realizar
una vez que las pruebas
iniciales hayan sido ensayadas y aprobadas.
El tcnico soldador anotar en cada costura los siguientes
datos:.
Nombre operador
Fecha y hora ejecucin
N cua
Temperatura
Velocidad
4.1.4.7.
Proceso de Soldadura con Cua:
4.1.4.7.1.
Encendido de la cua:
Desenganchar la cua y los rodillos de traccin.
Enchufar la cua con el motor y el control de temperatura
apagado, luego seleccionar la temperatura de operacin
en el reloj de control. La temperatura debe aumentar en
forma constante.
Una vez que la temperatura mostrada en el visor del reloj
controlador se estabilice en el valor seleccionado, esperar
5 minutos para asegurarse que toda la cua ha alcanzado
una temperatura de trabajo.
4.1.4.7.2.
Preparacin para la soldadura:
Antes de soldar, realizar un reconocimiento del rea a soldar
en toda su extensin en busca de condiciones conflictivas
verificando los puntos siguientes:
Orientacin del traslape con respecto al viento.
45
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Ancho del traslape de la lnea a soldar: 15 cm. como
mximo y 10 cm. como mnimo.(Dependiendo del tipo
de mquina)
Presencia de arrugas.
Cambios bruscos o puntuales en la superficie de apoyo;
pendiente, compactacin, humedad (Ej., barro).
4.1.4.7.3.
Temperatura de la lmina al momento del despliegue.
Soldadura:
Limpiar con un pao limpio y seco 5 metros de traslape
delante de la posicin inicial de la cua.
Con el motor apagado y el control de velocidad
desconectado, posicionar la cua en la costura, primero la
lmina inferior y despus la superior.
Enganchar los rodillos de traccin, conectar el motor y
seleccionar la velocidad de trabajo fijando la cua en su
posicin.
Al comenzar la soldadura, cortar una probeta y ensayarla
al desgarro manualmente con dos pinzas o clamps.
Comprobar que la rotura se produce fuera de la soldadura
y que no existe falla de adhesin entre las dos lminas
soldadas.
Verificar
constantemente
el
traslape,
arrugas, aspecto de la soldadura,
presencia
de
temperatura y
velocidad de la cua.
Antes que los rodillos de traccin llegue al final de la lnea
a soldar, apagar
el motor y desenganchar
la cua
inmediatamente, desenganchar los rodillos y apagar el
motor.
Desmontar la cua de la costura y dejarla en un lugar
seguro sin peligro de rodar por el talud o caer dentro de la
zanja de anclaje.
Sacar una probeta al final del cordn y ensayarla al
desgarro manualmente con dos pinzas. Comprobar que
46
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
la rotura se produce fuera de la soldadura y que no existe
falla de adhesin entre las dos lminas soldadas.
Revisar que los rodillos de traccin y la cua no tengan
restos de suciedad y plstico fundido antes de proceder a
soldar nuevamente. Limpiar si es necesario.
4.1.4.8.
Recomendaciones para la Ejecucin de Soldadura por Fusin:
Nunca realizar una soldadura con lluvia, humedad ambiental
excesiva o pelcula de agua sobre la lmina (roco). Por la
humedad no hay adherencia o pegado.
Evitar soldar sobre arrugas que tienen formas y tamaos
diferentes en la lmina superior y en la lmina inferior.
Mantener la cua alineada con la lnea de soldadura. Si se
dificulta controlar la desalineacin:
No insistir.
Desenganchar la cua y recomenzar la soldadura ms
adelante.
En caso de quemar la lmina:
Desenganchar la cua y detener la soldadura.
Limpiar cuidadosamente la cua y rodillos del exceso
de plstico fundido antes de intentar reiniciar la
soldadura.
Marcar la zona afectada en la lmina para facilitar los
procedimientos de QC.
Inmediatamente colocar un saco para evitar la accin
del viento.
Soldadura en lminas de distinto espesor y/o textura:
47
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Recalibrar la cua cuando exista una diferencia de
espesor o textura entre las lminas a soldar.
Evitar la soldadura de espesores distintos; de no ser
posible, la diferencia entre espesores no debe ser
superior a 0,5 mm.
Revisar permanentemente el desgaste de piezas,
posicin de la cua, ajuste de los rodillos y que no se
doblen los ejes.
Soldadura en lminas de espesores menores o iguales a 1
mm (0,75 mm / 0,50 mm).
Utilizar una tira del mismo material que se est
soldando entre la superficie de apoyo y la cua, de
modo que esta se desplace sobre la tira de material y
no sobre la superficie de apoyo.
En general, a menor espesor se utilizan temperaturas
ms bajas y velocidades ms altas.
Soldaduras en uniones en T: Este tipo de uniones no se
debe realizar ya que descalibran la mquina; los pasos a
seguir para esta situacin son los siguientes:
Desconectar la cua y los rodillos de traccin.
Adelantar la cua y reiniciar la soldadura.
Inmediatamente colocar un saco para evitar la accin
del viento.
Variacin en la temperatura de la lmina durante la
soldadura.
Mantener la temperatura constante y variar la velocidad.
Sobre anchos de traslapes:
48
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Utilizar un cortante pico de loro para reducir el exceso.
Verificar que no se haya cortado la lmina del traslape
inferior.
4.1.4.9.
