Vous aimerez peut-être aussi
- Form 1-A (See Rules 5 (1), (3), 7,10 (A), 14 (D), and 18 (D) ) : Certificate of Medical FitnessDocument1 pageForm 1-A (See Rules 5 (1), (3), 7,10 (A), 14 (D), and 18 (D) ) : Certificate of Medical Fitnessmudra123456789Pas encore d'évaluation
- EHS 045 Building Cleaning Procedure SampleDocument3 pagesEHS 045 Building Cleaning Procedure Samplesudar1477Pas encore d'évaluation
- Form 1-A (See Rules 5 (1), (3), 7,10 (A), 14 (D), and 18 (D) ) : Certificate of Medical FitnessDocument1 pageForm 1-A (See Rules 5 (1), (3), 7,10 (A), 14 (D), and 18 (D) ) : Certificate of Medical Fitnessmudra123456789Pas encore d'évaluation
- Appl No:3968772720 Dt:26-12-2020Document1 pageAppl No:3968772720 Dt:26-12-2020sudar1477Pas encore d'évaluation
- Form1a Medical FitnessDocument2 pagesForm1a Medical FitnessAnkur RastogiPas encore d'évaluation
- Payment Reference No.: PAY - HA8Z4ZWLRRO5VT: WWW - Royalsundaram.inDocument1 pagePayment Reference No.: PAY - HA8Z4ZWLRRO5VT: WWW - Royalsundaram.insudar1477Pas encore d'évaluation
- Appl No:3968772720 Dt:26-12-2020Document1 pageAppl No:3968772720 Dt:26-12-2020sudar1477Pas encore d'évaluation
- Functional Safety of Electronics and Software: Implementation Compliant With IEC 61508 and ISO 26262Document3 pagesFunctional Safety of Electronics and Software: Implementation Compliant With IEC 61508 and ISO 26262sudar1477Pas encore d'évaluation
- Draf T: Form GSTR-1Document5 pagesDraf T: Form GSTR-1sudar1477Pas encore d'évaluation
- Useful Business Measurements and COPQ TargetsDocument7 pagesUseful Business Measurements and COPQ Targetssudar1477Pas encore d'évaluation
- Quality Management Systems Fundamentals Vocabulary AwarenessDocument6 pagesQuality Management Systems Fundamentals Vocabulary AwarenesssbtharanPas encore d'évaluation
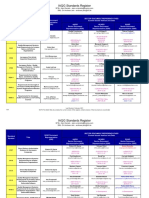
- IAQG Standards Register Tracking Matrix February 01 2021Document4 pagesIAQG Standards Register Tracking Matrix February 01 2021sudar1477Pas encore d'évaluation
- Draf T: Form GSTR-1Document5 pagesDraf T: Form GSTR-1sudar1477Pas encore d'évaluation
- FIN AL: Form GSTR-1Document5 pagesFIN AL: Form GSTR-1sudar1477Pas encore d'évaluation
- Element ListDocument1 pageElement Listrgrao85Pas encore d'évaluation
- APQP Process AssessmentDocument3 pagesAPQP Process AssessmentSergio ArellanoPas encore d'évaluation
- Normal Thinking: Daily Management + Process ImprovementDocument3 pagesNormal Thinking: Daily Management + Process Improvementsudar1477Pas encore d'évaluation
- Draf T: Form GSTR-1Document5 pagesDraf T: Form GSTR-1sudar1477Pas encore d'évaluation
- Draf T: Form GSTR-1Document5 pagesDraf T: Form GSTR-1sudar1477Pas encore d'évaluation
- ObservationsDocument23 pagesObservationssudar1477Pas encore d'évaluation
- Pareto Analysis What It IsDocument7 pagesPareto Analysis What It Issudar1477Pas encore d'évaluation
- BRN Continuing Education Credits: Active LibraryDocument24 pagesBRN Continuing Education Credits: Active Librarysudar1477Pas encore d'évaluation
- LAH Module Summaries 2016Document154 pagesLAH Module Summaries 2016sudar1477Pas encore d'évaluation
- Feb 2020 Daily Production Rejection ReportDocument30 pagesFeb 2020 Daily Production Rejection Reportsudar1477Pas encore d'évaluation
- Ali - 1 - 2020 SQADocument10 pagesAli - 1 - 2020 SQAsudar1477Pas encore d'évaluation
- KPI FamiliarisationDocument27 pagesKPI FamiliarisationntjuniorPas encore d'évaluation
- SPrint Boarding Pass PNR XJ2K5R 16 Dec 2020 Chennai Bengaluru For MR SUDARSANAN JANAKIRAMANDocument1 pageSPrint Boarding Pass PNR XJ2K5R 16 Dec 2020 Chennai Bengaluru For MR SUDARSANAN JANAKIRAMANsudar1477Pas encore d'évaluation
- How Many Models Each Model How Many Cavities How Many Machines How Many ShiftsDocument2 pagesHow Many Models Each Model How Many Cavities How Many Machines How Many Shiftssudar1477Pas encore d'évaluation
