Vous aimerez peut-être aussi
- Act 6 Contabilidad AdmonDocument7 pagesAct 6 Contabilidad AdmonMariel Campos100% (1)
- Taller1 Modelos Toma DecisionesDocument2 pagesTaller1 Modelos Toma DecisionesDavid GómezPas encore d'évaluation
- Ejercicios de Transporte & AsignaciónDocument1 pageEjercicios de Transporte & AsignaciónjczernaPas encore d'évaluation
- Informe de Lectura De: JUST MODELING THROUGH: A ROUGH GUIDE TO MODELINGDocument3 pagesInforme de Lectura De: JUST MODELING THROUGH: A ROUGH GUIDE TO MODELINGEfrain Sampedro Montoya100% (1)
- Capacitación en El MantenimientoDocument25 pagesCapacitación en El MantenimientoArmando HenríquezPas encore d'évaluation
- Características de ProcesosDocument17 pagesCaracterísticas de ProcesosVaneCristi RosePas encore d'évaluation
- Actividad de La Unidad Uno (1) INVESTI-1Document3 pagesActividad de La Unidad Uno (1) INVESTI-1José Gregorio Romero De La RosaPas encore d'évaluation
- Practica Io1Document22 pagesPractica Io1ErikLeonPazPas encore d'évaluation
- Taller Practico (Inventarios)Document6 pagesTaller Practico (Inventarios)Kathe Maestre100% (1)
- Taller Casos Favorita-Cafetero...Document4 pagesTaller Casos Favorita-Cafetero...David Ramirez Olaya0% (1)
- Análisis de SensibilidadDocument37 pagesAnálisis de SensibilidadFelix Guillen0% (2)
- Metodo TransporteDocument23 pagesMetodo TransporteJhon GPas encore d'évaluation
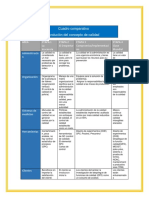
- Administracion de La CalidadDocument3 pagesAdministracion de La CalidadVeronica67% (9)
- Proyecto de Teoria de Colas GasolinerasDocument3 pagesProyecto de Teoria de Colas GasolinerashenryPas encore d'évaluation
- El Método GráficoDocument2 pagesEl Método GráficokaiPas encore d'évaluation
- Regresión Lineal Múltiple A ManoDocument3 pagesRegresión Lineal Múltiple A ManoBenigno BurgosPas encore d'évaluation
- Examen de Teoría de ColasDocument2 pagesExamen de Teoría de ColasAlan Alejandro PoolPas encore d'évaluation
- Equipo Necesario para Operar Un CibercaféDocument4 pagesEquipo Necesario para Operar Un CibercaféjesigaisPas encore d'évaluation
- S16T1 - Ejercicios de EjemploDocument5 pagesS16T1 - Ejercicios de EjemploVENTAS CATABIPas encore d'évaluation
- 6 Herramientas Básicas para El Análisis de La VariabilidadDocument26 pages6 Herramientas Básicas para El Análisis de La VariabilidadHernan Rodrigo Valencia VillacisPas encore d'évaluation
- Una Compañía Manufacturera Descontinuó La Producción de Cierta Línea de Productos No RedituablesDocument4 pagesUna Compañía Manufacturera Descontinuó La Producción de Cierta Línea de Productos No RedituablesDIANA STEPHANIE OJEDA RENGIFO100% (1)
- Practica Contabilidad IIDocument2 pagesPractica Contabilidad IIStarlin Tapia0% (1)
- Teoria de Colas para Determinar Tamaño de Cuadrilla de MantenimientoDocument4 pagesTeoria de Colas para Determinar Tamaño de Cuadrilla de MantenimientocerobePas encore d'évaluation
- Nila Problema 2 de La 5ta AnahíDocument2 pagesNila Problema 2 de La 5ta AnahíAnonymous SgPkZ6YH0% (2)
- Taller 2-I CorteDocument30 pagesTaller 2-I Cortepedro soria100% (1)
- Taller 02 Los Pastores Del AseoDocument12 pagesTaller 02 Los Pastores Del Aseokatherine quevedoPas encore d'évaluation
- B Tema 6 Metodos de Registro Analitico 2014-1Document17 pagesB Tema 6 Metodos de Registro Analitico 2014-1IsabelMolinaR100% (2)
- Actividad Calificable No. 2Document5 pagesActividad Calificable No. 2AnJe Santana100% (2)
- Actividad 5 TripticoDocument2 pagesActividad 5 TripticoOscar SmithPas encore d'évaluation
- Taller Programacion EnteraDocument5 pagesTaller Programacion EnterajucamaniPas encore d'évaluation
- Unidad 3 Patrones de Comportamiento de Los CostosDocument21 pagesUnidad 3 Patrones de Comportamiento de Los Costosjean lopezPas encore d'évaluation
