Vous aimerez peut-être aussi
- Paper 86 GHG10 Carbon Capture Plants As SubmittedDocument8 pagesPaper 86 GHG10 Carbon Capture Plants As Submittedm5416Pas encore d'évaluation
- Nozzles on cylinders - Assessing stresses from internal pressure and external loadsDocument18 pagesNozzles on cylinders - Assessing stresses from internal pressure and external loadsFelipePas encore d'évaluation
- Torque Tightening DeterminationDocument4 pagesTorque Tightening Determinationm5416Pas encore d'évaluation
- Wet H2S Service - Total's RequirementsDocument7 pagesWet H2S Service - Total's Requirementsm5416100% (2)
- Welded Stainless Steel Tubes and Pipes Vs Seamless Acom PDFDocument12 pagesWelded Stainless Steel Tubes and Pipes Vs Seamless Acom PDFktsnlPas encore d'évaluation
- Heat Treating Titanium and Its AlloysDocument8 pagesHeat Treating Titanium and Its Alloysm5416Pas encore d'évaluation
- Osaka UniversityDocument24 pagesOsaka UniversityAhmad Ghaniy MuzakkiPas encore d'évaluation
- Sour service steel plate requirementsDocument10 pagesSour service steel plate requirementsm5416Pas encore d'évaluation
- Hydrogen Embrittlement PDFDocument4 pagesHydrogen Embrittlement PDFVenu Prasad100% (1)
- Cladding Protects Vessel From Sulfide Stress Cracking in Sour ServiceDocument4 pagesCladding Protects Vessel From Sulfide Stress Cracking in Sour Servicem5416Pas encore d'évaluation
- Practical Advice On Expansion Joints by Greg PerkinsDocument1 pagePractical Advice On Expansion Joints by Greg Perkinsnaruto256Pas encore d'évaluation
- Stainless Steel Cladding and Weld Overlays PDFDocument13 pagesStainless Steel Cladding and Weld Overlays PDFm5416Pas encore d'évaluation
- 051350-0001 Determining The Pressure of Surge Stored in SilosDocument9 pages051350-0001 Determining The Pressure of Surge Stored in Silosm5416Pas encore d'évaluation
- The Effect of Stress Relief Parameters On The Mechancial Properties of Pressure Vessel Steels and WeldmentsDocument17 pagesThe Effect of Stress Relief Parameters On The Mechancial Properties of Pressure Vessel Steels and Weldmentsm5416Pas encore d'évaluation
- Applying ASME Boiler Code To Steam Generation SystemsDocument4 pagesApplying ASME Boiler Code To Steam Generation Systemsm5416Pas encore d'évaluation
- Designing For Torsional Loading (From Design of Welded Structure)Document25 pagesDesigning For Torsional Loading (From Design of Welded Structure)m5416Pas encore d'évaluation
- ABSA FEA ReqtDocument2 pagesABSA FEA ReqtcorreenPas encore d'évaluation
- Modeling of Internal Pressure and Thrust Load On Nozzles Using WRC 368Document5 pagesModeling of Internal Pressure and Thrust Load On Nozzles Using WRC 368m5416Pas encore d'évaluation
- HEI Surface Condenser Tubesheet Design MethodDocument7 pagesHEI Surface Condenser Tubesheet Design Methodm5416100% (1)
- 051349-0002 Heating Coil Calculations For Oil TanksDocument4 pages051349-0002 Heating Coil Calculations For Oil Tanksm5416Pas encore d'évaluation
- Survry of Nozzle Piping Reaction Criteria For Mechanical EquipmentDocument10 pagesSurvry of Nozzle Piping Reaction Criteria For Mechanical Equipmentm5416Pas encore d'évaluation
- A Review of Postweld Heat Treatment Code ExemptionsDocument7 pagesA Review of Postweld Heat Treatment Code Exemptionsm5416Pas encore d'évaluation
- Bending Moments and Leakage at Flanged Joints Part 1 3Document12 pagesBending Moments and Leakage at Flanged Joints Part 1 3m5416100% (8)
- Beams On Elastic Foundation by HetenyiDocument134 pagesBeams On Elastic Foundation by Hetenyim541698% (52)
- FreeseDocument15 pagesFreeseBrandon HalePas encore d'évaluation
