Vous aimerez peut-être aussi
- Ppi-02-Civil y Sus Registros - Rev.01Document13 pagesPpi-02-Civil y Sus Registros - Rev.01jimper26Pas encore d'évaluation
- TermofusiónDocument15 pagesTermofusiónjimper26Pas encore d'évaluation
- PPI-04-AISLAMIENTO Y SUS REGISTROS Rev. 01Document5 pagesPPI-04-AISLAMIENTO Y SUS REGISTROS Rev. 01jimper26100% (1)
- Almuerzo ConfraternidadDocument6 pagesAlmuerzo Confraternidadjimper26Pas encore d'évaluation
- PRC-16 TermofusionDocument18 pagesPRC-16 Termofusionjimper26Pas encore d'évaluation
- Ppi-05 - Serpentin y RegistrosDocument12 pagesPpi-05 - Serpentin y Registrosjimper26100% (2)
- Misión y VisiónDocument1 pageMisión y Visiónjimper26100% (1)
- Plan de Trabajo AmbientalDocument13 pagesPlan de Trabajo Ambientaljimper26Pas encore d'évaluation
- Hdpe Procedimiento BorradorDocument13 pagesHdpe Procedimiento Borradorjimper26Pas encore d'évaluation
- Procedimiento de Prueba NeumaticaDocument6 pagesProcedimiento de Prueba Neumaticajimper26Pas encore d'évaluation
- Cir Alt Tra 20529914718 35418862 28092020123031Document2 pagesCir Alt Tra 20529914718 35418862 28092020123031jimper26Pas encore d'évaluation
- Indice de Dossier de CalidadDocument3 pagesIndice de Dossier de Calidadjimper26100% (2)
- Importancia Del Conocer La Legislación Laboral en Nuestro PaísDocument2 pagesImportancia Del Conocer La Legislación Laboral en Nuestro Paísjimper26Pas encore d'évaluation
- Presentación Linea Residual - MCLDocument12 pagesPresentación Linea Residual - MCLjimper26Pas encore d'évaluation
- Ppi - VilocrusacDocument12 pagesPpi - Vilocrusacjimper26Pas encore d'évaluation
- Welding Map Tanque 180 PDFDocument1 pageWelding Map Tanque 180 PDFjimper26Pas encore d'évaluation
- Listado Equipos de InspeccionDocument4 pagesListado Equipos de Inspeccionjimper26100% (1)
- Welding Map Tanque 180Document1 pageWelding Map Tanque 180jimper26Pas encore d'évaluation
- HPFZDocument37 pagesHPFZjimper26Pas encore d'évaluation
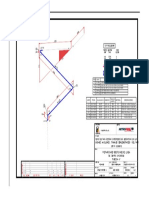
- Vilocru 2019 P 003 Welding Map Linea Sci 6Document1 pageVilocru 2019 P 003 Welding Map Linea Sci 6jimper26Pas encore d'évaluation
- CORC-RE007-POG - gc-002 Certificados de Calibracion de Equipos e Instrum1Document14 pagesCORC-RE007-POG - gc-002 Certificados de Calibracion de Equipos e Instrum1jimper26Pas encore d'évaluation
- Cotización LABSol 2019-08 VilocruDocument1 pageCotización LABSol 2019-08 Vilocrujimper26Pas encore d'évaluation
- Orden de Servicio - 162 - 2018 - Sepremor - Servicio en Selva Km55!96!228-229Document3 pagesOrden de Servicio - 162 - 2018 - Sepremor - Servicio en Selva Km55!96!228-229jimper26Pas encore d'évaluation
- Fisiologia VestibularDocument64 pagesFisiologia VestibularHugo Cifuentes Diaz orlPas encore d'évaluation
- Cadena de FrioDocument33 pagesCadena de FrioWalter Espinoza Espiritu100% (1)
- MECÁNICA DE FLUIDOS (Versión Final) PDFDocument96 pagesMECÁNICA DE FLUIDOS (Versión Final) PDFKmiloMarimonPas encore d'évaluation
