Vous aimerez peut-être aussi
- El universo de las energías renovablesD'EverandEl universo de las energías renovablesÉvaluation : 4.5 sur 5 étoiles4.5/5 (4)
- Energia solar térmica: Técnicas para su aprovechamientoD'EverandEnergia solar térmica: Técnicas para su aprovechamientoÉvaluation : 2.5 sur 5 étoiles2.5/5 (3)
- Molino Vertical - VertimillDocument18 pagesMolino Vertical - Vertimillanon_657033444100% (3)
- 500 Recetas de microondas. Multitud de recetas sencillas y rápidasD'Everand500 Recetas de microondas. Multitud de recetas sencillas y rápidasPas encore d'évaluation
- Soldadura en el montaje de tuberías. FMEC0108D'EverandSoldadura en el montaje de tuberías. FMEC0108Pas encore d'évaluation
- UF1722 - Organización y gestión de las operaciones de cocción de productos cerámicosD'EverandUF1722 - Organización y gestión de las operaciones de cocción de productos cerámicosPas encore d'évaluation
- Metalurgia de PolvosDocument10 pagesMetalurgia de PolvosPaola MaradiagaPas encore d'évaluation
- Conformado y curvado en la fabricación de tuberías. FMEC0108D'EverandConformado y curvado en la fabricación de tuberías. FMEC0108Pas encore d'évaluation
- Interpretación de Normas de Convivencia AmbientalDocument40 pagesInterpretación de Normas de Convivencia AmbientalASTRID ARIADNA SOSA SAN ROMANPas encore d'évaluation
- 00 Curso de Estampado y SergrafiaDocument560 pages00 Curso de Estampado y Sergrafiaandry_colmenares100% (5)
- Transmisión de calor en motores alternativos: aplicación al aprovechamiento energético de los gasesD'EverandTransmisión de calor en motores alternativos: aplicación al aprovechamiento energético de los gasesPas encore d'évaluation
- Materiales refractarios y su aplicación en la industria siderúrgicaDocument15 pagesMateriales refractarios y su aplicación en la industria siderúrgicaBrayan Sanchez Correa100% (2)
- Metalurgia Extractiva, Semana 14, Grupo ChicasDocument84 pagesMetalurgia Extractiva, Semana 14, Grupo ChicasAnthony Atoc ArroyoPas encore d'évaluation
- Sebastian Sanchez Tarea4Document7 pagesSebastian Sanchez Tarea4Sebastian SuazoPas encore d'évaluation
- Construcción de Un Horno TostadorDocument51 pagesConstrucción de Un Horno TostadorGabriel Vargas Gómez100% (1)
- Termodinámica sinterización plomoDocument30 pagesTermodinámica sinterización plomoyessdey naylea carhuachin condor100% (1)
- El ÁtomoDocument7 pagesEl Átomocaflo100% (2)
- Aon y Aoa 54258Document17 pagesAon y Aoa 54258tayzerozPas encore d'évaluation
- Horno NorandaDocument10 pagesHorno NorandaAyr TonPas encore d'évaluation
- Evaluación y mantenimiento de molino de martillosDocument128 pagesEvaluación y mantenimiento de molino de martillosMauricio AguilarPas encore d'évaluation
- Metalurgia de PolvosDocument14 pagesMetalurgia de PolvosLIZBETH MORENO SANCHEZ100% (1)
- Operaciones Unitarias - LaboratorioDocument21 pagesOperaciones Unitarias - LaboratorioAnonymous uNHhCrGfr7Pas encore d'évaluation
- TAREA INDIVIDUAL 3 Caren VIllca 1Document5 pagesTAREA INDIVIDUAL 3 Caren VIllca 1Caren YoPas encore d'évaluation
- Pedro Brayan Hernandez Garcia Proyecto FinalDocument8 pagesPedro Brayan Hernandez Garcia Proyecto FinalAntonio CerdaPas encore d'évaluation
- MicroondasDocument6 pagesMicroondasFELIPEPas encore d'évaluation
- A18 Protoco Final Fi 8112 Lara Rosales Ingrid Michelle Eq#7.Document19 pagesA18 Protoco Final Fi 8112 Lara Rosales Ingrid Michelle Eq#7.carmen rosalesPas encore d'évaluation
- PulvimetalurgiaDocument25 pagesPulvimetalurgiaPedro Zapata Muñoz100% (3)
- GUIA DE ESTUDIO DE LA MATERIA DE MATERIALES CERAMICOS UNIDAD V EstemeroDocument42 pagesGUIA DE ESTUDIO DE LA MATERIA DE MATERIALES CERAMICOS UNIDAD V EstemeroVictorPas encore d'évaluation
