Vous aimerez peut-être aussi
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementD'EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementPas encore d'évaluation
- Biogas Plant: Biogas Digester Design, Gas Production and PurificationD'EverandBiogas Plant: Biogas Digester Design, Gas Production and PurificationPas encore d'évaluation
- Torrefaction For Biomass Upgrading Into Commodity Fuels: Jaap KielDocument12 pagesTorrefaction For Biomass Upgrading Into Commodity Fuels: Jaap KielsidanichPas encore d'évaluation
- Table 5. Specifications of The Gasification Plant at Lahti, FinlandDocument28 pagesTable 5. Specifications of The Gasification Plant at Lahti, FinlandMag FhearadhaighPas encore d'évaluation
- Prof - Dr.ir. Erik HeeresDocument29 pagesProf - Dr.ir. Erik HeeresWahyu Mey RPas encore d'évaluation
- 2007-12 NPT Pyrolysis of EFBDocument3 pages2007-12 NPT Pyrolysis of EFBkstan112233Pas encore d'évaluation
- Estimation of Production CostDocument10 pagesEstimation of Production Costrussell_mahmoodPas encore d'évaluation
- Pyrolysis PresentationDocument35 pagesPyrolysis Presentationfelicia100% (2)
- 2010 - Energy - Paper With Cover Page v2Document8 pages2010 - Energy - Paper With Cover Page v2Elhissin ElhissinnPas encore d'évaluation
- The Foster Wheeler Gasification Technology For Biofuels: Refuse-Derived Fuel (RDF) Power GenerationDocument17 pagesThe Foster Wheeler Gasification Technology For Biofuels: Refuse-Derived Fuel (RDF) Power Generationib4uPas encore d'évaluation
- Fast Pyrolysis Development - Venderbosch Et Al. 2010Document31 pagesFast Pyrolysis Development - Venderbosch Et Al. 2010Reginaldojoaquim100% (1)
- Biomass Fast Pyrolysis: Anthony V. BRIDGWATERDocument29 pagesBiomass Fast Pyrolysis: Anthony V. BRIDGWATERCarlos100% (1)
- Green Tutorial 2Document19 pagesGreen Tutorial 2hoocheeleong234Pas encore d'évaluation
- Paper V2BI 2Document5 pagesPaper V2BI 2Jung Kyung WooPas encore d'évaluation
- Ahrenfeldt Et Al 2011 Biomass Gasification Cogeneration PDFDocument16 pagesAhrenfeldt Et Al 2011 Biomass Gasification Cogeneration PDFdavinciPas encore d'évaluation
- Biomass Pyrolysis: Salman ZafarDocument5 pagesBiomass Pyrolysis: Salman ZafarSalman Zafar100% (2)
- Grainger Sawmill Case StudyDocument2 pagesGrainger Sawmill Case StudyJessica Clark100% (1)
- Biomass PyrolysisDocument36 pagesBiomass PyrolysisRajiyung Sun100% (2)
- Bioenergy Solutions For Today and The FutureDocument22 pagesBioenergy Solutions For Today and The FutureJean-Bernard MichelPas encore d'évaluation
- 2011 Pyrolysis Oil - Overview of Characteristics and UtilizationDocument20 pages2011 Pyrolysis Oil - Overview of Characteristics and UtilizationJean Carlos Gonzalez Hernandez100% (1)
- By, Biomass Energy Advisor: Salman ZafarDocument3 pagesBy, Biomass Energy Advisor: Salman ZafarSohaib UmraniPas encore d'évaluation
- Global Warming Potential (GWP) (IPCC 2007)Document3 pagesGlobal Warming Potential (GWP) (IPCC 2007)manuelPas encore d'évaluation
- Gasification Activities in Finland 2009Document18 pagesGasification Activities in Finland 2009Rodolfo Barbosa YoungPas encore d'évaluation
- Biomass Pyrolysis and Biochar CharacterizationDocument24 pagesBiomass Pyrolysis and Biochar Characterizationmarta_trninic100% (1)
- Fast Pyrolysis Technology For Upgrading Palm Oil Processing WasteDocument29 pagesFast Pyrolysis Technology For Upgrading Palm Oil Processing WasteMuhammad Kurnia SandyPas encore d'évaluation
- Artículo II ParcialDocument27 pagesArtículo II ParcialGabriel GómezPas encore d'évaluation
- Problems and Solutions - Renewable EnergyDocument101 pagesProblems and Solutions - Renewable EnergyShashank Tripathi100% (3)
- ENSYN RTP Description (2011)Document25 pagesENSYN RTP Description (2011)iboukis100% (1)
- Energy News2010 PDFDocument4 pagesEnergy News2010 PDFTin Aung KyiPas encore d'évaluation
- Gasification and PyrolysisDocument12 pagesGasification and Pyrolysismani kantaPas encore d'évaluation
- 1 Henrich 2016Document11 pages1 Henrich 2016Valentina Di DonatoPas encore d'évaluation