- Ejercicios Cadenas de MarkovDocument2 pagesEjercicios Cadenas de MarkovCory RamosPas encore d'évaluation
- Practica 3 IO1Document13 pagesPractica 3 IO1Mauricio ZavalaPas encore d'évaluation
- Segundo Parcial de MacroeconomíaDocument1 pageSegundo Parcial de MacroeconomíaduvanPas encore d'évaluation
- Investigacion Operativa IIDocument2 pagesInvestigacion Operativa IIjuan camilo vargasPas encore d'évaluation
- Fred Jonasson Administra La Granja de Su FamiliaDocument2 pagesFred Jonasson Administra La Granja de Su FamiliaBrandon VidalPas encore d'évaluation
- Planteamiento de Las Variables de Producción de Proceso y de CalidadDocument3 pagesPlanteamiento de Las Variables de Producción de Proceso y de CalidadCelia CPas encore d'évaluation
- Ejercicios Costos Act. 6Document6 pagesEjercicios Costos Act. 6Anonymous ZMEyyXioMxPas encore d'évaluation
- Principios Relacionados Con El Cuerpo HumanoDocument3 pagesPrincipios Relacionados Con El Cuerpo HumanoHéctor AtzinPas encore d'évaluation
- Ejercicio Arte y Diseño (3) CONTABILIDADDocument13 pagesEjercicio Arte y Diseño (3) CONTABILIDADAris Yamil NuñezPas encore d'évaluation
- 3.1 Materiales DirectosDocument5 pages3.1 Materiales DirectosJuan RodríguezPas encore d'évaluation
- Papas MargaritaDocument1 pagePapas MargaritaRicardo Azport100% (1)
- Manual Practicas PEyADDocument49 pagesManual Practicas PEyADJose Refugio Ruiz GarciaPas encore d'évaluation
- Tare1 MelissaDocument7 pagesTare1 MelissaEmutransito EPPas encore d'évaluation
- Resumen Cap 4 Teoria de Sistemas - Elementos de Un SistemaDocument2 pagesResumen Cap 4 Teoria de Sistemas - Elementos de Un SistemaKEVIN MAURICIO CEBALLOS MORAPas encore d'évaluation
- Presentacion XubioDocument3 pagesPresentacion XubioJuan Eduardo Linares BolañoPas encore d'évaluation
- Taller 4 - 12 de AgostoDocument10 pagesTaller 4 - 12 de AgostoLUIS DELGADO HERNANDEZPas encore d'évaluation
- Serie Algebra Lineal TEMA 4Document7 pagesSerie Algebra Lineal TEMA 4Darío Fernando Núñez HernándezPas encore d'évaluation
- Ejercicio 04 FyEFDocument4 pagesEjercicio 04 FyEFIsabel BelizarioPas encore d'évaluation
- RESUMEN Cap 10 en AdelanteDocument15 pagesRESUMEN Cap 10 en AdelanteSilvia Romina CostillaPas encore d'évaluation
- Descuentos Por CantidadDocument2 pagesDescuentos Por CantidadVERONICA MARIA GUZMAN RESTREPOPas encore d'évaluation
- Ejercicio 3 ElasticidadDocument3 pagesEjercicio 3 ElasticidadYulino CalderonPas encore d'évaluation
- Problemas - Actividad 3Document7 pagesProblemas - Actividad 3AlfonsoPas encore d'évaluation
- Metodo SimplexDocument5 pagesMetodo SimplexLUZ KARIME TORRES LOZADAPas encore d'évaluation
- Actividad Semana 1 - Cuadro ComparativoDocument5 pagesActividad Semana 1 - Cuadro ComparativoWilfredo Diaz GarciaPas encore d'évaluation
- Ojivas y PictogramaDocument13 pagesOjivas y PictogramaAlberto CespedesPas encore d'évaluation
- Act. 1 Inv Operaciones - Ricardo-Paez-2021-1Document26 pagesAct. 1 Inv Operaciones - Ricardo-Paez-2021-1ricardopaezcPas encore d'évaluation
- Matute ElmerActivida10ControlDocument11 pagesMatute ElmerActivida10ControlELMER MATUTEPas encore d'évaluation
- UNIDADTEMATICA3Document23 pagesUNIDADTEMATICA3Pablo ContrerasPas encore d'évaluation
- Flor - Mejia - Herramientas de Control de CalidadDocument10 pagesFlor - Mejia - Herramientas de Control de CalidadFlor Berenize Mejia CarranzaPas encore d'évaluation
- Valores PrimordialesDocument2 pagesValores PrimordialesArmando RomayPas encore d'évaluation
- Separadores HorizontalesDocument3 pagesSeparadores HorizontalesArmando RomayPas encore d'évaluation
- Problema 1 Reactor IsotermicoDocument7 pagesProblema 1 Reactor IsotermicoArmando RomayPas encore d'évaluation
- Manual Basico de CHEMCADDocument4 pagesManual Basico de CHEMCADArmando RomayPas encore d'évaluation
