Vous aimerez peut-être aussi
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelD'EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelÉvaluation : 5 sur 5 étoiles5/5 (4)
- Furnace Technology Argon PurgingDocument7 pagesFurnace Technology Argon Purgingvasanthi100% (1)
- The Art of Lead Burning: A practical treatise explaining the apparatus and processesD'EverandThe Art of Lead Burning: A practical treatise explaining the apparatus and processesPas encore d'évaluation
- Gas PurgingDocument2 pagesGas Purgingjose.figueroa@foseco.com100% (1)
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonD'EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonPas encore d'évaluation
- Gas Purging Induction FurnaceDocument6 pagesGas Purging Induction FurnaceIrfan AhmedPas encore d'évaluation
- The Art of Lead Burning: A practical treatisening the apparatus and processesD'EverandThe Art of Lead Burning: A practical treatisening the apparatus and processesPas encore d'évaluation
- Sec Refining ComparisonDocument5 pagesSec Refining Comparisonsathyadevi konnurPas encore d'évaluation
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesD'EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesPas encore d'évaluation
- Furnace Atmospheres No. 3: Gas Nitriding and NitrocarburisingDocument48 pagesFurnace Atmospheres No. 3: Gas Nitriding and NitrocarburisingukalPas encore d'évaluation
- Materials Technology in Steam Reforming Processes: Proceedings of the Materials Technology Symposium Held on October 21-22, 1964, Organised by the Agricultural Division, Imperial Chemical Industries Ltd.D'EverandMaterials Technology in Steam Reforming Processes: Proceedings of the Materials Technology Symposium Held on October 21-22, 1964, Organised by the Agricultural Division, Imperial Chemical Industries Ltd.C. EdeleanuÉvaluation : 5 sur 5 étoiles5/5 (1)
- Blast Furnace IronmakingDocument83 pagesBlast Furnace IronmakingKumar Varun100% (1)
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelD'EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelPas encore d'évaluation
- Carburizing, Nitriding, and Boronizing in Vacuum Furnaces - IpsenDocument9 pagesCarburizing, Nitriding, and Boronizing in Vacuum Furnaces - Ipsenarkan1976Pas encore d'évaluation
- Carbonitriding of FastenersDocument3 pagesCarbonitriding of FastenersGuru SamyPas encore d'évaluation
- Sintering Stainless SteelDocument42 pagesSintering Stainless SteelSteve GreenPas encore d'évaluation
- Cokeless CupolaDocument12 pagesCokeless CupolaGovind RaoPas encore d'évaluation
- Modern Blast Furnace Ironmaking TechnologyDocument9 pagesModern Blast Furnace Ironmaking TechnologyartPas encore d'évaluation
- Air Pollution Control in The Steel IndustryDocument5 pagesAir Pollution Control in The Steel IndustryK naveen reddyPas encore d'évaluation
- A Novel Flash Ironmaking - US Department of EnergyDocument2 pagesA Novel Flash Ironmaking - US Department of EnergyprmthsPas encore d'évaluation
- Sponge Iron ManufacturingDocument14 pagesSponge Iron Manufacturingapi-2604165367% (3)
- Vacuum Metallurgy & Secondary SteelmakingDocument18 pagesVacuum Metallurgy & Secondary Steelmakingdroy21Pas encore d'évaluation
- Creep Failure of HP Modified Reformer TubeDocument20 pagesCreep Failure of HP Modified Reformer Tubearaujo angel100% (1)
- Nitro Car Buri ZingDocument9 pagesNitro Car Buri ZingJesus Alberto Perez AlvarezPas encore d'évaluation
- Contro Corrosion FactorsDocument10 pagesContro Corrosion Factorsramadoss_alwar7307Pas encore d'évaluation