- Análisis de la implementación de pulvimetalurgia de aluminio en EcuadorDocument15 pagesAnálisis de la implementación de pulvimetalurgia de aluminio en EcuadorGino Aguilera SotoPas encore d'évaluation
- Trabajo Final de Tratamientos TermicosDocument21 pagesTrabajo Final de Tratamientos TermicosdanielPas encore d'évaluation
- Ultimo Trabajo de TermoDocument21 pagesUltimo Trabajo de Termoyessdey naylea carhuachin condorPas encore d'évaluation
- PULVIMETALURGIADocument25 pagesPULVIMETALURGIAMariella StefanyPas encore d'évaluation
- Metodos de Obtencion de PolvosDocument11 pagesMetodos de Obtencion de Polvosroy robinsonPas encore d'évaluation
- Produccion Del Polvo de CobreDocument10 pagesProduccion Del Polvo de CobreNeeliim J. NiinPas encore d'évaluation
- Fabricación de cuchillas de corte mediante metalurgia de polvosDocument6 pagesFabricación de cuchillas de corte mediante metalurgia de polvosfausto caicedoPas encore d'évaluation
- Comparacion Entre Teoria de Conminucion Clasica y La Teoria Moderna de ConminucionDocument9 pagesComparacion Entre Teoria de Conminucion Clasica y La Teoria Moderna de ConminucionAmerico Ylich Oscanoa Alvarez100% (1)
- Metalurgia de Los PolvosDocument7 pagesMetalurgia de Los PolvosJhon Breiner Arevalo OrozcoPas encore d'évaluation
- Propuesta Trabajo de Grado Final Avance 20 SepDocument10 pagesPropuesta Trabajo de Grado Final Avance 20 SepMauricio BautistaPas encore d'évaluation
- Reducción Del Consumo de Energía en Los Procesos de Minería MetalicaDocument9 pagesReducción Del Consumo de Energía en Los Procesos de Minería Metalicanelson javier perezPas encore d'évaluation
- Fabricación y Caracterización de Espumas de Alúmina para Aplicación en Quemadores Porosos RadiantesDocument15 pagesFabricación y Caracterización de Espumas de Alúmina para Aplicación en Quemadores Porosos RadiantesmaquinasbolmacPas encore d'évaluation
- Extracción de esencias por microondasDocument6 pagesExtracción de esencias por microondasJorge P SejasPas encore d'évaluation
- BoruracionDocument18 pagesBoruracionJuanBarbosaPas encore d'évaluation
- Aplicaciones de Microondas A Arenas Bituminosas y PetróleoDocument21 pagesAplicaciones de Microondas A Arenas Bituminosas y PetróleoAntonio SanchezPas encore d'évaluation
- Tarea Conformado de MetalesDocument2 pagesTarea Conformado de MetalesIsai Keoma Chirinos DiazPas encore d'évaluation
- Grupo 10 Procesamiento de Polvos MetalicosDocument14 pagesGrupo 10 Procesamiento de Polvos MetalicosSergio GutierrezPas encore d'évaluation
- Introducción al imán de neodimio: fabricación y aplicacionesDocument6 pagesIntroducción al imán de neodimio: fabricación y aplicacionesTite PáezPas encore d'évaluation
- Solucion 3 Examen de PiroDocument14 pagesSolucion 3 Examen de PiroClaudio Licla QuispePas encore d'évaluation
- Secado de Papel Con MicroondasDocument14 pagesSecado de Papel Con MicroondasAlvaro J Manosalva AngaritaPas encore d'évaluation
- Informe FinalDocument29 pagesInforme FinalGabriela OlmosPas encore d'évaluation
- John - Montiel T.4 Propiedades Térmicas de Los Materiales.Document14 pagesJohn - Montiel T.4 Propiedades Térmicas de Los Materiales.tomas andres gonzalez mancillaPas encore d'évaluation
- LAB - 2 Polvos MetálicosDocument21 pagesLAB - 2 Polvos MetálicosBryan100% (1)
- Introd. PirometalúrgiaDocument50 pagesIntrod. PirometalúrgiaJose Luis HuamanPas encore d'évaluation
- Soldadura Artistica Con TermoplasticosDocument21 pagesSoldadura Artistica Con TermoplasticosAngelaPas encore d'évaluation
- Cuestionario Pulvimetalurgia y Soldadura Dina BurgosDocument13 pagesCuestionario Pulvimetalurgia y Soldadura Dina BurgosfrancojanPas encore d'évaluation
- Monografia de HornosDocument17 pagesMonografia de HornosMendoza DavidPas encore d'évaluation