Mantenimiento en Terreno de la Cua:
Verificar que la cua, rodillos de traccin y rodillos locos estn
libres de tierra, barro y restos de polietileno producto de
quemaduras durante la soldadura. Escobillar estos elementos
de ser necesario.
Verificar que todos los engranajes, transmisiones y cadenas
estn lubricados y libres de suciedad. De ser necesario, limpie
con un pao limpio o sople con un compresor. Lubricar
suavemente utilizando un spray con grasa blanca de litio o
similar.
Revisar peridicamente el ajuste de todas las cadenas. (Al
ejercer una leve presin sobre las cadenas, estas deben ceder
5 a 10 mm).
Chequear el desgaste de la cua,
rodillos de traccin y
rodillos especialmente al soldar geomembranas texturadas.
4.1.4.10.
Recomendaciones de Seguridad:
La temperatura de la cua puede alcanzar sobre los 450 C
causando quemaduras severas. Proteja sus manos con
guantes y espere un tiempo prudente de enfriamiento.
Los rodillos de traccin generan fuerzas puntuales que superan
los 100 kg. Adems de torques importantes. Evitar usar ropas
sueltas, cadenas o pulseras largas, etc.,
enganchar.
4.2.
Extrusoras.
4.2.1. Objetivo:
49
que se pueden
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Establecer un instructivo para definir la metodologa de la ejecucin de
una soldadura por el mtodo de extrusin en uniones de geomembrana
de polietileno.
4.2.2. Alcance:
Aplicable a todas las soldaduras realizadas en geomembrana de
polietileno, ya sea HDPE o LLDPE.
4.2.3. Responsabilidades:
4.2.3.1.
Supervisor Control de Calidad:
Verificar y aceptar las actividades indicadas en los planos y
especificaciones tcnicas de acuerdo al procedimiento de calidad.
4.2.3.2.
Supervisor de Campo:
Es
responsable
en
terreno
del
cumplimiento
de
las
especificaciones tcnicas y planos del proyecto.
4.2.4. Procedimiento de ejecucin:
4.2.4.1.
A.
Ensayos de Pruebas:
No Destructivos:
El
propsito de los ensayos no-destructivos
es la
verificacin de la continuidad de la soldadura y deben ser
efectuados en forma permanente y de acuerdo con el avance
de
los
trabajos. Estos ensayos no entregan
informacin
concluyente sobre las propiedades mecnicas de la soldadura.
Se dividen en tres pruebas o ensayos:
Inspeccin visual del cordn de soldadura
50
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Realizar una inspeccin visual al 100% de las
soldaduras.
Chequear seccin del cordn de soldadura (espesor,
ancho y rebarba).
Chequear porosidad, quemaduras, soldaduras en fro
y amolado.
Prueba de Vaco:
Este ensayo se ejecuta sobre las uniones realizadas
por extrusin, pero tambin puede utilizarse para
soldaduras
por
fusin.
Slo
determina
la
estanqueidad del cordn de soldadura.
Prueba de Chispa Elctrica:
Este ensayo est diseado especficamente para las
soldaduras de extrusin. El sistema consiste en
incorporar un conductor elctrico desnudo (cobre)
entre la soldadura de aporte y el material base, para
posteriormente aplicar una descarga elctrica (35 kv.)
en busca de posibles poros o fallas que constituyan
probables filtraciones.
B.
Destructivos:
Los ensayos destructivos se realizan para evaluar la
resistencia mecnica de la soldadura y se dividen en 2
pruebas o ensayos:
Pruebas iniciales
Sirven para calibrar la extrusora a las condiciones de
terreno y materiales a soldar antes de comenzar los
trabajos de soldadura. Se deben realizar cada 5 horas
y cuando se produzca un cambio brusco en las
51
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
condiciones ambientales (Temperatura, viento, polvo
en suspensin, etc.).
Ensayos Destructivos
Se utilizan para determinar la resistencia mecnica de
las soldaduras ejecutadas durante el da de trabajo,
adems de verificar la calibracin de la extrusora.
En general esta prueba se realiza cada 100 metros
lineales de soldadura o un promedio de 25 a 30
parches (Destructivo de Extrusin).
4.2.4.1.1. Material de aporte:
La resina del granulado o material de aporte de las extrusoras
debe corresponder a resina virgen de HDPE certificada,
dependiendo del grado de exposicin al sol o no.
Es imprescindible hacer pruebas en marcha antes de que se
empiece
la
primera
instalacin
de
geomembrana,
de
preferencia antes del inicio de cada proyecto cuando se
trabaja con geomembranas que no son fabricadas por GSE.
Nota: El material de aporte de HDPE puede soldar
geomembranas de LLDPE, en cambio con aporte de LLDPE
no se puede soldar membranas de HDPE. Esto es por
prctica de muchos aos y se han realizados pruebas en
campo.
4.2.4.2.
Seleccin de Parmetros:
Al igual que la unin por termofusin; la soldadura por extrusin
depende de tres parmetros fundamentales:
Temperatura.
Velocidad.(Lo indica en el manual del fabricante)
Presin (Lo indica en el manual del fabricante)
Nota: Cada parmetro puede ser determinado por separado, pero la
calidad de la soldadura depender de elegir la combinacin apropiada
52
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
de los tres parmetros de acuerdo con el tipo de material, temperatura
de la lmina y las condiciones ambientales.