- Advances in PM SinteringDocument3 pagesAdvances in PM SinteringchoobyPas encore d'évaluation
- Proceso Finex y CorexDocument15 pagesProceso Finex y CorexAnthony AlvarezPas encore d'évaluation
- Metal Dusting in A Laboratory Environment - Alloying Addition EffectsDocument15 pagesMetal Dusting in A Laboratory Environment - Alloying Addition EffectsClaudia MmsPas encore d'évaluation
- Furnace Atmospheres No. 1Document36 pagesFurnace Atmospheres No. 1Wilmer Quezada MurilloPas encore d'évaluation
- On The Vacuum Brazing of Stainless Steel With Copper and Its AlloysDocument4 pagesOn The Vacuum Brazing of Stainless Steel With Copper and Its AlloysvkmsPas encore d'évaluation
- Ferrous Metallurgical Operations Double SpacingDocument28 pagesFerrous Metallurgical Operations Double SpacingArpit PitaliyaPas encore d'évaluation
- Decreasing Blast Furnace Process Costs at Iscor Long ProductsDocument6 pagesDecreasing Blast Furnace Process Costs at Iscor Long ProductsPaul VermeulenPas encore d'évaluation
- Modern Steelmaking TechnologyDocument8 pagesModern Steelmaking Technologylakon 22Pas encore d'évaluation
- Stress Corrosion CrackingDocument10 pagesStress Corrosion Crackingmohamed.eldesouky9120Pas encore d'évaluation
- Pipesteel API 5l x80Document52 pagesPipesteel API 5l x80Vera Yulia RachmawatyPas encore d'évaluation
- Corrosion Analysis of Air Pre-Heater Tubes of CFBC Boiler (SLPP) andDocument4 pagesCorrosion Analysis of Air Pre-Heater Tubes of CFBC Boiler (SLPP) andfirmanallisanPas encore d'évaluation
- Chapter 5Document20 pagesChapter 5Oscar Espinosa BonillaPas encore d'évaluation
- Iron and Steel ppt-2Document19 pagesIron and Steel ppt-2Raunak RajpalPas encore d'évaluation
- Modern Practices of Post Taphole Operation in Ferro Chrome Production and Its AdvantagesDocument10 pagesModern Practices of Post Taphole Operation in Ferro Chrome Production and Its Advantagesschakra14Pas encore d'évaluation
- Iron Making MM-15020 5 Sem B Tech Department of Metallurgy and Materials Engineering V.S.S.U.T, BurlaDocument83 pagesIron Making MM-15020 5 Sem B Tech Department of Metallurgy and Materials Engineering V.S.S.U.T, BurlaAshishPas encore d'évaluation
- Sms ProcessDocument7 pagesSms ProcessAnonymous p4GdtQpPas encore d'évaluation
- An Analytical Comparison of Atmosphere and Vacuum CarburizingDocument11 pagesAn Analytical Comparison of Atmosphere and Vacuum CarburizingJuanma San AndrésPas encore d'évaluation
- Articulo Estadisticas Falla CalderasDocument7 pagesArticulo Estadisticas Falla CalderasLuis Enrique Barrera SandovalPas encore d'évaluation
- CasehardeningDocument8 pagesCasehardeningKharllos SilvaPas encore d'évaluation
- Environmental Hazards in Steelmaking: Presented By: Group 4Document17 pagesEnvironmental Hazards in Steelmaking: Presented By: Group 4Mark LourencePas encore d'évaluation
- Steam Reformer Design and ConstructionDocument9 pagesSteam Reformer Design and ConstructionBaher Elsheikh89% (9)
- OsidationDocument49 pagesOsidationSadhasivam VeluPas encore d'évaluation
- Galvanizing ProcessDocument27 pagesGalvanizing ProcessReymart C. EnteraPas encore d'évaluation
- Smelting Furnace Melt Zone Wall Modification To Cope Higher Production Rate OperationDocument8 pagesSmelting Furnace Melt Zone Wall Modification To Cope Higher Production Rate OperationBASUKI OKEPas encore d'évaluation
- High Temperature CorrosionDocument16 pagesHigh Temperature CorrosionBubai111Pas encore d'évaluation
- Fundamentals of The EAF ProcessDocument54 pagesFundamentals of The EAF ProcessradynasrPas encore d'évaluation
