Vous aimerez peut-être aussi
- Din 2393-1Document6 pagesDin 2393-1alextentwentyPas encore d'évaluation
- Fittings Din11852 Din11850Document14 pagesFittings Din11852 Din11850dingobk1Pas encore d'évaluation
- 2814 01jan08t51626Document20 pages2814 01jan08t51626Philip_8300% (1)
- 2938Document8 pages2938Risira Erantha KannangaraPas encore d'évaluation
- Bossard Taptite Self Tapping Screw CatalogueDocument10 pagesBossard Taptite Self Tapping Screw CataloguepmlmkpPas encore d'évaluation
- Cherne Catalog PDFDocument72 pagesCherne Catalog PDFNissam SidheeqPas encore d'évaluation
- Piulite Hexagonale-DIN934, IsO4032Document2 pagesPiulite Hexagonale-DIN934, IsO4032butca1Pas encore d'évaluation
- Thread Standard BSPDocument7 pagesThread Standard BSPĐạt TrầnPas encore d'évaluation
- Din 2577Document2 pagesDin 2577zaharievPas encore d'évaluation
- Rapid Stress Relief and TemperingDocument8 pagesRapid Stress Relief and Temperingtbmari100% (1)
- (Catalogue) Automotive - Behr ThermostatsDocument374 pages(Catalogue) Automotive - Behr ThermostatsIan FlackPas encore d'évaluation
- DIN EN 10357: GeneralDocument5 pagesDIN EN 10357: GeneralDr. S.Pas encore d'évaluation
- Applied Metrology for Manufacturing EngineeringD'EverandApplied Metrology for Manufacturing EngineeringÉvaluation : 5 sur 5 étoiles5/5 (1)
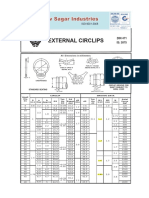
- External CirclipDocument2 pagesExternal CirclipDivyang MistryPas encore d'évaluation
- DIN 2076 vs. ASTM A 877Document1 pageDIN 2076 vs. ASTM A 877tobypadfieldPas encore d'évaluation
- Ejot - Delta PTDocument2 pagesEjot - Delta PTLucas VeronaPas encore d'évaluation
- Din 2616 PDFDocument2 pagesDin 2616 PDFTahresPas encore d'évaluation
- En 10305 en 10296Document4 pagesEn 10305 en 10296Siti Zaleha HmlonPas encore d'évaluation
- Getting Started With ArenaDocument190 pagesGetting Started With ArenaKrisna ArdiansyachPas encore d'évaluation
- Executive Summary - Stainless Steel MarketDocument14 pagesExecutive Summary - Stainless Steel MarketAgustina EffendyPas encore d'évaluation
- Project Report On Self Closing Quick Filling LPG Cylinder Valve Manufacturing PlantDocument7 pagesProject Report On Self Closing Quick Filling LPG Cylinder Valve Manufacturing PlantEIRI Board of Consultants and PublishersPas encore d'évaluation
- FYH ZlockDocument2 pagesFYH ZlockRodrigo Jechéla BarriosPas encore d'évaluation
- 803 Aluminum Alloys For Chill Casting and Low Pressure CastingDocument4 pages803 Aluminum Alloys For Chill Casting and Low Pressure Castingketan1965Pas encore d'évaluation
- Hydraulic Steel Tubing and FittingsDocument11 pagesHydraulic Steel Tubing and FittingsmuniPas encore d'évaluation
- Bollhoff Rivkle RivnutsDocument52 pagesBollhoff Rivkle RivnutsAce Industrial SuppliesPas encore d'évaluation
- Testbars Vs Casting PropertiesDocument36 pagesTestbars Vs Casting Propertiescastco@iafrica.comPas encore d'évaluation
- Din 6923Document1 pageDin 6923AS BaizidiPas encore d'évaluation
- Din 908Document2 pagesDin 908Dani Quirante Flaaut EtcPas encore d'évaluation
- Din16903 1 1974Document3 pagesDin16903 1 1974viniciustim9Pas encore d'évaluation
