Vous aimerez peut-être aussi
- 2ap35 PDFDocument1 page2ap35 PDFEduPas encore d'évaluation
- Presentación 3Document27 pagesPresentación 3Nilton IngaPas encore d'évaluation
- Gompertz Modif en Funcion Parámet CrecDocument1 pageGompertz Modif en Funcion Parámet CrecNilton IngaPas encore d'évaluation
- Estructura Del EnsayoDocument2 pagesEstructura Del EnsayojfsallanPas encore d'évaluation
- Ley Del Código de Etica de La Funcion Publica Ley27815Document10 pagesLey Del Código de Etica de La Funcion Publica Ley27815Jc GuTiPas encore d'évaluation
- Gompertz Modif en Funcion Parámet CrecDocument1 pageGompertz Modif en Funcion Parámet CrecNilton IngaPas encore d'évaluation
- Modulo 0rrDocument7 pagesModulo 0rrKatiuska GeraldinePas encore d'évaluation
- Ensayo AcademyDocument11 pagesEnsayo AcademyWilfredo Bravo VidartePas encore d'évaluation
- CierreDocument3 pagesCierreNilton IngaPas encore d'évaluation
- Ejemplo Ensayo - Julio WieseDocument5 pagesEjemplo Ensayo - Julio WieseCarlos Daniel Campolo DavilaPas encore d'évaluation
- Como-Escribir Un ParrafoDocument61 pagesComo-Escribir Un Parrafonereidas2008100% (1)
- Tipos de Comunicación - INTERVENIDODocument3 pagesTipos de Comunicación - INTERVENIDONilton IngaPas encore d'évaluation
- SNA-acr-01DIVer11 Informativo Acreditación PDFDocument4 pagesSNA-acr-01DIVer11 Informativo Acreditación PDFNilton IngaPas encore d'évaluation
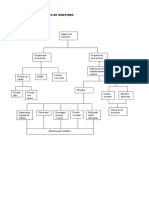
- Flujograma 2Document2 pagesFlujograma 2Nilton IngaPas encore d'évaluation
- PressedDocument6 pagesPressedNilton IngaPas encore d'évaluation
- Estudio de la formación de suelos mediante técnicas isotópicasDocument36 pagesEstudio de la formación de suelos mediante técnicas isotópicasNilton Inga100% (1)
- Flujo 1Document1 pageFlujo 1Nilton IngaPas encore d'évaluation
- Grupo: Áreas Naturales Protegidas EstablecidasDocument12 pagesGrupo: Áreas Naturales Protegidas EstablecidasNilton IngaPas encore d'évaluation
- ISP-018 Rev 08-11 Acido DomoicoDocument5 pagesISP-018 Rev 08-11 Acido DomoicoNilton IngaPas encore d'évaluation
- Directriz de TrazabilidadDocument8 pagesDirectriz de TrazabilidadLiliana SantosPas encore d'évaluation
- Informe de Validación ASPDocument20 pagesInforme de Validación ASPNilton IngaPas encore d'évaluation
- Slides Tema 8 La Integridad de Las MuestrasDocument8 pagesSlides Tema 8 La Integridad de Las MuestrasNilton IngaPas encore d'évaluation
- Lista ANP 15.02.2019 PDFDocument1 pageLista ANP 15.02.2019 PDFJorge PalominoPas encore d'évaluation
- Slides Tema 4 Enfoque Al Cliente PDFDocument9 pagesSlides Tema 4 Enfoque Al Cliente PDFNilton IngaPas encore d'évaluation
- Metodologia Balance Hidrico - InUMETDocument16 pagesMetodologia Balance Hidrico - InUMETNilton IngaPas encore d'évaluation
- Grupo: Áreas Naturales Protegidas EstablecidasDocument12 pagesGrupo: Áreas Naturales Protegidas EstablecidasNilton IngaPas encore d'évaluation
- Ejercicio Tema 3Document2 pagesEjercicio Tema 3Nilton IngaPas encore d'évaluation
- Pluv Del BaqueanoDocument18 pagesPluv Del BaqueanoNilton IngaPas encore d'évaluation
- R38544Document31 pagesR38544Nilton IngaPas encore d'évaluation
- Planta de AsfaltoDocument23 pagesPlanta de AsfaltoJose CarranzaPas encore d'évaluation
- Procedimiento Muro de ContencionDocument17 pagesProcedimiento Muro de ContencionjhoshuaPas encore d'évaluation