4.2.4.3.
Temperatura:
Existen 3 temperaturas que el operador debe controlar cuando se
suelda por extrusin:
Temperatura del reloj controlador de la extrusora.
Temperatura del extrudo.
Temperatura de pre-calentamiento.
Las temperaturas se ajustan en funcin de las condiciones
climticas,
tipo de material, temperatura y espesor de la
geomembrana.
4.2.4.3.1. Temperatura de trabajo de la extrusora y temperatura del
extrudo:
La temperatura del extrudo depende de la seleccin de la
temperatura en el reloj controlador.
No obstante, dada la
variacin en la eficiencia de cada extrusora y el efecto de
variables externas tales como las condiciones ambientales y
la altura sobre el nivel del mar; la relacin entre ambas
temperaturas no es constante ni exacta por lo que debe ser
verificada midiendo la temperatura real del extrudo con un
termmetro de contacto.
La temperatura del extrudo debe ser siempre la misma
+/-
pequeas
variaciones.
La
temperatura
de
precalentamiento o aire caliente es variable y se ajusta
segn la temperatura de la lmina.
4.2.4.3.2. Temperatura de precalentamiento:
Para lograr que se produzca una soldadura, es necesario
que la superficie de la lmina que va a recibir el extrudo
53
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
est previamente calentada.
Esto se logra mediante el
equipo de aire caliente montado en la extrusora, por lo que
se deben tener en cuenta las siguientes recomendaciones
generales:
Sin una superficie limpia del rea a unir, la
soldadura ser deficiente.
Durante todo el proceso de soldadura se deben
verificar dos condiciones bsicas para obtener una
soldadura de la misma calidad en toda su extensin:
La boquilla del equipo de aire caliente siempre
debe estar ubicada a la misma distancia respecto
de la lmina y en forma paralela a esta.
El flujo de aire caliente debe ser constante sobre la
lmina. El viento o variaciones puntuales en el
ngulo de inclinacin de la extrusora pueden
producir puntos de soldadura en fro.
La
temperatura
de
precalentamiento
debe
seleccionarse lo ms alta posible, sin que se arrugue la
lmina.
A
mayor
temperatura
de
la
lmina,
el
precalentamiento debe ser menor.
A menor espesor de la lmina, menor debe ser la
temperatura de precalentamiento.
La accin del viento disminuye la eficiencia del
precalentamiento evitando que se plastifique la lmina.
En este caso, es posible
aumentar la temperatura
pero de preferencia se debe ubicar una estructura que
evite la accin directa del viento sobre el rea de
soldadura.
Si la temperatura de la lmina es muy alta, se puede
dar el caso que no sea necesario precalentar por lo
54
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
que es recomendable cortar el aire caliente y dejar
funcionando slo el soplador para mantener limpia el
rea a soldar.
4.2.4.3.3. Valores Referenciales:
Los parmetros que se entregan en la tabla siguiente son
referenciales sobre el punto de partida para calibrar la
extrusora y no representan necesariamente una condicin
exacta.
RANGOS DE TEMPERATURA REFERENCIALES PARA SOLDADURA
POR EXTRUSION
(Fuente: GSE Lining Tecnloga)
Membrana
Material
Temperatura
Temperatura
Extrudo
de pre-calentamiento
( C )
( C )
Hyperflex
HDPE
230 260
225 250
Friction
HDPE
230 260
225 250
LLDPE
210 225
175 195
Flex
Ultraflex
4.2.4.4.
Velocidad y presin de colocacin del extrudo:
Estas dos variables estn directamente relacionadas con el diseo
de la cavidad del zapato de tefln, tanto en forma como en
dimensiones, y el ngulo de inclinacin de la extrusora.
Para que se produzca la correcta combinacin de presin y
velocidad se deben verificar las siguientes condiciones:
Utilizar un zapato de tefln segn el espesor del material que
se est soldando (la altura de la cavidad del zapato debe ser
2 a 3 veces el espesor de la lmina).
55
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
La velocidad de aplicacin del extrudo debe ser constante.
La inclinacin de la extrusora debe permitir que la seccin
transversal del cordn de soldadura sea igual a la cavidad del
zapato con su correspondiente rebarba (Ver fig. N 1).
Fig. N 1: Seccin Tpica cordn de soldadura por extrusin
Tener presente lo siguiente:
Al inclinar demasiado la extrusora se producir un cordn muy
delgado y sin rebarba; lo cual indica que la velocidad es muy
alta y la presin muy baja. En cambio, si la inclinacin de la
extrusora es poca o casi vertical; el cordn presentar un
56
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
exceso de presin y una velocidad muy baja.
Como regla general, para pisos se debe considerar que a
mayor espesor de la lmina la extrusora se usa ms
parada o vertical y a menor espesor ms acostada o
inclinada hacia la horizontal.
Para soldaduras en muros, taludes y cielos los conceptos
son similares, donde lo relevante es que la seccin del
cordn (forma y dimensiones) corresponda al diseo de la
cavidad del zapato.
Si al soldar con el ngulo de inclinacin correcto ocurre que:
La extrusora avanza demasiado rpido: Puede indicar que el
extrudo est demasiado fluido por un exceso de temperatura.
Se hace difcil avanzar con la extrusora: Puede ser una seal
de que el extrudo est demasiado viscoso o consistente por
una falta de temperatura.