- IFI 100 Prevailing Torque LocknutsDocument7 pagesIFI 100 Prevailing Torque LocknutsMarceloGonçalvesPas encore d'évaluation
- Fluxes EN PDFDocument3 pagesFluxes EN PDFVincenzo RicciardelliPas encore d'évaluation
- EDM Surface Finish ChartsDocument2 pagesEDM Surface Finish ChartssansagithPas encore d'évaluation
- Hardfacing Product CatalogDocument56 pagesHardfacing Product Catalogkaveh-bahiraeePas encore d'évaluation
- Din 2393-2Document0 pageDin 2393-2Yalavarthi ChandrasekharPas encore d'évaluation
- Din 24540-1Document8 pagesDin 24540-1Lucian DragosPas encore d'évaluation
- GS52Document3 pagesGS52S.Hasan MirasadiPas encore d'évaluation
- Din 333Document1 pageDin 333premeoPas encore d'évaluation
- Continuously Hot-Rolled Low Carbon Steel Sheet and Strip For Cold FormingDocument12 pagesContinuously Hot-Rolled Low Carbon Steel Sheet and Strip For Cold FormingudayPas encore d'évaluation
- Dinen 10079 - 200706 - enDocument46 pagesDinen 10079 - 200706 - enAnonymous dvrhf5Pas encore d'évaluation
- Ifi 536Document2 pagesIfi 536Bomb20001Pas encore d'évaluation
- A512Document7 pagesA512Vishal SharmaPas encore d'évaluation
- 10 1092Document39 pages10 1092ThinkProgressPas encore d'évaluation
- DIN-6912-Socket Head Screw Low Head With Pilot Recess Mfa CatalogueDocument4 pagesDIN-6912-Socket Head Screw Low Head With Pilot Recess Mfa CataloguevinodmysorePas encore d'évaluation
- Fitting The Task To The Human A Textbook of Occupational Ergonomics by Grandjean, E. Kroemer, K. H. E.Document414 pagesFitting The Task To The Human A Textbook of Occupational Ergonomics by Grandjean, E. Kroemer, K. H. E.Andy Delos ReyesPas encore d'évaluation
- DIN EN 10243-2-2000 钢热模锻件.尺寸公差.第2部分在水平锻造机器上的顶锻Document35 pagesDIN EN 10243-2-2000 钢热模锻件.尺寸公差.第2部分在水平锻造机器上的顶锻williansakuma0% (1)
- Threads - NPTF Taper Thread GagingDocument5 pagesThreads - NPTF Taper Thread GagingTrushantPas encore d'évaluation
- Din 2642 Flange Manufacture Din2642 PN 10 Flanges and PN 10 in IndiaDocument3 pagesDin 2642 Flange Manufacture Din2642 PN 10 Flanges and PN 10 in Indiasayed_20004Pas encore d'évaluation
- Burners For Gas Bio, Bioa, Zio, Bic Bica, Bicf, Bocf: T 12.7.2 Edition 9.98Document12 pagesBurners For Gas Bio, Bioa, Zio, Bic Bica, Bicf, Bocf: T 12.7.2 Edition 9.98jose.figueroa@foseco.comPas encore d'évaluation
- General Tolerances - DIN - IsO - 2768Document2 pagesGeneral Tolerances - DIN - IsO - 2768Pasca GheorghePas encore d'évaluation
- Screw, IsO 14583, PAN, Metric, TorxDocument1 pageScrew, IsO 14583, PAN, Metric, TorxDerekPas encore d'évaluation
- Waste Heat Recovery Vinay ShuklaDocument31 pagesWaste Heat Recovery Vinay ShuklaVnyPas encore d'évaluation
- Din 2616 PDFDocument2 pagesDin 2616 PDFALEKSANDARPas encore d'évaluation
- KAT-A 2014-EA RIKO-EA Edition11 04-12-2012 ENDocument7 pagesKAT-A 2014-EA RIKO-EA Edition11 04-12-2012 ENpalanaruvaPas encore d'évaluation
- Tightening Torques PDFDocument1 pageTightening Torques PDFlaweencePas encore d'évaluation
- FastenersDocument56 pagesFastenersAnonymous Dp4DdscGSPas encore d'évaluation
- Screw PointDocument2 pagesScrew PointGaurav RelanPas encore d'évaluation