- Watts - Stresses in A Pressure Vessel With A Conical HeadDocument13 pagesWatts - Stresses in A Pressure Vessel With A Conical Headm5416100% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- GTL WPSDocument6 pagesGTL WPSYoucef ChorfaPas encore d'évaluation
- Anchor Bolt InventoryDocument7 pagesAnchor Bolt InventoryVelu .cPas encore d'évaluation
- Aws D1.1-B1Document32 pagesAws D1.1-B1Tajinder Singh ToorPas encore d'évaluation
- Asme Section Ix-Welding - Practice Quest PDFDocument3 pagesAsme Section Ix-Welding - Practice Quest PDFRajesh KumarPas encore d'évaluation
- Malz Grup KaynakDocument43 pagesMalz Grup KaynakÜmit Uçak100% (1)
- Pre Qualified Weld DesginationDocument33 pagesPre Qualified Weld DesginationSumit patilPas encore d'évaluation
- BNT Details PDFDocument1 pageBNT Details PDFaselabollegalaPas encore d'évaluation
- Welding ProcessDocument37 pagesWelding ProcessPandu Pratama YudhaPas encore d'évaluation
- Saep 1125Document6 pagesSaep 1125pravinPas encore d'évaluation
- Chapter 8: Screws, Fasteners and The Design of Nonpermanent JointsDocument27 pagesChapter 8: Screws, Fasteners and The Design of Nonpermanent JointsSandeep KumarPas encore d'évaluation
- WPS AWS D1.1 WeldNote MetricDocument1 pageWPS AWS D1.1 WeldNote MetricGoutham RathinamPas encore d'évaluation
- Fcaw CSDocument4 pagesFcaw CSVincent jaramillaPas encore d'évaluation
- METRIC THREADS - CHART For Higher SizesDocument2 pagesMETRIC THREADS - CHART For Higher SizesramabhplPas encore d'évaluation
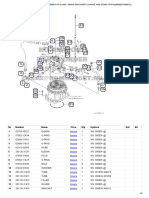
- PC200LC-8 S/N 300001-UP (ecot3) / SWING MACHINERY (GAUGE AND DRAIN PIPING)(#300024-306072) Parts ListDocument2 pagesPC200LC-8 S/N 300001-UP (ecot3) / SWING MACHINERY (GAUGE AND DRAIN PIPING)(#300024-306072) Parts ListEider Arturo Garcia OsorioPas encore d'évaluation
- Complete Guide to Stud Welding Products and ServicesDocument215 pagesComplete Guide to Stud Welding Products and Servicesthe_dehumanizer100% (1)
- Howard R700X - SPL - INTDocument44 pagesHoward R700X - SPL - INTJozsefPas encore d'évaluation
- Pengisian KRSOnlineDocument54 pagesPengisian KRSOnlineMohamad ZiaurrahmanPas encore d'évaluation
- Machine Screws: DIN 965 & ISO 7045 TorxDocument1 pageMachine Screws: DIN 965 & ISO 7045 TorxDerekPas encore d'évaluation
- Parts Catalog-Honda Navi110Document45 pagesParts Catalog-Honda Navi110Josue Sosa SosaPas encore d'évaluation
- WPS Batch 1Document12 pagesWPS Batch 1sutrimoPas encore d'évaluation
- Bohler Welding in Tool MakingDocument24 pagesBohler Welding in Tool MakingcfcshakerPas encore d'évaluation
- Welding Engineering by Olga Gil - by WWW - LearnEngineering.inDocument114 pagesWelding Engineering by Olga Gil - by WWW - LearnEngineering.invignesh seenirajPas encore d'évaluation
- Simple Shear Connection DesignDocument2 pagesSimple Shear Connection DesignElvin SandajanPas encore d'évaluation
- Signed Off SMAW11 q1 m4 Fit-Up Welds Material v3Document33 pagesSigned Off SMAW11 q1 m4 Fit-Up Welds Material v3Christian Jake Respicio100% (1)
- Design of Welds JointsDocument46 pagesDesign of Welds JointsSreejith S NairPas encore d'évaluation
- Sample API 1104 WpsDocument1 pageSample API 1104 Wpsippon_osoto100% (1)
- Welder Qualification Test Certificate BS EN ISO 9606-1: 2013Document2 pagesWelder Qualification Test Certificate BS EN ISO 9606-1: 2013LeonPas encore d'évaluation
- MER 64 Ger Kelly Weld TrainingDocument3 pagesMER 64 Ger Kelly Weld TrainingDavid CawleyPas encore d'évaluation
- Isometric View Isometric View: Bill of MaterialDocument1 pageIsometric View Isometric View: Bill of MaterialTEUKU RACHMATTRA ARVISAPas encore d'évaluation
- Welder Qualification TemplateDocument1 pageWelder Qualification TemplatewentropremPas encore d'évaluation