4.2.4.5.
Equipos Requeridos:
4.2.4.5.1. Equipo soldador:
El equipo de soldadura por extrusin o extrusora debe estar
provisto de:
Reloj controlador de temperatura.
Equipo soplador de aire.
Termocupla
Zapato de tefln que corresponda al espesor de la lmina.
4.2.4.5.2. Equipos y elementos accesorios:
Generador elctrico (220 V, 6,5 KVA como mnimo).
Extensiones elctricas (100 m. mximo y cable 12
AWG).
Medidor de voltaje.
57
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Equipos menores y herramientas menores.
Soplador de Aire Caliente (SAC)
Esmeril angular con proteccin.
Disco de desbaste.(lija circular)
Boquilla para colocar alambre de cobre y boca de
pato para SAC
Cortante con punta pico de loro.
4.2.4.6.
Trapo industrial.
Guantes
Acciones Previas:
Antes de comenzar con la soldadura:
Realizar un reconocimiento de toda el rea a soldar.
Asegurarse que la superficie de apoyo bajo la lmina a extruir
est nivelada y bien compactada.
Verificar que los equipos funcionan correctamente y tienen
autonoma suficiente.
Medir el voltaje a la salida del generador y a la llegada de la
extrusora con un voltmetro y asegurarse que el generador no
est inclinado (especialmente en generadores chicos).
Constatar que se dispone de todas las herramientas y
materiales
necesarios
para
efectuar
el
trabajo
sin
contratiempos.
Determinar el tipo de material y espesor de geomembrana a
soldar.
Identificar el material de aporte.
Verificar que el material de aporte est limpio, seco y sin
contaminar.
58
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Verificar que la altura del zapato corresponda al espesor de la
lmina que se est soldando (2 a 3 veces el espesor de la
lmina) y que se encuentre limpio y suave.
Chequear las condiciones ambientales imperantes.
Verificar que la temperatura de la lmina est en el rango
C y 50 C, medida con un termmetro a 5 cm. de la superficie
de la lmina.
Verificar que la zona a soldar est seca, sin presencia de hielo,
roco o humedad ambiental excesiva.
Llevar a cabo las pruebas iniciales antes de comenzar la
soldadura.
Para comenzar a soldar, las pruebas iniciales
deben haber sido ensayadas y aprobadas.
Anotar en la lmina los datos necesarios para el Control de
Calidad.
Nombre del Tcnico
Fecha y hora ejecucin
N extrusora
Temperatura de extrudo
Temperatura de SAC ( Soplador de aire Caliente )
4.2.4.7.
Descripcin del Proceso de Soldadura por Extrusin:
4.2.4.7.1. Encendido de la extrusora:
Antes de encender la extrusora, comprobar que el gatillo
del taladro este desconectado.
Enchufar la extrusora, seleccionar la temperatura de
trabajo y de precalentamiento y esperar hasta que el
equipo alcance las condiciones de operacin.
Encender el motor y purgar la extrusora en un 100%.
4.2.4.7.2. Preparacin de la membrana antes de la soldadura:
Limpiar y secar la superficie a soldar con un pao de
algodn. En caso de presencia de grasas, aceites u otros
59
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
derivados del petrleo sobre la lmina; eliminar la zona
contaminada
usando
un
parche
de
mayores
dimensiones o limpiar con un solvente.
Verificar que las membranas a unir sean del mismo
espesor. Para espesores distintos, la diferencia no debe
ser superior a 0,5 mm.
Pinchar las membranas a unir con un equipo de aire
caliente con boquilla boca de pato. No deber existir
arrugas tipo boca de pescado.
El traslape debe pincharse en un 100% de su permetro
sin dejar arrugas tipo boca de pescado.
Esmerilar la superficie a soldar en membranas de 1,5
mm de espesor o ms, manteniendo:
El ancho total del esmerilado no debe ser inferior a 1
y debe extenderse como mximo 5 mm de rebaba
del extrudo.
Evitar
el
exceso
de
esmerilado
sobre
la
geomembrana (ms de un 10% de su espesor) y
cuidar que el rea galleteada no se contamine con
polvo, suciedad o grasa de las manos. Ejecutar la
soldadura inmediatamente despus del amolado.
4.2.4.7.3. Soldadura:
Purgar la extrusora antes de comenzar cada soldadura y
disponer el material de purga adecuadamente para evitar
quemaduras sobre la lmina.
Antes de posicionar la extrusora sobre la lmina,
precalentar el inicio del rea a soldar con el equipo de
aire caliente.
Posicionar la extrusora sobre la lmina y avanzar a
velocidad constante. Siempre mantener la mquina
60
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
centrada sobre la lnea que se est soldando y
levemente inclinada hacia la geomembrana inferior.
Si la altura del cordn es menor que el espesor de
lmina o muy
angosta (sin rebaba); inclinar la
extrusora hacia la vertical.
Si el cordn es ms alto que el espesor de la
geomembrana o tiene
mucha rebaba; inclinar la
extrusora hacia la horizontal.
Mantener la soldadura hasta su trmino evitando
interrumpir el cordn.
Nota: Se tiende a pensar que es mejor ejecutar un cordn
levemente ms alto que el espesor de la lmina, pero
esto conlleva a obtener valores ms bajos de lo normal
en los ensayos de desgarre, por lo que efectivamente
existe un lmite al espesor del cordn.