- Continuous Process Improvement: Create A System For Constant and Continuous ImprovementDocument8 pagesContinuous Process Improvement: Create A System For Constant and Continuous Improvementsudar1477Pas encore d'évaluation
- MRN-CompetitivenessofSMEs SQADocument13 pagesMRN-CompetitivenessofSMEs SQAsudar1477Pas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Grinding Aid Admixtures For CementDocument3 pagesGrinding Aid Admixtures For Cementjagrut100% (2)
- 640A MP PreparationDocument14 pages640A MP PreparationerutanPas encore d'évaluation
- Roof Repair ProposalDocument17 pagesRoof Repair ProposalDen PaijoPas encore d'évaluation
- Is 191 2007Document14 pagesIs 191 2007MehulPatodiaPas encore d'évaluation
- Chemical Reactor Design: 7 Sem, B.Tech. Chemical EnggDocument16 pagesChemical Reactor Design: 7 Sem, B.Tech. Chemical EnggMohammad Ajaz DeshmukhPas encore d'évaluation
- K NelsonDocument22 pagesK NelsonSaussure Fer CcoriPas encore d'évaluation
- Review On Weight Reduction of Pressure Vessels Using FRPDocument2 pagesReview On Weight Reduction of Pressure Vessels Using FRPAnonymousPas encore d'évaluation
- Introduction To BusinessDocument17 pagesIntroduction To BusinessSanjeev SharmaPas encore d'évaluation
- White and Blue Paper SteelDocument1 pageWhite and Blue Paper SteelCristian BujorPas encore d'évaluation
- Textile Machinery Industry - Current Scenario & Future ProspectsDocument19 pagesTextile Machinery Industry - Current Scenario & Future ProspectsPurva100% (1)
- Programe FanucDocument47 pagesPrograme Fanucbranet_adrianaPas encore d'évaluation
- Advantages of A Tree Structure FMEA Agility Scalability and Accelerated Quality FeedbackDocument6 pagesAdvantages of A Tree Structure FMEA Agility Scalability and Accelerated Quality Feedbackchemikas8389Pas encore d'évaluation
- 5S Kaizen Pokayoke: Business Structures and Processes PresentationDocument20 pages5S Kaizen Pokayoke: Business Structures and Processes PresentationSatya KumarPas encore d'évaluation
- Ercan Full 47 02 PDFDocument8 pagesErcan Full 47 02 PDFAkankshaPas encore d'évaluation
- Digimat To Abaqus AbaqusDocument2 pagesDigimat To Abaqus Abaqusdarebusi1100% (1)
- Study of Implementing 5S Techniques inDocument4 pagesStudy of Implementing 5S Techniques inعزالدين الحسينيPas encore d'évaluation
- AssignmentDocument9 pagesAssignmentJuliene HindsPas encore d'évaluation
- Why Japanese Factories WorkDocument3 pagesWhy Japanese Factories WorkibnmosawiPas encore d'évaluation
- Brecoflex Polyurethane Timing Belts With Weld On Profiles Us PDFDocument16 pagesBrecoflex Polyurethane Timing Belts With Weld On Profiles Us PDFMikel1020Pas encore d'évaluation
- THG Hooks Forged Hooks Catalogue SheetDocument5 pagesTHG Hooks Forged Hooks Catalogue SheetAnderson SantosPas encore d'évaluation
- V4i DatasheetDocument2 pagesV4i DatasheetRyanK7686Pas encore d'évaluation
- Cem II - A-V 42,5r (En)Document2 pagesCem II - A-V 42,5r (En)danbelaPas encore d'évaluation
- Rapport Textile Ethiopië PDFDocument38 pagesRapport Textile Ethiopië PDFgarmentdirectorate100% (1)
- Tape Stretching Lines DuotecDocument2 pagesTape Stretching Lines DuotecAriful IslamPas encore d'évaluation
- 2017 CMP - Alex DollDocument11 pages2017 CMP - Alex DollrodrigoalcainoPas encore d'évaluation
- MMD Brochure CompressedDocument13 pagesMMD Brochure Compressedapi-254065454100% (1)
- Powder Metallurgy Fig Q A For StudentsDocument6 pagesPowder Metallurgy Fig Q A For StudentsRavinder Antil100% (2)
- 3 Sec-III-Hardware Fittings & AccessoriesDocument49 pages3 Sec-III-Hardware Fittings & AccessoriesTravis WoodPas encore d'évaluation
- PQR-04 - AWS D1.6D1.6M-2007 Structural Welding Code - Stainless Steel PDFDocument1 pagePQR-04 - AWS D1.6D1.6M-2007 Structural Welding Code - Stainless Steel PDFchandraPas encore d'évaluation
- Thermolatent Curing Agents For Low Temperature 1K Epoxy Adhesive ApplicationsDocument27 pagesThermolatent Curing Agents For Low Temperature 1K Epoxy Adhesive Applicationss0n1907Pas encore d'évaluation