- Heat-Treatment of High Carbon Steel Wire - PatentingDocument4 pagesHeat-Treatment of High Carbon Steel Wire - Patentingعزت عبد المنعم100% (1)
- Din 2391Document16 pagesDin 2391rgi178Pas encore d'évaluation
- Din 7168 PDFDocument8 pagesDin 7168 PDFLuciano FontesPas encore d'évaluation
- Din 3963 PDFDocument18 pagesDin 3963 PDFLuciano Fontes0% (1)
- Norma 1691 DIN 1691 1985 Flake Graphite Cast Iron Grey Cast Iron PropertiesDocument13 pagesNorma 1691 DIN 1691 1985 Flake Graphite Cast Iron Grey Cast Iron PropertiesJuan Rivera100% (1)
- Din 5401 PDFDocument12 pagesDin 5401 PDFLuciano FontesPas encore d'évaluation
- Din 1693Document11 pagesDin 1693vitor7hugo100% (3)
- Din 17671Document0 pageDin 17671Niculescu Marian50% (2)
- Cagcelik Kesit ToleransiDocument4 pagesCagcelik Kesit ToleransiAnonymous ep7LE5ZdP5Pas encore d'évaluation
- Din 934Document0 pageDin 934mjinspectorPas encore d'évaluation
- Din 267-24 PDFDocument7 pagesDin 267-24 PDFLuciano FontesPas encore d'évaluation
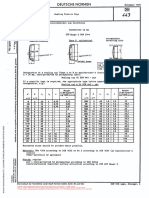
- Din 443 PDFDocument1 pageDin 443 PDFLuciano Fontes100% (1)
- Iso For Roundbar PDFDocument1 pageIso For Roundbar PDFkumaras1Pas encore d'évaluation
- Din 509 PDFDocument6 pagesDin 509 PDFLuciano FontesPas encore d'évaluation
- En 10045-1Document9 pagesEn 10045-1Elton Sanchez100% (2)
- Gray Iron Castings: Standard Specification ForDocument5 pagesGray Iron Castings: Standard Specification ForgeejokodPas encore d'évaluation
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General ApplicationJosé Ramón GutierrezPas encore d'évaluation
- Din 470 PDFDocument6 pagesDin 470 PDFLuciano FontesPas encore d'évaluation
- Astm A47 A47m (1999)Document5 pagesAstm A47 A47m (1999)Narendrasinh JadejaPas encore d'évaluation
- Astm A31 (1995)Document4 pagesAstm A31 (1995)gsb2100% (1)
- Iso For Roundbar PDFDocument1 pageIso For Roundbar PDFkumaras1Pas encore d'évaluation
- Astm A36 PDFDocument3 pagesAstm A36 PDFYudi Popo Fadhillah100% (3)
- Astm A29Document22 pagesAstm A29Brad BorgesPas encore d'évaluation
- A002 Carbon Steel Girder Rails of Plain, Grooved, and Guard TypesDocument3 pagesA002 Carbon Steel Girder Rails of Plain, Grooved, and Guard TypesDaniel Alonso Flores MezaPas encore d'évaluation
- Astm A21 1999Document10 pagesAstm A21 1999Nguyễn Duy BiênPas encore d'évaluation
- A 971 PDFDocument7 pagesA 971 PDFLuciano FontesPas encore d'évaluation
- Din 267-24Document7 pagesDin 267-24Luciano FontesPas encore d'évaluation
- Lined Portrait A4 CollegeDocument1 pageLined Portrait A4 Collegejunior_allmeidaPas encore d'évaluation
- Din 509Document6 pagesDin 509Luciano FontesPas encore d'évaluation
- Aluminum-Alloy Extruded Bar, Rod, Tube, Pipe, Structural Profiles, and Profiles For Electrical Purposes (Bus Conductor)Document8 pagesAluminum-Alloy Extruded Bar, Rod, Tube, Pipe, Structural Profiles, and Profiles For Electrical Purposes (Bus Conductor)sartonoPas encore d'évaluation
- 2210306WW SF1 00 - 3Document1 page2210306WW SF1 00 - 3Victor PodlozovikPas encore d'évaluation
- GL, Materiales para Buques PDFDocument46 pagesGL, Materiales para Buques PDFCesar Quich PalPas encore d'évaluation
- MS GradesDocument54 pagesMS GradesVishal BhanderiPas encore d'évaluation