- Informe Del AdobeDocument15 pagesInforme Del Adobemanuel jesus tenorio bistamante100% (1)
- Determinación de Dureza Total (Calcio y Magnesio) en Muestra de Agua en Una Muestra de Agua Potable 2Document10 pagesDeterminación de Dureza Total (Calcio y Magnesio) en Muestra de Agua en Una Muestra de Agua Potable 2Fatima ReyesPas encore d'évaluation
- Factores de CorreccionDocument7 pagesFactores de CorreccionManuel Martin Tavara ZevallosPas encore d'évaluation
- Análisis de Alternativas PUENTE, SIFON Y TUBERÍA COLGADA.Document16 pagesAnálisis de Alternativas PUENTE, SIFON Y TUBERÍA COLGADA.Pedro José Guerrero EscobarPas encore d'évaluation
- Recetas y Formulas Caseras - FluxDocument2 pagesRecetas y Formulas Caseras - FluxnelsonPas encore d'évaluation
- Canalizacion Dexson PDFDocument18 pagesCanalizacion Dexson PDFYesid Felipe Leguizamon LopezPas encore d'évaluation
- Determinación de Elementos de CalcioDocument17 pagesDeterminación de Elementos de CalcioMileida SandovalPas encore d'évaluation
- AKO - Rezistente Incalczire Pardosea81908en - 37856Document2 pagesAKO - Rezistente Incalczire Pardosea81908en - 37856Amic BanatPas encore d'évaluation
- Jabón DraxDocument11 pagesJabón DraxMiguel Angel Muñoz SeguraPas encore d'évaluation
- Actividad ManufacturaDocument3 pagesActividad ManufacturaJhojhan GarciaPas encore d'évaluation
- Problemas de termodinámica y calor (menos deDocument6 pagesProblemas de termodinámica y calor (menos deAnonymous faRVVGN0% (2)
- Ficha Tecnica Estabilizacion de Suelos Con CementoDocument12 pagesFicha Tecnica Estabilizacion de Suelos Con CementoAmaranta Hernandez100% (1)
- Diseño de Mezcla Asfáltica Tipo Micropavimento Con Aditivos.Document14 pagesDiseño de Mezcla Asfáltica Tipo Micropavimento Con Aditivos.Kevin DelgadoPas encore d'évaluation
- Tarea 3 Carlos AlfonsoDocument11 pagesTarea 3 Carlos AlfonsovelhuelPas encore d'évaluation
- MSDSDocument7 pagesMSDSCotecnica SacPas encore d'évaluation
- Cloruro de ViniloDocument2 pagesCloruro de VinilomariaconacePas encore d'évaluation
- Procesos hidrometalúrgicosDocument30 pagesProcesos hidrometalúrgicosOrlando Cabrera AchacolloPas encore d'évaluation
- Desmol CpaDocument2 pagesDesmol CpaLley SonPas encore d'évaluation
- 06.01. Cronograma ValorizadoDocument7 pages06.01. Cronograma ValorizadoJhonny Garcia MariñasPas encore d'évaluation
- Geometria y Preparacion de JuntasDocument19 pagesGeometria y Preparacion de JuntasAlmagesto QuenayaPas encore d'évaluation
- Informe N8Document14 pagesInforme N8Brandon Michaell Amed Valdivia NavarroPas encore d'évaluation
- APU CarreteraDocument77 pagesAPU CarreteraBrezhney G Rosario APas encore d'évaluation
- Enfriamiento por capa laminarDocument11 pagesEnfriamiento por capa laminarguillermo DIAZ HERNANDEZPas encore d'évaluation
- CATALOGO KPN Safety Col 2021Document42 pagesCATALOGO KPN Safety Col 2021Rodisac CobaPas encore d'évaluation
- Instalación Domiciliaria de AlcantarilladoDocument62 pagesInstalación Domiciliaria de Alcantarilladotalleravanzado95% (40)
- Ley de GasesDocument2 pagesLey de Gasesmery estradaPas encore d'évaluation
- Patologias Ene L Concreto - Análisis Estructural 1 - B1 - Vicente RamosDocument24 pagesPatologias Ene L Concreto - Análisis Estructural 1 - B1 - Vicente RamosRoddy VicentePas encore d'évaluation
- Análisis Pirognóstico de LanaDocument11 pagesAnálisis Pirognóstico de LanakheithcomPas encore d'évaluation