- Case HardeningDocument84 pagesCase HardeningMduduzi Magiva Mahlangu100% (1)
- Case Hardening MethodsDocument9 pagesCase Hardening MethodsRap itttt100% (2)
- Alloy Solutions To Metal Dusting Problems in The Chemical Processing IndustryDocument8 pagesAlloy Solutions To Metal Dusting Problems in The Chemical Processing IndustryGiuseppe Di RuoccoPas encore d'évaluation
- Development of Temperature Control Technology by Gaseous Fuel and Oxygen in Iron Ore Sintering ProcessDocument7 pagesDevelopment of Temperature Control Technology by Gaseous Fuel and Oxygen in Iron Ore Sintering Processsahib mohammadPas encore d'évaluation
- Applications Steel: Plexicoke in The VmezuelanDocument8 pagesApplications Steel: Plexicoke in The VmezuelanJose Marval RodriguezPas encore d'évaluation
- Method of Ladle Steelmaking and Product Produced Thereby - A. Finkl & Sons CoDocument9 pagesMethod of Ladle Steelmaking and Product Produced Thereby - A. Finkl & Sons ComanikannanPas encore d'évaluation
- 1.2.2.1 CorexDocument3 pages1.2.2.1 CorexAnggiet HerdayantiPas encore d'évaluation
- Duplex Stainless Steels, A Review After Dss '07 Held in GradoDocument22 pagesDuplex Stainless Steels, A Review After Dss '07 Held in Gradojose.figueroa@foseco.comPas encore d'évaluation
- Ni Resist CarbidesDocument11 pagesNi Resist Carbidesjose.figueroa@foseco.comPas encore d'évaluation
- Libro Procedings British Institute 1934Document710 pagesLibro Procedings British Institute 1934jose.figueroa@foseco.comPas encore d'évaluation
- FundicionDocument397 pagesFundicionjose.figueroa@foseco.comPas encore d'évaluation
- Dycote 1000 PyrotekDocument1 pageDycote 1000 Pyrotekjose.figueroa@foseco.comPas encore d'évaluation
- Seven Refractories Aluminio PDFDocument15 pagesSeven Refractories Aluminio PDFjose.figueroa@foseco.comPas encore d'évaluation
- Ambos Ol 2010Document3 pagesAmbos Ol 2010jose.figueroa@foseco.comPas encore d'évaluation
- Filtros para HierroDocument4 pagesFiltros para Hierrojose.figueroa@foseco.comPas encore d'évaluation
- Chunyi ZHAN, Shengshan FENG, Shuzhong XIE, Chunjing LIU, Jiahao LIANG and Yunhua GAODocument6 pagesChunyi ZHAN, Shengshan FENG, Shuzhong XIE, Chunjing LIU, Jiahao LIANG and Yunhua GAOjose.figueroa@foseco.comPas encore d'évaluation
- Project: Bending BrakeDocument3 pagesProject: Bending Brakejose.figueroa@foseco.comPas encore d'évaluation
- AllowancesDocument4 pagesAllowancesAlok Dubey100% (1)
- Calculo de Dureza Del AceroDocument9 pagesCalculo de Dureza Del Acerojose.figueroa@foseco.comPas encore d'évaluation
- Alimentacion de Hierro y AceroDocument22 pagesAlimentacion de Hierro y Acerojose.figueroa@foseco.comPas encore d'évaluation
- Effect of SR, Na, Ca & P On The Castability of Foundry Alloy A356.2Document10 pagesEffect of SR, Na, Ca & P On The Castability of Foundry Alloy A356.2jose.figueroa@foseco.comPas encore d'évaluation
- Fischer Ductile Iron ConverterDocument4 pagesFischer Ductile Iron Converterjose.figueroa@foseco.comPas encore d'évaluation
- HDMI CABLES PERFORMANCE EVALUATION & TESTING REPORT #1 - 50FT 15M+ LENGTH CABLES v3 SMLDocument11 pagesHDMI CABLES PERFORMANCE EVALUATION & TESTING REPORT #1 - 50FT 15M+ LENGTH CABLES v3 SMLxojerax814Pas encore d'évaluation
- Cma Inter GR 1 Financial Accounting Ebook June 2021 OnwardsDocument358 pagesCma Inter GR 1 Financial Accounting Ebook June 2021 OnwardsSarath KumarPas encore d'évaluation
- Anklet - Google SearchDocument1 pageAnklet - Google SearchManu KhannaPas encore d'évaluation
- Call For Papers ICMIC-2016Document1 pageCall For Papers ICMIC-2016Zellagui EnergyPas encore d'évaluation