- Testigo de La Verdad: El Mensaje de JesúsDocument163 pagesTestigo de La Verdad: El Mensaje de JesúsdfvedvwrPas encore d'évaluation
- Semana 05Document4 pagesSemana 05m_jacPas encore d'évaluation
- Motor Scania 12 LT AutobusDocument21 pagesMotor Scania 12 LT AutobusHenry Cardenas Correa100% (5)
- Solucion Taller 1-2 QuimicaDocument7 pagesSolucion Taller 1-2 Quimicanikiavzu0618Pas encore d'évaluation
- Laboratorios de HidrocarburosDocument4 pagesLaboratorios de HidrocarburosYessica RangelPas encore d'évaluation
- Accesorios Calefaccion Tarifa PVP SalvadorEscoda PDFDocument101 pagesAccesorios Calefaccion Tarifa PVP SalvadorEscoda PDFValentín GómezPas encore d'évaluation
- Informe Inercia RotacionalDocument12 pagesInforme Inercia RotacionalAlexis PereiraPas encore d'évaluation
- Informe 1 TopografiaDocument12 pagesInforme 1 TopografiaAntony Quispe AlvaresPas encore d'évaluation
- Apuntes de FundiciónDocument212 pagesApuntes de FundiciónBryan TorresPas encore d'évaluation
- Hid Ro Carbu Rose Structur A GeneralDocument10 pagesHid Ro Carbu Rose Structur A GeneralRafael UzcáteguiPas encore d'évaluation
- Quimica Organica PHDocument4 pagesQuimica Organica PHJR ALMANZARPas encore d'évaluation
- Apuntes de Lenguaje MusicalDocument24 pagesApuntes de Lenguaje MusicalAnabella BiagPas encore d'évaluation
- Analisis de Imagenes SatelitalesDocument59 pagesAnalisis de Imagenes SatelitalesprigoginePas encore d'évaluation
- Reporte Bomba en Serie y Paralelo LEM IIDocument14 pagesReporte Bomba en Serie y Paralelo LEM IIMariana Alexandra Martínez MárquezPas encore d'évaluation
- Prob 1a Ley TermoDocument24 pagesProb 1a Ley Termobrandon paulPas encore d'évaluation
- Ud02 ProgramacionDocument9 pagesUd02 ProgramacionmparejacursoPas encore d'évaluation
- 8 Razonamiento Cuantiativo Guia 1Document6 pages8 Razonamiento Cuantiativo Guia 1Laura Valentina Marin SuarezPas encore d'évaluation
- Actividad de Aprendizaje 4-3Document2 pagesActividad de Aprendizaje 4-3clementevasquezmirenaPas encore d'évaluation
- Tema #1Document7 pagesTema #1ozzzPas encore d'évaluation
- Guía de Campo de R - Wiki IMBIVDocument62 pagesGuía de Campo de R - Wiki IMBIVstalin13Pas encore d'évaluation
- Diagrama de ParetoDocument5 pagesDiagrama de ParetoRoberto Merino OrósticaPas encore d'évaluation
- Apuntes Electricidad I Ley-De-Coulomb ResueltosDocument3 pagesApuntes Electricidad I Ley-De-Coulomb Resueltosfranco jorqueraPas encore d'évaluation
- HardwarePC JonathanVelezDocument30 pagesHardwarePC JonathanVelezJonathan VelezPas encore d'évaluation
- Material de MatematicasDocument39 pagesMaterial de MatematicasYeilimar VargasPas encore d'évaluation
- Secuencias Didácticas de Matemática AplicadaDocument43 pagesSecuencias Didácticas de Matemática AplicadaM. en C. Arturo Vázquez Córdova100% (2)
- Gas Natural 2010Document107 pagesGas Natural 2010rondador23100% (4)