- Paper INFUB1 JBM V4Document12 pagesPaper INFUB1 JBM V4Jean-Bernard MichelPas encore d'évaluation
- Gascom Renew PirolizaDocument2 pagesGascom Renew PirolizavelikivbratPas encore d'évaluation
- Pyrolysis 2Document3 pagesPyrolysis 2ShanmugapriyaPas encore d'évaluation
- Waste To EnergyDocument2 pagesWaste To Energynormelyn lopezPas encore d'évaluation
- Waste Wood Fueled Gasification Demonstration Project: C.M. Van Der Meijden W. Sierhuis A. Van Der DriftDocument10 pagesWaste Wood Fueled Gasification Demonstration Project: C.M. Van Der Meijden W. Sierhuis A. Van Der DriftEduardo TamargoPas encore d'évaluation
- ETIPDocument5 pagesETIPjiwPas encore d'évaluation
- Waste To EnergyDocument31 pagesWaste To EnergyMichaelCoffeeBPas encore d'évaluation
- Activated Carbon From Olive Kernels in A Two-Stage Process: Industrial ImprovementDocument7 pagesActivated Carbon From Olive Kernels in A Two-Stage Process: Industrial ImprovementNorasyikin Mustapha100% (1)
- Thermal Conversion of Biomass, Pyrolysis and Gasification: A ReviewDocument11 pagesThermal Conversion of Biomass, Pyrolysis and Gasification: A ReviewBlahPas encore d'évaluation
- What Is PyrolysisDocument3 pagesWhat Is PyrolysisHazim Calixto LimmayogPas encore d'évaluation
- Literature Review - Minor ProjectDocument9 pagesLiterature Review - Minor ProjectIshan TiwariPas encore d'évaluation
- Biomass Gasification CogenerationDocument17 pagesBiomass Gasification CogenerationShiv RamanPas encore d'évaluation
- Known Challenges Associated With The Production, Transportation, Storage and Usage of Pyrolysis Oil in Residential and Industrial SettingsDocument24 pagesKnown Challenges Associated With The Production, Transportation, Storage and Usage of Pyrolysis Oil in Residential and Industrial SettingsAmyPas encore d'évaluation
- Hydrogen Production From Biomass Pyrolysis and In-Line Catalytic Steam ReformingDocument6 pagesHydrogen Production From Biomass Pyrolysis and In-Line Catalytic Steam ReformingManivannan AyyasamyPas encore d'évaluation
- Hydrogen From Biomass - Catalytic Reforming of PyrolysisvaporsDocument4 pagesHydrogen From Biomass - Catalytic Reforming of PyrolysisvaporsVentrue LeongPas encore d'évaluation
- Bio-Gaseous Fuels From Agricultural Waste PyrolysiqsdgsgDocument7 pagesBio-Gaseous Fuels From Agricultural Waste PyrolysiqsdgsgRavikantGuptaPas encore d'évaluation
- Energy Presentation TeaserDocument14 pagesEnergy Presentation TeaseralfipincukPas encore d'évaluation
- Foster Wheeler Advanced Bio CFB Technology - Kaukas 125 Mwe CFB Design and Operation ExperienceDocument17 pagesFoster Wheeler Advanced Bio CFB Technology - Kaukas 125 Mwe CFB Design and Operation ExperienceKim Howard CastilloPas encore d'évaluation
- Module No 6a.biomass EnergyDocument14 pagesModule No 6a.biomass EnergyVaibhav Vithoba NaikPas encore d'évaluation
- GGI Handout General Global Markets 2-12 PDFDocument23 pagesGGI Handout General Global Markets 2-12 PDFJuan DomaniczkyPas encore d'évaluation
- Development of Lignocellulose Biorefinery For Co-Production of Chemicals, Fuels, Electricity and Heat Overview & Results of The IP Biosynergy (Fp6)Document25 pagesDevelopment of Lignocellulose Biorefinery For Co-Production of Chemicals, Fuels, Electricity and Heat Overview & Results of The IP Biosynergy (Fp6)Trivika LemonaPas encore d'évaluation
- Szufa Szymon TorrefactionDocument1 pageSzufa Szymon TorrefactionProAkademiaPas encore d'évaluation
- Alstom - Integrated Solutions For Coal-Fired Power PlantsDocument3 pagesAlstom - Integrated Solutions For Coal-Fired Power PlantsAlmario SagunPas encore d'évaluation
- Polimeri Uropa StyreneDocument8 pagesPolimeri Uropa StyreneSubrata BanerjeePas encore d'évaluation
- Feedstock Recycling and Pyrolysis of Waste PlasticsDocument4 pagesFeedstock Recycling and Pyrolysis of Waste PlasticsNishant Ketan SinghPas encore d'évaluation
- Production of Hydrogen From Biomass-Derived LiquidsDocument10 pagesProduction of Hydrogen From Biomass-Derived LiquidsVoinea MarianPas encore d'évaluation