4.2.4.8.
Recomendaciones Especiales para la Ejecucin de Soldaduras:
4.2.4.8.1. Filtraciones por capilaridad:
Este tipo de fugas se producen cuando se ejecuta un cordn
de soldadura sobre un cordn
antiguo que ya se ha
enfriado. El extrudo, incluso caliente, es extremadamente
viscoso
no
fluye
ni
fcil ni rpidamente sobre las pequeas hendiduras o
protuberancias que se forman en un cordn de soldadura
cuando este est fro.
Al cruzar un cordn de soldadura (Ver fig. N 2.)
El cordn antiguo debe ser galleteado dejando la
superficie
del
protuberancias.
61
cordn
sin
escalonamientos
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
El amolado debe ser mayor que el ancho del nuevo
cordn.
Fig. N 2
Al recomenzar una soldadura (Ver fig. N 3.)
Amolar por lo menos 5 cm. antes del trmino del
cordn.
Soplar el rea para limpiar los residuos y partculas
remanentes.
Utilizar el equipo de aire caliente y precalentar el
extremo del cordn antiguo antes de comenzar a
soldar.
Comenzar a soldar sobre el cordn antiguo desde el
inicio del amolado.
62
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Fig. N 3
4.2.4.8.2. Parches:
El parche de reparacin debe extenderse 15 cm. en todas
direcciones desde el orificio a reparar (Ver fig. N 4).
El parche puede ser
ovalado o bien rectangular pero
siempre debe tener las esquinas redondeadas con un radio
de 10 cm. como mnimo.
Al cortar un parche los bordes deben quedar rectos y sin
irregularidades.
Si el parche es demasiado grande, es posible que el inicio
del cordn est fro al momento de completar la soldadura.
En este caso es necesario amolar antes de completar la
soldadura.
63
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
Nunca extruir sobre arrugas o bocas de pescado.
Fig. N 4
64
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
4.2.4.8.3.
Uniones en T y en Cruz:
Fig. N 5
65
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
4.2.4.8.4. Gusanos: (bead)
Amolar antes de ejecutar una reparacin mediante un
gusano.
Nunca ejecutar un gusano al lado de otro o uno arriba de
otro.
Se hace un bead o gusano cuando el dao sobre la
geomembrana son: raspaduras profundas, cortes sin
perforacin, dobleces muy pronunciados.
4.2.4.9.
Mantenimiento en Terreno de la Extrusora:
Purgar la extrusora cada vez que se va a utilizar.
Purgar la extrusora al finalizar el da.
Verificar diariamente:
Limpieza y desgaste del zapato de Tefln.
Conexiones elctricas y limpieza general.
Temperaturas de trabajo de la extrusora.
Es vital asegurar permanentemente que el voltaje corresponda
a 220 V.
4.2.4.10.
Recomendaciones de Seguridad:
El uso de la extrusora puede causar quemaduras severas, al
igual que el extrudo. Proteja sus manos con guantes y espere
un tiempo prudente de enfriamiento.
Al cortar la geomembrana siempre utilizar una cuchilla
apropiada, guantes y sentido comn.
4.3.
Caja y Bomba de Vaco.
66
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
La Prueba de Vaco se ejecuta comnmente sobre las soldaduras de
extrusin y se puede utilizar en casos excepcionales sobre las soldaduras de
fusin. El equipo consta de una caja de material apropiado con la cara
superior transparente, vacumetro, bomba de succin y solucin jabonosa.
4.4.
Spark Test ( Prueba de Chispa Elctrica )
La Prueba de Chispa elctrica se ejecutar sobre todas las soldaduras
de extrusin que lleven alambre de cobre.
4.5.
-
Prueba de Aire y Prueba de Pick Test.
La prueba de aire es ejecutada en el canal de aire de la soldadura de fusin
realizada por la cua.
La prueba de Pick Test ser ejecutada con una cuchara en lado externo de las
soldaduras de fusin (bajo el traslape), con el fin de determinar si es que
hubiese alguna rotura exterior a la soldadura de fusin.
67
PROYECTO: CONSTRUCCION DE LA POZA DE AGUA DE CONTACTO
N 02
(12 000 m3.)