- Albromet-W 240: Data Sheet High-Conductivity CopperDocument1 pageAlbromet-W 240: Data Sheet High-Conductivity CopperPaolo MilaniPas encore d'évaluation
- Akzo-3039 Akzo-3034 Acid Corrosion English Importante StimolazioneDocument4 pagesAkzo-3039 Akzo-3034 Acid Corrosion English Importante StimolazioneFra Fra100% (1)
- 7 Eaf BofDocument28 pages7 Eaf BofMuhammad Umar Al FaruqPas encore d'évaluation
- CAR No 01Document2 pagesCAR No 01Ra'oufAli-zadehPas encore d'évaluation
- Company Profile - PretechDocument26 pagesCompany Profile - PretechanandivmPas encore d'évaluation
- Buster & Punch Tech Spec ELECTRICITY UK Plug SocketsDocument4 pagesBuster & Punch Tech Spec ELECTRICITY UK Plug SocketsLe nabarroPas encore d'évaluation
- Incoloy Alloy 825 UNS N08825 Welding Rod Manufacturer in IndiaDocument2 pagesIncoloy Alloy 825 UNS N08825 Welding Rod Manufacturer in IndiaOZAIRTRADELINKPas encore d'évaluation
- Wetting and Interfacial Behavior of Ni-Si Alloy On Different SubstratesDocument8 pagesWetting and Interfacial Behavior of Ni-Si Alloy On Different SubstratesAntonio CamaranoPas encore d'évaluation
- ME I - Experiment No 2 Spinning ProcessDocument3 pagesME I - Experiment No 2 Spinning Processmansukh0% (1)
- C1.1M C1.1 2012 2PVDocument12 pagesC1.1M C1.1 2012 2PVJoel BrasilBorges0% (2)
- 100 AC-DC: FeaturesDocument3 pages100 AC-DC: FeaturesLee Chong EePas encore d'évaluation
- Alco Cable Gland CatalogDocument8 pagesAlco Cable Gland CatalogvzsszPas encore d'évaluation
- Brightray Alloy 35Document2 pagesBrightray Alloy 35SANKET SINGHPas encore d'évaluation
- Development of Consumables For Nuclear Power Grade Steel Castings.Document11 pagesDevelopment of Consumables For Nuclear Power Grade Steel Castings.DNH RND - VijaykumarPas encore d'évaluation
- Detecting Detrimental Intermetallic Phase in Duplex Austenitic/Ferritic Stainless SteelsDocument9 pagesDetecting Detrimental Intermetallic Phase in Duplex Austenitic/Ferritic Stainless SteelsIsmail Tp100% (1)
- Sponge IronDocument23 pagesSponge Ironhijzain0% (1)
- Project Report On Aluminium Ingot ScrapDocument9 pagesProject Report On Aluminium Ingot ScrapSachin Sharma67% (3)
- Data Sheet ASTM A517 Grade Q 2017-04-19Document1 pageData Sheet ASTM A517 Grade Q 2017-04-19FAUSTINO SOLANO SUAREZPas encore d'évaluation
- ASTM B601 18aDocument6 pagesASTM B601 18aewrPas encore d'évaluation
- Beryllium Copper (C17200) DatasheetDocument2 pagesBeryllium Copper (C17200) Datasheetjr_satishPas encore d'évaluation
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenPas encore d'évaluation
- Lincoln PDFDocument12 pagesLincoln PDFMervinPas encore d'évaluation
- The Effects of Composition and Thermal Path On Hot Ductility of Forging Steels-ConnollyDocument11 pagesThe Effects of Composition and Thermal Path On Hot Ductility of Forging Steels-ConnollyAntonioPas encore d'évaluation
- KVT-9001 cvExpanderCatalogDocument28 pagesKVT-9001 cvExpanderCatalogfred 17Pas encore d'évaluation
- 3 - KSD8308-Zinc Hot Dip GalvanizingsDocument6 pages3 - KSD8308-Zinc Hot Dip GalvanizingsHikmat AyerPas encore d'évaluation
- E 90 21 - FireDocument2 pagesE 90 21 - FireJun AntonioPas encore d'évaluation