- Informe N°3 Desintegracion Mecanica de Un SolidoDocument18 pagesInforme N°3 Desintegracion Mecanica de Un Solidoramiro100% (1)
- Pyro 2008Document109 pagesPyro 2008Alejandro A GuerreroPas encore d'évaluation
- Etapas de La PirometalurgiaDocument12 pagesEtapas de La PirometalurgiaMishell Huaman MendozaPas encore d'évaluation
- Materiales CeramicosDocument8 pagesMateriales CeramicosLuis AngelPas encore d'évaluation
- OsorioRasconDavidAlejandro EnsayoDocument5 pagesOsorioRasconDavidAlejandro EnsayoAlex OsrPas encore d'évaluation
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSAD'EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAPas encore d'évaluation
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaD'EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaPas encore d'évaluation
- Invent A RioDocument3 pagesInvent A RiotayzerozPas encore d'évaluation
- Informe Final Mesa de Diálogo Minas Conga - Publicar - 0Document40 pagesInforme Final Mesa de Diálogo Minas Conga - Publicar - 0tayzerozPas encore d'évaluation
- Diagrama de Pourbaix Oro PeruDocument1 pageDiagrama de Pourbaix Oro PerutayzerozPas encore d'évaluation
- Anm Estrategia Social Pertinente Sostenible para Sector MineroDocument38 pagesAnm Estrategia Social Pertinente Sostenible para Sector MinerotayzerozPas encore d'évaluation
- Informe Isa 2014Document448 pagesInforme Isa 2014tayzerozPas encore d'évaluation
- Presentacion Actualizacion de Las Normas PDFDocument49 pagesPresentacion Actualizacion de Las Normas PDFDiana RocíoPas encore d'évaluation
- Adm y PDMDocument57 pagesAdm y PDMtayzerozPas encore d'évaluation
- Recuperar Baterias (POR DAVID MJ) GTEL WWW - Energia-Libre - InfoDocument7 pagesRecuperar Baterias (POR DAVID MJ) GTEL WWW - Energia-Libre - InfoRaul TixePas encore d'évaluation
- ANEXO ChimuDocument31 pagesANEXO ChimutayzerozPas encore d'évaluation
- MiningDocument16 pagesMiningArnaldo Enrique Rojas CortesPas encore d'évaluation
- Formulación 11Document1 pageFormulación 11tayzerozPas encore d'évaluation
- Iso 9001 - 2015Document16 pagesIso 9001 - 2015JosueChavezPas encore d'évaluation
- Zinc Mine Rolo GiaDocument1 pageZinc Mine Rolo GiaCarlos AlbertoPas encore d'évaluation
- Informe de Sostenibilidad 2013 AntaminaDocument42 pagesInforme de Sostenibilidad 2013 AntaminaAura BluePas encore d'évaluation
- Planta de ZENITH Molino MTW175 en Mexico PDFDocument9 pagesPlanta de ZENITH Molino MTW175 en Mexico PDFtayzerozPas encore d'évaluation
- Trabajo de HidrometaDocument10 pagesTrabajo de HidrometatayzerozPas encore d'évaluation
- Biolixiviaciondelcobre 130411110606 Phpapp02Document35 pagesBiolixiviaciondelcobre 130411110606 Phpapp02Walter Andrés Orquera100% (1)
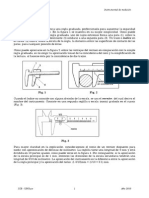
- El Vernier y El Tornillo Micrométrico PDFDocument5 pagesEl Vernier y El Tornillo Micrométrico PDFOscar D GaleaPas encore d'évaluation
- Cuadros de MatlabDocument2 pagesCuadros de MatlabtayzerozPas encore d'évaluation
- Proceso Productivo Antamina PDFDocument2 pagesProceso Productivo Antamina PDFtayzerozPas encore d'évaluation
- Influencia de la distribución de tamaño de burbujas en la recuperación de cobreDocument6 pagesInfluencia de la distribución de tamaño de burbujas en la recuperación de cobretayzerozPas encore d'évaluation
- Mat CuaderDocument3 pagesMat CuadertayzerozPas encore d'évaluation
- Ing Roberto Alejandro Talledo VilelaDocument30 pagesIng Roberto Alejandro Talledo VilelatayzerozPas encore d'évaluation
- SAW Shougang Hierro PerúDocument2 pagesSAW Shougang Hierro PerútayzerozPas encore d'évaluation
- An TaminaDocument36 pagesAn Taminaaxel_gutierrez_11Pas encore d'évaluation
