Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1091)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Medical CodingDocument5 pagesMedical CodingBernard Paul GuintoPas encore d'évaluation
- Psalm151 160Document3 pagesPsalm151 160Gina KristenPas encore d'évaluation
- LINEAR INDUCTION MOTOR 6981660.ppsxDocument56 pagesLINEAR INDUCTION MOTOR 6981660.ppsxFalley FasterPas encore d'évaluation
- Case Study (Co2 Flooding)Document10 pagesCase Study (Co2 Flooding)Jessica KingPas encore d'évaluation
- Foundation Design LectureDocument59 pagesFoundation Design LectureJamaica MarambaPas encore d'évaluation
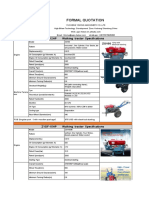
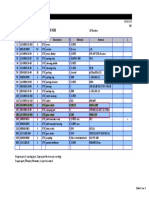
- ZYDF Type Walking TractorDocument10 pagesZYDF Type Walking TractorSunilPas encore d'évaluation
- 8-22hp Walking TractorDocument3 pages8-22hp Walking TractorSunilPas encore d'évaluation
- Involute Spline Shafts & Bushings: FeaturesDocument4 pagesInvolute Spline Shafts & Bushings: FeaturesSunilPas encore d'évaluation
- Proposed ProcessDocument1 pageProposed ProcessSunilPas encore d'évaluation
- Science: The Menstrual CycleDocument4 pagesScience: The Menstrual CycleLena Beth Tapawan YapPas encore d'évaluation
- Pelton2014 Para-Equilibrium Phase DiagramsDocument7 pagesPelton2014 Para-Equilibrium Phase DiagramsAbraham Becerra AranedaPas encore d'évaluation
- Etl 213-1208.10 enDocument1 pageEtl 213-1208.10 enhossamPas encore d'évaluation
- HACH LANGE Amino Acid F Reagent Powder (2353255)Document6 pagesHACH LANGE Amino Acid F Reagent Powder (2353255)kerem__22Pas encore d'évaluation
- Lecture 1 1489485680Document52 pagesLecture 1 1489485680Dato TevzadzePas encore d'évaluation
- Circle Theorem 1Document3 pagesCircle Theorem 1yaw197Pas encore d'évaluation
- Water Chemistry - An Introduction To The Chemistry of Natural and Engineered Aquatic Systems-Páginas-483-492Document10 pagesWater Chemistry - An Introduction To The Chemistry of Natural and Engineered Aquatic Systems-Páginas-483-492jhonier guevaraPas encore d'évaluation
- Topik 3 - Hazard Di Air Selangor, Penilaian Risiko Langkah Kawalan Rev1 2020 090320Document59 pagesTopik 3 - Hazard Di Air Selangor, Penilaian Risiko Langkah Kawalan Rev1 2020 090320Nuratiqah SmailPas encore d'évaluation
- Exploded View & Parts Listing Air Operated Double Diaphragm PumpDocument2 pagesExploded View & Parts Listing Air Operated Double Diaphragm PumpCarlos AvalosPas encore d'évaluation
- Practical - 2: Preparation of The FixativeDocument14 pagesPractical - 2: Preparation of The FixativeIseth ISethPas encore d'évaluation
- DUPIXENT Doctor Discussion GuideDocument4 pagesDUPIXENT Doctor Discussion GuideTAP THANH CHAUPas encore d'évaluation
- XYZprint User Manual en V1 1003Document25 pagesXYZprint User Manual en V1 1003reza rizaldiPas encore d'évaluation
- Scalextric Arc One GuideDocument46 pagesScalextric Arc One GuidenotifyatpriPas encore d'évaluation
- Part 3-Chap 2 - Classification of Buildings Based On OccupanciesDocument60 pagesPart 3-Chap 2 - Classification of Buildings Based On Occupanciesfaruque65Pas encore d'évaluation
- Veg Dum Biryani - Hyderabadi Veg Biryani Recipe - Hyderabadi Biryani - Hebbar's KitchenDocument2 pagesVeg Dum Biryani - Hyderabadi Veg Biryani Recipe - Hyderabadi Biryani - Hebbar's KitchenmusicalcarpetPas encore d'évaluation
- EU - Guidance On GMP For Food Contact Plastic Materials and Articles (60p)Document60 pagesEU - Guidance On GMP For Food Contact Plastic Materials and Articles (60p)Kram NawkPas encore d'évaluation
- Problem-Based Learning ReportDocument24 pagesProblem-Based Learning Reporterdayu86Pas encore d'évaluation
- American Pile Driving Equipment Equipment CatalogDocument25 pagesAmerican Pile Driving Equipment Equipment CatalogW Morales100% (1)
- Video Tutorials of Read and Write Seagate F3 Series HDDs by MRT - MRT LabDocument1 pageVideo Tutorials of Read and Write Seagate F3 Series HDDs by MRT - MRT LabBusur DataPas encore d'évaluation
- مستر رمضان عوضDocument24 pagesمستر رمضان عوضSamuel SaadPas encore d'évaluation
- The Gingerbread Man-1 EnglishareDocument40 pagesThe Gingerbread Man-1 EnglishareamayalibelulaPas encore d'évaluation
- Practical Considerations in Modeling: Physical Interactions Taking Place Within A BodyDocument35 pagesPractical Considerations in Modeling: Physical Interactions Taking Place Within A BodyFábio1 GamaPas encore d'évaluation
- 1.1 Introduction To KennametalDocument40 pages1.1 Introduction To KennametalVig PankajPas encore d'évaluation
- 4th Semester Electrical Engg.Document19 pages4th Semester Electrical Engg.Bhojpuri entertainmentPas encore d'évaluation
- Outerstellar Self-Impose RulesDocument1 pageOuterstellar Self-Impose RulesIffu The war GodPas encore d'évaluation