- INTERFACING LCD WITH 8051 MIROCONTROLLER With CodeDocument14 pagesINTERFACING LCD WITH 8051 MIROCONTROLLER With CodeRajagiri CollegePas encore d'évaluation
- Move It 3. Test U3Document2 pagesMove It 3. Test U3Fabian AmayaPas encore d'évaluation
- 73-87 Chevy Truck 09 WebDocument132 pages73-87 Chevy Truck 09 WebBlaster Web Services100% (2)
- Event Management (MAX FIT)Document12 pagesEvent Management (MAX FIT)vkrish6Pas encore d'évaluation
- Copyright IP Law Infringment of CopyrightDocument45 pagesCopyright IP Law Infringment of Copyrightshree2485Pas encore d'évaluation
- Report - Fostering The Railway Sector Through The European Green Deal PDFDocument43 pagesReport - Fostering The Railway Sector Through The European Green Deal PDFÁdámHegyiPas encore d'évaluation
- Define Constitution. What Is The Importance of Constitution in A State?Document2 pagesDefine Constitution. What Is The Importance of Constitution in A State?Carmela AlfonsoPas encore d'évaluation
- Wind Turbines Fundamentals Technologies Application Economics 2nd EditionDocument3 pagesWind Turbines Fundamentals Technologies Application Economics 2nd Editionhafidztampan0% (1)
- Employee Involvement TQMDocument33 pagesEmployee Involvement TQMAli RazaPas encore d'évaluation
- Bit2203 Advanced Object-Oriented Programming Lectures Sep 2021Document250 pagesBit2203 Advanced Object-Oriented Programming Lectures Sep 2021Agnes MathekaPas encore d'évaluation
- SC Circular Re BP 22 Docket FeeDocument2 pagesSC Circular Re BP 22 Docket FeeBenjamin HaysPas encore d'évaluation
- Exit Exam Plan (New)Document2 pagesExit Exam Plan (New)Eleni Semenhi100% (1)
- Estimating Capital Costs From An Equipment List: A Case StudyDocument8 pagesEstimating Capital Costs From An Equipment List: A Case StudyWatsonnPas encore d'évaluation
- E-Payment (Telecom Operatoers)Document12 pagesE-Payment (Telecom Operatoers)Ahmed SelimPas encore d'évaluation
- EquisetopsidaDocument4 pagesEquisetopsidax456456456xPas encore d'évaluation
- Affidavit To Use The Surname of The FatherDocument2 pagesAffidavit To Use The Surname of The FatherGlenn Lapitan Carpena100% (1)
- ANSYS 14.0 Fluid Dynamics Update - Dipankar ChoudhuryDocument87 pagesANSYS 14.0 Fluid Dynamics Update - Dipankar Choudhuryj_c_garcia_d100% (1)
- Goal of The Firm PDFDocument4 pagesGoal of The Firm PDFSandyPas encore d'évaluation
- Salumber ProjectDocument103 pagesSalumber ProjectVandhana RajasekaranPas encore d'évaluation
- Argus Technologies: Innovative Antenna SolutionsDocument21 pagesArgus Technologies: Innovative Antenna SolutionsРуслан МарчевPas encore d'évaluation
- AbDocument8 pagesAbSehar BanoPas encore d'évaluation
- A Study of A Skirtless Hovercraft DesignDocument71 pagesA Study of A Skirtless Hovercraft DesignSunil Kumar P GPas encore d'évaluation
- Mannitol For Reduce IOPDocument7 pagesMannitol For Reduce IOPHerryantoThomassawaPas encore d'évaluation
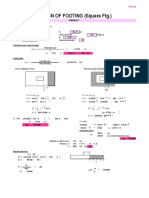
- Design of Footing (Square FTG.) : M Say, L 3.75Document2 pagesDesign of Footing (Square FTG.) : M Say, L 3.75victoriaPas encore d'évaluation
- Effect of End Blocks On Anchorage Zone Stresses in Prestressed Concrete GirdersDocument15 pagesEffect of End Blocks On Anchorage Zone Stresses in Prestressed Concrete Girdersrohit kumarPas encore d'évaluation
- Group 7 - Mountain DewDocument18 pagesGroup 7 - Mountain DewRishabh Anand100% (1)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyD'EverandSodium Bicarbonate: Nature's Unique First Aid RemedyÉvaluation : 5 sur 5 étoiles5/5 (21)
