Vous aimerez peut-être aussi
- Industrial radiography A Complete Guide - 2019 EditionD'EverandIndustrial radiography A Complete Guide - 2019 EditionPas encore d'évaluation
- Thickness Tolerance of API 5L ASTM A53 EN10219 StandardDocument2 pagesThickness Tolerance of API 5L ASTM A53 EN10219 StandardhungPas encore d'évaluation
- NDT-SA-ARAMCO-MCCL-PMI-57 Rev 00 Date 26-June-2023Document16 pagesNDT-SA-ARAMCO-MCCL-PMI-57 Rev 00 Date 26-June-2023SANJEEV YADAVPas encore d'évaluation
- Exc1 Exc2: BS EN 1090-2:2018Document1 pageExc1 Exc2: BS EN 1090-2:2018Luka DrascicPas encore d'évaluation
- Astm A 516 Gr.60n Plate SpecificationDocument3 pagesAstm A 516 Gr.60n Plate Specificationharishbabuek100% (1)
- PI Tectyl-506 TE031-01Document2 pagesPI Tectyl-506 TE031-01nicusebpPas encore d'évaluation
- JIS G3452 PipeDocument0 pageJIS G3452 PipefaridyeniPas encore d'évaluation
- Drop Weight Tear Testing of High Toughness Pipeline MaterialDocument8 pagesDrop Weight Tear Testing of High Toughness Pipeline MaterialKK SinghPas encore d'évaluation
- Astm A293-2022Document10 pagesAstm A293-2022CarlosPas encore d'évaluation
- WPQR SBM 029Document3 pagesWPQR SBM 029HoJienHauPas encore d'évaluation
- JIS Z 2320-1-2007 Non-Destructive Testing - Magnetic Particle Testing - Part 1 General Principles-6 PDFDocument31 pagesJIS Z 2320-1-2007 Non-Destructive Testing - Magnetic Particle Testing - Part 1 General Principles-6 PDFNguyễn Hữu BằngPas encore d'évaluation
- Luxathane 5000 Polyurethane High Gloss Finish: Technical DataDocument3 pagesLuxathane 5000 Polyurethane High Gloss Finish: Technical DataPV AnandPas encore d'évaluation
- P1 To P8Document9 pagesP1 To P8Pat AuffretPas encore d'évaluation
- Astm A106 Ts EnglDocument4 pagesAstm A106 Ts EnglxaviereduardoPas encore d'évaluation
- 4#600 Body RSSDocument1 page4#600 Body RSSRavi patelPas encore d'évaluation
- Surface Comparator Chart Sa 2 5Document5 pagesSurface Comparator Chart Sa 2 5Vebryan SyahPas encore d'évaluation
- Wps 15614 TemplateDocument2 pagesWps 15614 Template0502raviPas encore d'évaluation
- GB-T 232-2010 Metallic Materials-Bend TestDocument14 pagesGB-T 232-2010 Metallic Materials-Bend TestH. Camer E.Pas encore d'évaluation
- DIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationDocument12 pagesDIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationHector Flores GarciaPas encore d'évaluation
- Metric Heavy Hex Nut DimensionsDocument3 pagesMetric Heavy Hex Nut DimensionsSenthillkumar BalasubramaniamPas encore d'évaluation
- Asme Sections ListDocument1 pageAsme Sections ListShreekanthKannathPas encore d'évaluation
- Api 578 Positive Material Identification Pmi PDFDocument24 pagesApi 578 Positive Material Identification Pmi PDFSANKARAN.KPas encore d'évaluation
- CVN Aws D1.1Document1 pageCVN Aws D1.1neilPas encore d'évaluation
- WPS Format For Asme Ix - Wps - Gtaw Fcaw GmawDocument1 pageWPS Format For Asme Ix - Wps - Gtaw Fcaw GmawThe Welding Inspections CommunityPas encore d'évaluation
- Supercito (E 42 5 B 32 h5)Document1 pageSupercito (E 42 5 B 32 h5)brunizzaPas encore d'évaluation
- API 2H50 Data Sheet 2012 04 02Document2 pagesAPI 2H50 Data Sheet 2012 04 02alvaedison00Pas encore d'évaluation
- En 10028 2 P265GH - Boiler Plate Steel - ProductsDocument2 pagesEn 10028 2 P265GH - Boiler Plate Steel - ProductsShankey JAlanPas encore d'évaluation
- Asme Section 8 Div 1 - RTDocument12 pagesAsme Section 8 Div 1 - RTGulfnde Industrial ServicePas encore d'évaluation
- A572 50 TY1 KrakatauposcoplateASTMproductDocument1 pageA572 50 TY1 KrakatauposcoplateASTMproductSteel BridgePas encore d'évaluation
- TM0172 2015 Determining CorrosiveDocument16 pagesTM0172 2015 Determining Corrosiveahmed sobhyPas encore d'évaluation
- QW-403.2 InterpretationDocument1 pageQW-403.2 Interpretationlaz_kPas encore d'évaluation
- ISO - TR - 15608 - Welding Guide Line PDFDocument10 pagesISO - TR - 15608 - Welding Guide Line PDFDacher DanielPas encore d'évaluation
