Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- SH210 5 SERVCE CD PDF Pages 1 33Document33 pagesSH210 5 SERVCE CD PDF Pages 1 33Em sulistio87% (23)
- Agreement Deed BangladeshDocument8 pagesAgreement Deed BangladeshVabna EnterprisePas encore d'évaluation
- CT018 3 1itcpDocument31 pagesCT018 3 1itcpraghav rajPas encore d'évaluation
- Lenskart SheetDocument1 pageLenskart SheetThink School libraryPas encore d'évaluation
- Relevant Cost For Decision: Kelompok 2Document78 pagesRelevant Cost For Decision: Kelompok 2prames tiPas encore d'évaluation
- Te 1569 Web PDFDocument272 pagesTe 1569 Web PDFdavid19890109Pas encore d'évaluation
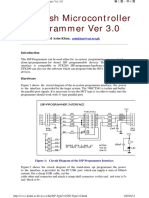
- ISP Flash Microcontroller Programmer Ver 3.0: M Asim KhanDocument4 pagesISP Flash Microcontroller Programmer Ver 3.0: M Asim KhanSrđan PavićPas encore d'évaluation
- Kicks: This Brochure Reflects The Product Information For The 2020 Kicks. 2021 Kicks Brochure Coming SoonDocument8 pagesKicks: This Brochure Reflects The Product Information For The 2020 Kicks. 2021 Kicks Brochure Coming SoonYudyChenPas encore d'évaluation
- Digital Documentation Class 10 NotesDocument8 pagesDigital Documentation Class 10 NotesRuby Khatoon86% (7)
- Hitt PPT 12e ch08-SMDocument32 pagesHitt PPT 12e ch08-SMHananie NaniePas encore d'évaluation
- FBW Manual-Jan 2012-Revised and Corrected CS2Document68 pagesFBW Manual-Jan 2012-Revised and Corrected CS2Dinesh CandassamyPas encore d'évaluation
- BMT6138 Advanced Selling and Negotiation Skills: Digital Assignment-1Document9 pagesBMT6138 Advanced Selling and Negotiation Skills: Digital Assignment-1Siva MohanPas encore d'évaluation
- Entrep Q4 - Module 7Document5 pagesEntrep Q4 - Module 7Paula DT PelitoPas encore d'évaluation
- Capsule Research ProposalDocument4 pagesCapsule Research ProposalAilyn Ursal80% (5)
- Notice For AsssingmentDocument21 pagesNotice For AsssingmentViraj HibarePas encore d'évaluation
- 950 MW Coal Fired Power Plant DesignDocument78 pages950 MW Coal Fired Power Plant DesignJohn Paul Coñge Ramos0% (1)
- Acevac Catalogue VCD - R3Document6 pagesAcevac Catalogue VCD - R3Santhosh KumarPas encore d'évaluation
- Vicente, Vieyah Angela A.-HG-G11-Q4-Mod-9Document10 pagesVicente, Vieyah Angela A.-HG-G11-Q4-Mod-9Vieyah Angela VicentePas encore d'évaluation
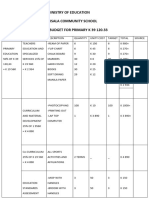
- Ministry of Education Musala SCHDocument5 pagesMinistry of Education Musala SCHlaonimosesPas encore d'évaluation
- Floor Paln ModelDocument15 pagesFloor Paln ModelSaurav RanjanPas encore d'évaluation
- U.S. Pat. 9,514,727, Pickup With Integrated Contols, John Liptac, (Dialtone) Issued 2016.Document39 pagesU.S. Pat. 9,514,727, Pickup With Integrated Contols, John Liptac, (Dialtone) Issued 2016.Duane BlakePas encore d'évaluation
- HandbookDocument194 pagesHandbookSofia AgonalPas encore d'évaluation
- Unit 5 Andhra Pradesh.Document18 pagesUnit 5 Andhra Pradesh.Charu ModiPas encore d'évaluation
- Computer System Architecture: Pamantasan NG CabuyaoDocument12 pagesComputer System Architecture: Pamantasan NG CabuyaoBien MedinaPas encore d'évaluation
- Oxygen BarrierDocument20 pagesOxygen BarrierKarina ArdizziPas encore d'évaluation
- Effects of Organic Manures and Inorganic Fertilizer On Growth and Yield Performance of Radish (Raphanus Sativus L.) C.V. Japanese WhiteDocument5 pagesEffects of Organic Manures and Inorganic Fertilizer On Growth and Yield Performance of Radish (Raphanus Sativus L.) C.V. Japanese Whitepranjals8996Pas encore d'évaluation
- Ticket Udupi To MumbaiDocument2 pagesTicket Udupi To MumbaikittushuklaPas encore d'évaluation
- Time-Dependent Deformation of Shaly Rocks in Southern Ontario 1978Document11 pagesTime-Dependent Deformation of Shaly Rocks in Southern Ontario 1978myplaxisPas encore d'évaluation
- Labor CasesDocument47 pagesLabor CasesAnna Marie DayanghirangPas encore d'évaluation
- KrauseDocument3 pagesKrauseVasile CuprianPas encore d'évaluation