CONSORCIO VIRGEN
DE FATIMA - CHUGUR
68
Vous aimerez peut-être aussi
- Plan de Instalacion de Geosinteticos LincunaDocument98 pagesPlan de Instalacion de Geosinteticos LincunaMostaceroDiazWislerPas encore d'évaluation
- Plan de Control Calidad CQC - Demolición de Concreto, Excavación y Relleno, Limpieza de Plataformas y PozasDocument42 pagesPlan de Control Calidad CQC - Demolición de Concreto, Excavación y Relleno, Limpieza de Plataformas y PozasJOSE COTRINAPas encore d'évaluation
- PR MET 006 Ensayo Chispa ElectricaDocument10 pagesPR MET 006 Ensayo Chispa ElectricaToto TotePas encore d'évaluation
- Et-002 Soldadura Por ExtrusionDocument17 pagesEt-002 Soldadura Por Extrusionmec_humalexPas encore d'évaluation
- Registro Densidad de Campo Metodo Del Cono de Arena Astm D 1556Document1 pageRegistro Densidad de Campo Metodo Del Cono de Arena Astm D 155615854374Pas encore d'évaluation
- PGEO-PE-QLLVC-01. GeosintéticosDocument19 pagesPGEO-PE-QLLVC-01. GeosintéticosYosiichiHuapayaTamuraPas encore d'évaluation
- Pro I CTC 01 Instalacion Geomembrana (V02)Document41 pagesPro I CTC 01 Instalacion Geomembrana (V02)mezaro8467% (3)
- PS-CIV-P-03 Procedimiento para Corte, Excavación y RellenoDocument9 pagesPS-CIV-P-03 Procedimiento para Corte, Excavación y RellenoDaniela SanabriaPas encore d'évaluation
- PPI Mecanicas - Plataforma Rev 00 ObsDocument1 pagePPI Mecanicas - Plataforma Rev 00 ObsMostaceroDiazWislerPas encore d'évaluation
- PAC.14.-procedimiento de Moldajes y DesmoldeDocument6 pagesPAC.14.-procedimiento de Moldajes y Desmoldevictor gallardo100% (1)
- Indice de Dossier de Calidad Animas NV6Document5 pagesIndice de Dossier de Calidad Animas NV6Branco Yeltsin Tarifeño FonsecaPas encore d'évaluation
- Ppi Geosinteticos - JamalDocument16 pagesPpi Geosinteticos - JamalYosiichiHuapayaTamuraPas encore d'évaluation
- Gestión de Calidad: ExcavaciónDocument4 pagesGestión de Calidad: Excavacióngerardo manuel canto barrera0% (1)
- QC-CG-032 - Aceptación de Geocelda HDPEDocument1 pageQC-CG-032 - Aceptación de Geocelda HDPEIsaac Correa JulcarimaPas encore d'évaluation
- Frmts CTRL de GeomembranasDocument16 pagesFrmts CTRL de GeomembranasJoel MamaniPas encore d'évaluation
- Procedimiento de Reemplazo de AguaDocument20 pagesProcedimiento de Reemplazo de Aguajoseperalta_1Pas encore d'évaluation
- Consorcio Ajani - Matriz de Trazabilidad de Registros - Electromecanico 19-11-21Document13 pagesConsorcio Ajani - Matriz de Trazabilidad de Registros - Electromecanico 19-11-21El ToTe Alvarado TeranPas encore d'évaluation
- PETS-MVM-GO-06 Perforaciòn Con Maquina Jackleg en MinaDocument3 pagesPETS-MVM-GO-06 Perforaciòn Con Maquina Jackleg en MinaCarlos Humberto Monrroy ÑañezPas encore d'évaluation
- CON-PO35-R01 RV.00 Inspección de GeotextilDocument1 pageCON-PO35-R01 RV.00 Inspección de GeotextilAlfredo Canales GeldresPas encore d'évaluation
- Relleno Seleccionado Muestra de PruebaDocument1 pageRelleno Seleccionado Muestra de PruebaJose Calisaya AymePas encore d'évaluation
- Protocolo de Instalacin de Geomembranas Alvatech-2Document6 pagesProtocolo de Instalacin de Geomembranas Alvatech-2Jose Luis Bazualdo CabreraPas encore d'évaluation
- Plan de Calidad Marcona Rev. 02Document22 pagesPlan de Calidad Marcona Rev. 02Jhonatan Josmell Celis CristobalPas encore d'évaluation
- PROTOCOLO de CALIDAD, Procedimiento de Instalación GEODocument9 pagesPROTOCOLO de CALIDAD, Procedimiento de Instalación GEOrfm23100% (1)
- Procedimiento Fundición de Hormigón PDFDocument5 pagesProcedimiento Fundición de Hormigón PDFOlmer Arturo Ordóñez VegaPas encore d'évaluation
- Excepciones y DesviacionesDocument1 pageExcepciones y DesviacionesJonathan Baluarte Huanchi100% (1)
- Log Ensayos de Laboratorio 28.11.2022Document2 pagesLog Ensayos de Laboratorio 28.11.2022luis100% (1)
- ITT Excavación y Eliminación de Tierras 25-07Document8 pagesITT Excavación y Eliminación de Tierras 25-07Erick Guerrero SilvaPas encore d'évaluation
- Anexo 2 L6t37001-Ppi-Con-01 Rev 2Document3 pagesAnexo 2 L6t37001-Ppi-Con-01 Rev 2RogerMachaDPas encore d'évaluation
- 210-SGC-FOR-014 Prueba Inicial de Soldadura Por ExtrusionDocument1 page210-SGC-FOR-014 Prueba Inicial de Soldadura Por Extrusionmarvin314Pas encore d'évaluation