- An Applied Guide to Water and Effluent Treatment Plant DesignD'EverandAn Applied Guide to Water and Effluent Treatment Plant DesignÉvaluation : 5 sur 5 étoiles5/5 (4)
- Process Plant Equipment: Operation, Control, and ReliabilityD'EverandProcess Plant Equipment: Operation, Control, and ReliabilityÉvaluation : 5 sur 5 étoiles5/5 (1)
- Well Control for Completions and InterventionsD'EverandWell Control for Completions and InterventionsÉvaluation : 4 sur 5 étoiles4/5 (10)
- Guidelines for Chemical Process Quantitative Risk AnalysisD'EverandGuidelines for Chemical Process Quantitative Risk AnalysisÉvaluation : 5 sur 5 étoiles5/5 (1)
- The Perfumed Pages of History: A Textbook on Fragrance CreationD'EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationÉvaluation : 4 sur 5 étoiles4/5 (1)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsD'EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsPas encore d'évaluation
- Mastering Biochemistry: A Comprehensive Guide to ExcellenceD'EverandMastering Biochemistry: A Comprehensive Guide to ExcellencePas encore d'évaluation
- Piping Engineering Leadership for Process Plant ProjectsD'EverandPiping Engineering Leadership for Process Plant ProjectsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersD'EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersPas encore d'évaluation
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlD'EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlÉvaluation : 4 sur 5 étoiles4/5 (4)
- Handbook of Cosmetic Science: An Introduction to Principles and ApplicationsD'EverandHandbook of Cosmetic Science: An Introduction to Principles and ApplicationsH. W. HibbottÉvaluation : 4 sur 5 étoiles4/5 (6)
- Fun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksD'EverandFun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksPas encore d'évaluation
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersD'EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- A New Approach to HAZOP of Complex Chemical ProcessesD'EverandA New Approach to HAZOP of Complex Chemical ProcessesPas encore d'évaluation
- Pulp and Paper Industry: Emerging Waste Water Treatment TechnologiesD'EverandPulp and Paper Industry: Emerging Waste Water Treatment TechnologiesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Distillation Design and Control Using Aspen SimulationD'EverandDistillation Design and Control Using Aspen SimulationÉvaluation : 5 sur 5 étoiles5/5 (2)
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsD'EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsPas encore d'évaluation
- Fun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksD'EverandFun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksPas encore d'évaluation
- Biochemical and Photosynthetic Aspects of Energy ProductionD'EverandBiochemical and Photosynthetic Aspects of Energy ProductionAnthony San PietroPas encore d'évaluation
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionD'EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionPas encore d'évaluation
- Bioinspired Materials Science and EngineeringD'EverandBioinspired Materials Science and EngineeringGuang YangPas encore d'évaluation
- Fundamentals of Risk Management for Process Industry EngineersD'EverandFundamentals of Risk Management for Process Industry EngineersPas encore d'évaluation
- Sustainable Plastics: Environmental Assessments of Biobased, Biodegradable, and Recycled PlasticsD'EverandSustainable Plastics: Environmental Assessments of Biobased, Biodegradable, and Recycled PlasticsPas encore d'évaluation