- Expresiones Tipicas de La Velocidad de CorrosionDocument19 pagesExpresiones Tipicas de La Velocidad de CorrosiontayzerozPas encore d'évaluation
- Barona FoDocument219 pagesBarona FoWilliam ThompsonPas encore d'évaluation
- Corrosion Elctroquimica - Velocidad de CorrosionDocument34 pagesCorrosion Elctroquimica - Velocidad de CorrosiontayzerozPas encore d'évaluation
- Informe Laboratorio - Física 2 FinalDocument10 pagesInforme Laboratorio - Física 2 FinalCami Andrews JuliPas encore d'évaluation
- Prueba Diagnostica 5toDocument4 pagesPrueba Diagnostica 5toJose Luis100% (1)
- Cálculo Térmico y Balance Térmico de MciDocument14 pagesCálculo Térmico y Balance Térmico de MciGerman Junior Diaz DonadoPas encore d'évaluation
- CN Planif DCD 4toDocument49 pagesCN Planif DCD 4tolouveraPas encore d'évaluation
- Informe Energía TérmicaDocument12 pagesInforme Energía TérmicaFredy Cruz100% (2)
- Simulacion UnidDocument144 pagesSimulacion Unidfran caceresPas encore d'évaluation
- CPT Fap Proteccion Contra Sobretensiones CSH1 50Document2 pagesCPT Fap Proteccion Contra Sobretensiones CSH1 50Daniel Villamil ArdilaPas encore d'évaluation
- Campos ConservativosDocument4 pagesCampos Conservativosemmanuel castilloPas encore d'évaluation
- Taller de Maquinas Grupo 3Document4 pagesTaller de Maquinas Grupo 3yamidPas encore d'évaluation
- Denominación de bornes según DIN 72.552Document3 pagesDenominación de bornes según DIN 72.552Marco LópezPas encore d'évaluation
- 7 Psicología Integral y Karate-Do Propuesta Que Incluye El Ki en La Disminución de La Ansiedad PDFDocument13 pages7 Psicología Integral y Karate-Do Propuesta Que Incluye El Ki en La Disminución de La Ansiedad PDFCésar VillanuevaPas encore d'évaluation
- CUADERNOSDocument15 pagesCUADERNOSPedro Arreola VillarrealPas encore d'évaluation
- Arquitectura Bioclimática - IntroducciónDocument4 pagesArquitectura Bioclimática - IntroducciónluisdeviPas encore d'évaluation
- Instalaciones Calderas DomiciliariasDocument36 pagesInstalaciones Calderas DomiciliariasBerenisse Cedillo ReyesPas encore d'évaluation
- ProductoComponentes CANVADocument3 pagesProductoComponentes CANVAdaviddelacruzosorioPas encore d'évaluation
- Motores de inducción: ejercicios y preguntas de repasoDocument47 pagesMotores de inducción: ejercicios y preguntas de repasoNixon Teran80% (5)
- Ejercicios de TermodinámicaDocument14 pagesEjercicios de TermodinámicaCriMarGue0% (1)
- Ahorro de EnergíaDocument19 pagesAhorro de EnergíaErikaPas encore d'évaluation
- Carecterizacion de Los Combustibles en EcuadorDocument9 pagesCarecterizacion de Los Combustibles en EcuadorkarinaselenevelezPas encore d'évaluation
- AxzxzzzDocument2 pagesAxzxzzzSebastian PalaciosPas encore d'évaluation
- EN2 - Ejemplo Resuelto - Cálculo de Un Ciclo de Vapor Con RecalentamientoDocument8 pagesEN2 - Ejemplo Resuelto - Cálculo de Un Ciclo de Vapor Con RecalentamientoFacu AsiPas encore d'évaluation
- Calculo de Calibre de Alimentador para Los Motores m1Document5 pagesCalculo de Calibre de Alimentador para Los Motores m1Nahori ChunPas encore d'évaluation
- Calderas IndustrialesDocument11 pagesCalderas IndustrialesRober Moises Chumbe SoveroPas encore d'évaluation
- Energía Linterna - Diseña Soluciones...Document7 pagesEnergía Linterna - Diseña Soluciones...Maylin LttPas encore d'évaluation
- MatDocument240 pagesMatroyeramaPas encore d'évaluation
- Arranque de MotoresDocument20 pagesArranque de MotoresJose Gabriel Torrealba OropezaPas encore d'évaluation
- TA 2. 201720 El Motor de CIA AutomotrizDocument46 pagesTA 2. 201720 El Motor de CIA AutomotrizFreddy AyalaPas encore d'évaluation
- Los Cuatro Caminos de Acceso A Lo Profundo en La Escuela de SiloDocument8 pagesLos Cuatro Caminos de Acceso A Lo Profundo en La Escuela de SilodeliraliranPas encore d'évaluation