- Secado en Lechos FluidizadosDocument4 pagesSecado en Lechos FluidizadosArmando RomayPas encore d'évaluation
- Impacto Ambiental y Economico de Los Procesos de ExtracciónDocument2 pagesImpacto Ambiental y Economico de Los Procesos de ExtracciónArmando Romay0% (1)
- Impacto Ambiental y Economico de Los Procesos de ExtracciónDocument2 pagesImpacto Ambiental y Economico de Los Procesos de ExtracciónArmando Romay0% (1)
- Zona E2Document62 pagesZona E2Bayron AraujoPas encore d'évaluation
- PNF MIC Orientaciones Estudiantes y Profesores Semana 7 Del 8 Al 13 de JunioDocument62 pagesPNF MIC Orientaciones Estudiantes y Profesores Semana 7 Del 8 Al 13 de JunioLA India Romero100% (1)
- Actividades y Actividad IntegradoraDocument12 pagesActividades y Actividad IntegradoraEdgar perezPas encore d'évaluation
- Terapia PsicológicaDocument13 pagesTerapia PsicológicaAndrea MiñoPas encore d'évaluation
- Boletín 003Document6 pagesBoletín 003Sandry Ortega SuarezPas encore d'évaluation
- MANUAL de Habilidades 8 11Document99 pagesMANUAL de Habilidades 8 11AnyelaMeviPas encore d'évaluation
- Orden Dia 24 Abril 2019Document38 pagesOrden Dia 24 Abril 2019islenaPas encore d'évaluation
- Prueba Diagnóstico - 4° BásicoDocument7 pagesPrueba Diagnóstico - 4° BásicoTeddy Andrés Rodríguez FaríasPas encore d'évaluation
- Biografía de Ovide DecrolyDocument5 pagesBiografía de Ovide DecrolyCamilo AndradePas encore d'évaluation
- APELACIONDocument48 pagesAPELACIONLeandro AlejandroPas encore d'évaluation
- Doctrinas IiDocument68 pagesDoctrinas Iiodir diazPas encore d'évaluation
- Lista de Invitados DURBY 01Document5 pagesLista de Invitados DURBY 01Angel Arturo Oxacopa GarciaPas encore d'évaluation
- Guía 6Document9 pagesGuía 6Brigette AvilaPas encore d'évaluation
- La Última HojaDocument8 pagesLa Última HojaKemberli gualdronPas encore d'évaluation
- Sistema de Conservación Regional Amazonas PDFDocument36 pagesSistema de Conservación Regional Amazonas PDFswietenia10Pas encore d'évaluation
- Infografia Etica EmpresarialDocument4 pagesInfografia Etica Empresarialyina fernandez gilPas encore d'évaluation
- Mi Identidad Como Docente (Ensayo)Document5 pagesMi Identidad Como Docente (Ensayo)Angel JairPas encore d'évaluation
- Esquema de Portafolio Andres Bello 2020 IIDocument2 pagesEsquema de Portafolio Andres Bello 2020 IISahara Maron CalsinPas encore d'évaluation
- Sitios Ramsar Del EcuadorDocument7 pagesSitios Ramsar Del EcuadorLH JavierPas encore d'évaluation
- Monografia de Ablandadores de AguaDocument30 pagesMonografia de Ablandadores de AguaLucerito D MazedoPas encore d'évaluation
- Diario de Campo 2Document3 pagesDiario de Campo 2Jose Millan100% (4)
- Clasificacion de La Enfermedades PulparesDocument3 pagesClasificacion de La Enfermedades PulparesRosaalba TrinidadPas encore d'évaluation
- Examen Final CapacitacionDocument2 pagesExamen Final CapacitacionFelipe Lesmes CorreaPas encore d'évaluation
- Módulos Diplomado Salud Pública - Lic Eva Cruz EspinalDocument9 pagesMódulos Diplomado Salud Pública - Lic Eva Cruz EspinalEvita CruzPas encore d'évaluation
- Formulariodemanda - de - Pension 2016 PDFDocument4 pagesFormulariodemanda - de - Pension 2016 PDFAnonymous xf8W6LPas encore d'évaluation
- Planificación Lenguaje Unidad 1 4° A 2023Document7 pagesPlanificación Lenguaje Unidad 1 4° A 2023Marcela QuilodranPas encore d'évaluation
- Proyecto Comunicacion Social 2013 NORA BOBAREDocument54 pagesProyecto Comunicacion Social 2013 NORA BOBAREElainePas encore d'évaluation
- Platos Tipicos Del PeruDocument3 pagesPlatos Tipicos Del PeruKerhycs Roman100% (1)
- Crítica Literaria y GéneroDocument164 pagesCrítica Literaria y GéneroAnaLauraPas encore d'évaluation
- Jornada Limpieza 2024Document1 pageJornada Limpieza 2024ᎷᎽ ᎠᎯᎷPas encore d'évaluation