- RT Acceptance Criteria: API-1104 AWS D1.1Document1 pageRT Acceptance Criteria: API-1104 AWS D1.1Shabbir ali100% (1)
- 7 1-2008Document8 pages7 1-2008SAI Global - APACPas encore d'évaluation
- API 6A RadiographyDocument4 pagesAPI 6A RadiographyminakshissawantPas encore d'évaluation
- Astm A 384Document2 pagesAstm A 384Shandy HaykalzPas encore d'évaluation
- ADOR Booklet F Web FDocument132 pagesADOR Booklet F Web FbadesharamkPas encore d'évaluation
- STD 1104 - Welding of Pipelines and Related FacilitiesDocument38 pagesSTD 1104 - Welding of Pipelines and Related FacilitiesGishnu SunilPas encore d'évaluation
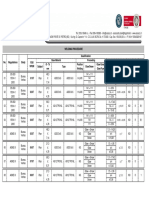
- Hardness Test Report: Test Details Machine DetailsDocument1 pageHardness Test Report: Test Details Machine DetailsESHWAR CHARYPas encore d'évaluation
- ASME Section IX Appendix-4 (Rounded Indicaion) For RTDocument9 pagesASME Section IX Appendix-4 (Rounded Indicaion) For RTGoutam Kumar DebPas encore d'évaluation
- PBI-WI 005 Dimensional Control Procedure Rev.0Document5 pagesPBI-WI 005 Dimensional Control Procedure Rev.0Tadaya KasaharaPas encore d'évaluation
- QW 442 A Number PDFDocument1 pageQW 442 A Number PDFMadidj_2014Pas encore d'évaluation
- MTC Er70s 2Document1 pageMTC Er70s 2Mirza BaigPas encore d'évaluation
- Preheat RequirementsDocument3 pagesPreheat RequirementsVJG369Pas encore d'évaluation
- Ferrite Testing ProcedureDocument6 pagesFerrite Testing ProcedureReadersmo0% (1)
- Insp 2017 999 8700 0301 Inspection Test Plan For A Piping WorkDocument14 pagesInsp 2017 999 8700 0301 Inspection Test Plan For A Piping Workestephan82Pas encore d'évaluation
- Sa 961 PDFDocument10 pagesSa 961 PDFaruntpePas encore d'évaluation
- Is 5334 PDFDocument7 pagesIs 5334 PDFNav TalukdarPas encore d'évaluation
- ISO 8501-Pictorial Clasiification Standard For Surface CleanlinessDocument29 pagesISO 8501-Pictorial Clasiification Standard For Surface CleanlinessabhibmanePas encore d'évaluation
- SAW Flux StorageDocument2 pagesSAW Flux StorageTrung Tinh HoPas encore d'évaluation
- Ut ProcedureDocument7 pagesUt Procedurearavindan100% (1)
- EGWDocument2 pagesEGWpratishgnairPas encore d'évaluation
- IS 4923 Chemical CompositionDocument1 pageIS 4923 Chemical CompositionTulasidas MalajiPas encore d'évaluation
- QW-451 Welding THK - June5Document17 pagesQW-451 Welding THK - June5Raj SPas encore d'évaluation
- Welder'S Qualification Test Certificate: The Welding Inspection CommunityDocument2 pagesWelder'S Qualification Test Certificate: The Welding Inspection CommunityRahulPas encore d'évaluation
- En 13920-2015Document8 pagesEn 13920-2015mihaiPas encore d'évaluation
- Impact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989D'EverandImpact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989C. BrookPas encore d'évaluation
- Astm D 5162Document3 pagesAstm D 5162miguel058150% (2)
- ASTM D 5162 2001. - STD Pract HolidayDocument4 pagesASTM D 5162 2001. - STD Pract Holidayjuvels066Pas encore d'évaluation
- XDocument21 pagesXDuverlyOrlandoMattaVásquezPas encore d'évaluation
- SVR Part 5C1 e PDFDocument904 pagesSVR Part 5C1 e PDFJACKPas encore d'évaluation
- Guide To ColorsDocument1 pageGuide To ColorsMardiSantosoPas encore d'évaluation
- Welding ProcedureDocument3 pagesWelding ProcedureDuverlyOrlandoMattaVásquezPas encore d'évaluation
- Carátula - Welding BookDocument1 pageCarátula - Welding BookDuverlyOrlandoMattaVásquezPas encore d'évaluation
- StartTestingYour Vocabulary PDFDocument96 pagesStartTestingYour Vocabulary PDFcheemuditaPas encore d'évaluation
- 5356 SpecDocument2 pages5356 SpecAnish Mangalathu MohananPas encore d'évaluation
- Freenetflix October 25Document3 pagesFreenetflix October 25Cosmin Tiby50% (2)
- Formato AWSDocument3 pagesFormato AWSDuverlyOrlandoMattaVásquezPas encore d'évaluation
- Api 1104 Acceptance CriteriaDocument6 pagesApi 1104 Acceptance CriteriaWillykateKairu75% (4)