- Ensayo de Compactacion Proctor Modificado BermasDocument1 pageEnsayo de Compactacion Proctor Modificado BermasBenjamin C. LauraPas encore d'évaluation
- GeomembranasDocument70 pagesGeomembranasCarlos Alberto Cruzado Blanco100% (1)
- Certificado de Calidad: PRODUCTOS DE ACERO CASSADO. S.A. Certifica Que Los Productos Mencionados Cumplen Con LasDocument1 pageCertificado de Calidad: PRODUCTOS DE ACERO CASSADO. S.A. Certifica Que Los Productos Mencionados Cumplen Con LasLlercin Gómez VargasPas encore d'évaluation
- Métodos de Unión Termofusión y Electrofusión PLASTIFORTEDocument53 pagesMétodos de Unión Termofusión y Electrofusión PLASTIFORTERolando Angel Maldonado100% (1)
- Ensayos CalicataDocument25 pagesEnsayos CalicataValentvc29Pas encore d'évaluation
- CurriculumDocument1 pageCurriculumelvissalasPas encore d'évaluation
- PPI SaneamientoDocument3 pagesPPI SaneamientoJessicaArhuireMamaniPas encore d'évaluation
- 105-20076-S37376-PRO-975-Q-0008 Procedimiento de Prueba de Estanqueidad Obs.Document11 pages105-20076-S37376-PRO-975-Q-0008 Procedimiento de Prueba de Estanqueidad Obs.MostaceroDiazWislerPas encore d'évaluation
- Formatos Control de Calidad MargotDocument38 pagesFormatos Control de Calidad MargotIsaìas Huaripata IspilcoPas encore d'évaluation
- Dossier Calidad - OC ISO9001 PDFDocument1 pageDossier Calidad - OC ISO9001 PDFRommel MarinPas encore d'évaluation
- PETS 0020 Instalación y Soldadura de Geomembrana V2Document6 pagesPETS 0020 Instalación y Soldadura de Geomembrana V2Rony HP100% (2)
- Ensayo de Impacto2Document20 pagesEnsayo de Impacto2Maria Rangel VisbalPas encore d'évaluation
- PGO-MEMB-161-05 Soldadura Por Cuña Térmica Rev.0Document13 pagesPGO-MEMB-161-05 Soldadura Por Cuña Térmica Rev.0Jano MolinaPas encore d'évaluation
- Ppi - 3 EntregablesDocument3 pagesPpi - 3 Entregablespercy213100% (1)
- Alcance de Calidad para Tuberias HDPE 6 y 8Document3 pagesAlcance de Calidad para Tuberias HDPE 6 y 8Xavier AFPas encore d'évaluation
- Control de Obra y Plan de Calidad PpiDocument46 pagesControl de Obra y Plan de Calidad PpiGERMANBET100% (2)
- GyM - sgc.PG0002 Control RegistrosDocument12 pagesGyM - sgc.PG0002 Control Registrospavel marcelo garcia ramosPas encore d'évaluation
- Reportes Granulometria Agregado Grueso Rev 1Document1 pageReportes Granulometria Agregado Grueso Rev 1Anthony MurgaPas encore d'évaluation
- Control de Calidad Del Concreto S.A.C.Document6 pagesControl de Calidad Del Concreto S.A.C.Abraham Rojas BarruetaPas encore d'évaluation
- Manual ExamoDocument12 pagesManual Examomontecarlo22000Pas encore d'évaluation
- Protocolo de Trabajo para Entregar Area - V02Document4 pagesProtocolo de Trabajo para Entregar Area - V02hugosffsPas encore d'évaluation
- At-PR-12 Ensayo A Compresión de Espec. Cilind. de Conc. V10Document5 pagesAt-PR-12 Ensayo A Compresión de Espec. Cilind. de Conc. V10Luis Samett Avila PachecoPas encore d'évaluation
- PREPARACION Y COLOCACION DE CONCRETO LuangDocument13 pagesPREPARACION Y COLOCACION DE CONCRETO LuangRonny Antonio Quispe SuniPas encore d'évaluation
- Copia de PROTOCOLOS MICROPILOTES DE TUBODocument22 pagesCopia de PROTOCOLOS MICROPILOTES DE TUBOPatricio Silva OvallePas encore d'évaluation
- Plan de Calidad de Movimiento de TierrasDocument11 pagesPlan de Calidad de Movimiento de TierrasDanitza Rodriguez RosadoPas encore d'évaluation
- Diseño de Mezcla TerminadoDocument21 pagesDiseño de Mezcla TerminadoMagaly IvalaPas encore d'évaluation
- REG 11 Pre Colocado de GroutDocument1 pageREG 11 Pre Colocado de GroutWill VelPas encore d'évaluation
- Indice para Dossier de CalidadDocument2 pagesIndice para Dossier de CalidadGuillermo Franleo Colchado Ugaldez100% (2)
- Dossier de CalidadDocument3 pagesDossier de CalidadYismy ElisaPas encore d'évaluation
- Procedimiento y Plan de Calidad GeomembranaDocument13 pagesProcedimiento y Plan de Calidad GeomembranaJorge PiedraPas encore d'évaluation
- Manual de Instalacion - Sigsa - SMCVDocument117 pagesManual de Instalacion - Sigsa - SMCVvitucho17100% (6)
- Especificaciones Técnicas Agua Huañambra AltoDocument118 pagesEspecificaciones Técnicas Agua Huañambra Altomiguelangel654321Pas encore d'évaluation
- ESPECIFICACIONES TecnicasDocument109 pagesESPECIFICACIONES Tecnicasmiguelangel654321Pas encore d'évaluation
- Resumen Ejecutivo Puesto de Salud QuilacteDocument38 pagesResumen Ejecutivo Puesto de Salud Quilactemiguelangel654321Pas encore d'évaluation