- Infub13 Paper Final 2Document15 pagesInfub13 Paper Final 2Jean-Bernard MichelPas encore d'évaluation
- 62 - 9 Insa and Authier EDF ActivitiesDocument23 pages62 - 9 Insa and Authier EDF ActivitiesmlsimhanPas encore d'évaluation
- Unit 6 Practice Test (Periodic Table)Document5 pagesUnit 6 Practice Test (Periodic Table)Xazerco LaxPas encore d'évaluation
- New Atlanta Specifications For HdpeDocument14 pagesNew Atlanta Specifications For HdpeMarvin MartinezPas encore d'évaluation
- Aircraft Materials BrochureDocument6 pagesAircraft Materials BrochureAdnan ColoPas encore d'évaluation
- BS 3604-2 - 1991 Steel Pipes and Tubes For Pressure Purposes Ferritic Alloy Steel With Specified ElevatedDocument24 pagesBS 3604-2 - 1991 Steel Pipes and Tubes For Pressure Purposes Ferritic Alloy Steel With Specified ElevatedtienlamPas encore d'évaluation
- Chemistry Practical Exam TipsDocument12 pagesChemistry Practical Exam Tipshaya waqrPas encore d'évaluation
- STUDY GUIDE - Lipid and Carbohydrate CombinedDocument5 pagesSTUDY GUIDE - Lipid and Carbohydrate CombinedMaya Abou MradPas encore d'évaluation
- IR in Coil CoatingDocument3 pagesIR in Coil CoatingJanine Ellyze EvangelistaPas encore d'évaluation
- ZuzanaDocument58 pagesZuzanaAlexanderPas encore d'évaluation
- Catalogo Tecnico ING Plattella - UltimateDocument16 pagesCatalogo Tecnico ING Plattella - UltimateVladimirPas encore d'évaluation
- Sika Igasol - 17: High Build, Bituminous Emulsion CoatingDocument3 pagesSika Igasol - 17: High Build, Bituminous Emulsion CoatingAhmed AbdallahPas encore d'évaluation
- Petromole F GradesDocument4 pagesPetromole F GradesmehrsaPas encore d'évaluation
- Metallic Implant Materials: 5.1. Stainless SteelsDocument36 pagesMetallic Implant Materials: 5.1. Stainless SteelsK.KRITHIKA HICET STAFF BMEPas encore d'évaluation
- Q4 COT - Chemical ReactionsDocument3 pagesQ4 COT - Chemical ReactionsGelli Jean Tortosa-LluparPas encore d'évaluation
- Grove B4, B5 and B7 Side-Entry Ball ValvesDocument32 pagesGrove B4, B5 and B7 Side-Entry Ball Valvesrobert rivasPas encore d'évaluation
- BIOMASSA BIOETANOLDocument8 pagesBIOMASSA BIOETANOLhendy giritamaPas encore d'évaluation
- Mole Concept 11 PDFDocument26 pagesMole Concept 11 PDFSamyak Jha100% (1)
- Chapter 25 Drinking Water 2010Document11 pagesChapter 25 Drinking Water 2010Jenny NgoPas encore d'évaluation
- Pyro FormulasDocument121 pagesPyro FormulasMichael Beasley100% (4)
- Mil-B-007883 Brazing - Cancelled - See Cancellation NoteDocument26 pagesMil-B-007883 Brazing - Cancelled - See Cancellation NoteChris NenovPas encore d'évaluation
- EVS UNIT 2 NotesDocument21 pagesEVS UNIT 2 NotesNivashini VindhyaPas encore d'évaluation
- Engi 9625 Assignment 1Document6 pagesEngi 9625 Assignment 1nuvanPas encore d'évaluation
- Full Solution Manual For Chemistry For Changing Times 14Th Edition John W Hill Terry W Mccreary PDF Docx Full Chapter ChapterDocument34 pagesFull Solution Manual For Chemistry For Changing Times 14Th Edition John W Hill Terry W Mccreary PDF Docx Full Chapter Chapterseesaw.insearchd8k4100% (15)
- Basics of RadiobiologyDocument61 pagesBasics of RadiobiologyLikhon Amin AponPas encore d'évaluation
- F748669CT Process TechnologyDocument6 pagesF748669CT Process Technologyতুহিন ভট্টাচার্য্যPas encore d'évaluation
- Cold Black FXDocument3 pagesCold Black FXpankaj chaudharyPas encore d'évaluation
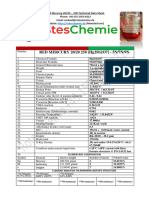
- Red Mercury 2020 Technical Data SheetDocument2 pagesRed Mercury 2020 Technical Data SheetThe UniversPas encore d'évaluation
- Bomba Goulsd Ic-125Document3 pagesBomba Goulsd Ic-125ELMERPas encore d'évaluation
- Chemistry Education in The 21st CenturyDocument106 pagesChemistry Education in The 21st CenturyAbhishek BansalPas encore d'évaluation
- (William Jones, C. N. R. Rao) Supramolecular OrganDocument456 pages(William Jones, C. N. R. Rao) Supramolecular OrganJennifer Carolina Rosales NoriegaPas encore d'évaluation
- Hydrogen Sulfide Boosts Carbons AppealDocument3 pagesHydrogen Sulfide Boosts Carbons AppealZeina FarhatPas encore d'évaluation