- AWS D1.2 AluminiumDocument2 pagesAWS D1.2 AluminiumAslamsherkhan Ibn Hussain Kandamangalam38% (8)
- Freenetflix October 25Document3 pagesFreenetflix October 25Cosmin Tiby50% (2)
- Ansi-Aws D1.4 - 98Document55 pagesAnsi-Aws D1.4 - 98DuverlyOrlandoMattaVásquezPas encore d'évaluation
- Cigre 464Document54 pagesCigre 464namsaigon316Pas encore d'évaluation
- Diagrama Electrico de Camion Volquete-Www - Mineriacapma.blogspotDocument2 pagesDiagrama Electrico de Camion Volquete-Www - Mineriacapma.blogspotJose Luis Tairo Vega - Tave100% (2)
- EngDocument3 pagesEngMarian RomsysPas encore d'évaluation
- Chapter HDocument34 pagesChapter HSurangaGPas encore d'évaluation
- GAE630 Cat CA501 GB1202Document36 pagesGAE630 Cat CA501 GB1202djordPas encore d'évaluation
- 48V DCDB 1 & 2Document16 pages48V DCDB 1 & 2Hytech Pvt. Ltd.100% (1)
- 24V Central Battery System: Installation Programming UseDocument37 pages24V Central Battery System: Installation Programming UseThanosEleftheroudisPas encore d'évaluation
- Us At30 RS 002 - 0713Document12 pagesUs At30 RS 002 - 0713xn2kPas encore d'évaluation
- Transfer Switch Accessories: Load Shed KitDocument2 pagesTransfer Switch Accessories: Load Shed KitsabilPas encore d'évaluation
- Application of Out-Of-step Blocking and Tripping RelaysDocument22 pagesApplication of Out-Of-step Blocking and Tripping RelaysfreddyriveraPas encore d'évaluation
- Ax V Manual - EngDocument41 pagesAx V Manual - EngtrutleptPas encore d'évaluation
- Myr HPC Manual 061014Document24 pagesMyr HPC Manual 061014Neal JohnsonPas encore d'évaluation
- O & M Manual For 40-400 Amps (600 Vac Max) ATC-900 Contactor Open/Closed Transition Fixed and Dual Drawout Bypass Isolation Automatic Transfer SwitchDocument48 pagesO & M Manual For 40-400 Amps (600 Vac Max) ATC-900 Contactor Open/Closed Transition Fixed and Dual Drawout Bypass Isolation Automatic Transfer SwitchPILAR MARTINEZPas encore d'évaluation
- DRL OFF Corolla 2013Document2 pagesDRL OFF Corolla 2013Berny GarciaPas encore d'évaluation
- Ds 350Document45 pagesDs 350Cesar GastaldiPas encore d'évaluation
- L&T Fast Bus Transfer SystemDocument15 pagesL&T Fast Bus Transfer SystemDevi Prasad100% (1)
- EbsDocument32 pagesEbsAbsaAC100% (2)
- Motor Protection Circuit BreakerDocument2 pagesMotor Protection Circuit BreakerHoangPas encore d'évaluation
- The 2008 Revision of IEEE C37.2 Standard Electrical Power System Device Function Numbers, Acronyms and Contact DesignationsDocument12 pagesThe 2008 Revision of IEEE C37.2 Standard Electrical Power System Device Function Numbers, Acronyms and Contact DesignationsAdil AbdoPas encore d'évaluation
- Fuse Box Diagram Peugeot 306 and Relay With Assignment and LocationDocument3 pagesFuse Box Diagram Peugeot 306 and Relay With Assignment and LocationERLANGGA PUSPANEGARA66Pas encore d'évaluation
- Ion 75007600Document8 pagesIon 75007600Juan Pablo GaetePas encore d'évaluation
- Trihal Instruction Manual - ENDocument9 pagesTrihal Instruction Manual - ENAlsayed Rabiea MiesalamPas encore d'évaluation
- Air Inlet Heater TestDocument12 pagesAir Inlet Heater Testsamsularief03Pas encore d'évaluation
- Powerpact HJL WiringDocument9 pagesPowerpact HJL WiringpikaPas encore d'évaluation
- Superterm ManualDocument92 pagesSuperterm ManualArvin TabunotPas encore d'évaluation
- Guide To Diagnostics of Electronic Controls Ewm09312 tc4 tc5pdf PDFDocument69 pagesGuide To Diagnostics of Electronic Controls Ewm09312 tc4 tc5pdf PDFlunghiatrungPas encore d'évaluation
- K1810-13 Sigma A-XT BrochureDocument2 pagesK1810-13 Sigma A-XT BrochureShayan IrevaniPas encore d'évaluation
- Regulateur ALPTECDocument15 pagesRegulateur ALPTECCris_eu09Pas encore d'évaluation
- Guia de Producto Rev615 - AbbDocument60 pagesGuia de Producto Rev615 - Abbper47Pas encore d'évaluation
- Resume Sabir MoiduDocument9 pagesResume Sabir MoiduSABIRPas encore d'évaluation