- Memoria Descriptiva Santa BarbaraDocument10 pagesMemoria Descriptiva Santa Barbaramiguelangel654321Pas encore d'évaluation
- If Tan PR 11.01.01 Informe ValorDocument15 pagesIf Tan PR 11.01.01 Informe Valormiguelangel654321Pas encore d'évaluation
- Memoria DescriptivaDocument14 pagesMemoria Descriptivamiguelangel654321Pas encore d'évaluation
- Plan de Control de Calidad de GeosinteticosDocument38 pagesPlan de Control de Calidad de Geosinteticosmiguelangel6543210% (1)
- Operación Grúa TorreDocument8 pagesOperación Grúa TorrealdoPas encore d'évaluation
- Proyecto PreescolarDocument9 pagesProyecto Preescolaryinet plazasPas encore d'évaluation
- Influencia de Las Peliculas Animadas de Disney en Los Niños de América Desde La Década de 1950 Hasta La Actualidad. UPC-PERUDocument38 pagesInfluencia de Las Peliculas Animadas de Disney en Los Niños de América Desde La Década de 1950 Hasta La Actualidad. UPC-PERUDanielChipana67% (3)
- ACTIVIDADES CENTENAS Milo y Roco SepDocument4 pagesACTIVIDADES CENTENAS Milo y Roco SepEfraín EduardoPas encore d'évaluation
- Practica Del YogurtDocument9 pagesPractica Del YogurtAda Lerios RdgzPas encore d'évaluation
- Monitoreo Paciente CriticoDocument56 pagesMonitoreo Paciente CriticoJose AguilarPas encore d'évaluation
- Bbva CajamarcaDocument85 pagesBbva CajamarcaJosé Gregorio Lugo MorenoPas encore d'évaluation
- Union DatabaseDocument179 pagesUnion DatabasePedroPas encore d'évaluation
- Presentacion - CO2 Roberto - PeixotoDocument34 pagesPresentacion - CO2 Roberto - PeixotoRidel RamosPas encore d'évaluation
- Digital Business PDFDocument56 pagesDigital Business PDFAngélica LozadaPas encore d'évaluation
- Cuento La Aventura Del Plato MágicoDocument1 pageCuento La Aventura Del Plato MágicomoranfonsecaraulPas encore d'évaluation
- Apunte PUCV - Calculo IIIDocument37 pagesApunte PUCV - Calculo IIIMacarena Catalán GonzálezPas encore d'évaluation
- Según JacksonDocument2 pagesSegún JacksonAnthony HMPas encore d'évaluation
- Primer ExamenDocument3 pagesPrimer ExamenAnderson MenesesPas encore d'évaluation
- RESPONSABILIDAD SOCIAL y ETICA EMPRESARIAL - ROBBINS COULTERDocument33 pagesRESPONSABILIDAD SOCIAL y ETICA EMPRESARIAL - ROBBINS COULTERBlanca FernandezPas encore d'évaluation
- AchicoriaDocument14 pagesAchicoriaCesarCumbreraPas encore d'évaluation
- ENSAYODocument6 pagesENSAYOCarlos SanchezPas encore d'évaluation
- Caso - Plantilla Analisis de Estados Financieros RIMAC Seguros y ReasegurosDocument47 pagesCaso - Plantilla Analisis de Estados Financieros RIMAC Seguros y ReasegurosJensen Roy Quispe SuárezPas encore d'évaluation
- R&S+2021+41 56Document16 pagesR&S+2021+41 56Dalia Chavarria PalmeroPas encore d'évaluation
- Evaluación Sumativa 2Document11 pagesEvaluación Sumativa 2ximenaPas encore d'évaluation
- Artículo de Tesis - Paola 2022Document10 pagesArtículo de Tesis - Paola 2022SegundoPas encore d'évaluation
- Tap - Ullpuy Cereales AndinosDocument87 pagesTap - Ullpuy Cereales AndinosJulio Fernandez IparraguirrePas encore d'évaluation
- Presentacion DualidadDocument37 pagesPresentacion Dualidadospiman0% (1)
- Problemas Propuestos DP-TVDocument5 pagesProblemas Propuestos DP-TVBrayam OrtizPas encore d'évaluation
- MineroReyes JenniferGuiviny M2S3AI5Document2 pagesMineroReyes JenniferGuiviny M2S3AI5jennifer minero reyesPas encore d'évaluation
- Modelos en Los Diseños Experimentales Básicos Analizados Como Tratamientos Y El Cálculo de Los ResidualesDocument4 pagesModelos en Los Diseños Experimentales Básicos Analizados Como Tratamientos Y El Cálculo de Los ResidualesSARAHI FLores GuzmanPas encore d'évaluation
- Componentes Del CementoDocument6 pagesComponentes Del CementoPaola LliguicotaPas encore d'évaluation
- Premio Nacional de Literatura PDFDocument3 pagesPremio Nacional de Literatura PDFPatricia ATPas encore d'évaluation
- Clase #41 Lenguaje SextoDocument16 pagesClase #41 Lenguaje Sextokaren deviaPas encore d'évaluation
- Fecha Empresa: Salario: Número de Identificación: Nit: Nombre: Ciudad: Cargo: Tipo de Identificación: Periodo de PagoDocument1 pageFecha Empresa: Salario: Número de Identificación: Nit: Nombre: Ciudad: Cargo: Tipo de Identificación: Periodo de PagoJuan Daniel Renteria riascosPas encore d'évaluation