Vous aimerez peut-être aussi
- Cabinet Making for Beginners - Tools, Joints, Cabinet Construction, Veneering and Inlaying, Drawing, Cutting Lists, Etc., Timber, Fittings, Typical DesignsD'EverandCabinet Making for Beginners - Tools, Joints, Cabinet Construction, Veneering and Inlaying, Drawing, Cutting Lists, Etc., Timber, Fittings, Typical DesignsÉvaluation : 5 sur 5 étoiles5/5 (2)
- Beyond Basic Stained Glass Making: Techniques and Tools to Expand Your AbilitiesD'EverandBeyond Basic Stained Glass Making: Techniques and Tools to Expand Your AbilitiesÉvaluation : 3 sur 5 étoiles3/5 (1)
- Laser Cutter Advanced TechniquesDocument38 pagesLaser Cutter Advanced Techniquesjinxy06100% (1)
- Tutorial - Understanding The PCB Laminate and Prepreg ProcessDocument34 pagesTutorial - Understanding The PCB Laminate and Prepreg ProcessCarlesPonsGaruloPas encore d'évaluation
- Thesis On Laser CuttingDocument8 pagesThesis On Laser Cuttingtonyacartererie100% (2)
- Laser Cut SMT StencilsDocument4 pagesLaser Cut SMT StencilsAvadhutPas encore d'évaluation
- What Is Hole Punching? What Is Drilling?Document6 pagesWhat Is Hole Punching? What Is Drilling?Krisha Ann RosalesPas encore d'évaluation
- BUEHLER Guide To PetrographyDocument8 pagesBUEHLER Guide To PetrographyluciliarPas encore d'évaluation
- Grinding Wheel SelectionDocument6 pagesGrinding Wheel SelectionVaishaliYadavPas encore d'évaluation
- LaserDocument32 pagesLaserNanda Kishore ReddyPas encore d'évaluation
- Catalogo de GratingDocument18 pagesCatalogo de GratingVicente Ricardo Tinajero NovilloPas encore d'évaluation
- Selective Laser SinteringDocument12 pagesSelective Laser SinteringMihai CitcauanPas encore d'évaluation
- DFL 7000Document8 pagesDFL 7000Xin Chen100% (1)
- BCP Technical ConstructionDocument22 pagesBCP Technical ConstructionKarthik KarthikPas encore d'évaluation
- Fiberglass and Composite Material Design GuideDocument4 pagesFiberglass and Composite Material Design GuideSteven PentonPas encore d'évaluation
- Basics MetallographyDocument13 pagesBasics Metallographysantu_23Pas encore d'évaluation
- Grinding and Polishing GuideDocument23 pagesGrinding and Polishing GuideICL EngineeringPas encore d'évaluation
- Stamping Design GuidelineDocument13 pagesStamping Design GuidelineVikram Borkhediya100% (1)
- Water and Abrasive Jet MachiningDocument47 pagesWater and Abrasive Jet Machining01fe16bme163Pas encore d'évaluation
- Engineers Reference HandbookDocument192 pagesEngineers Reference Handbooksfi_chennaiPas encore d'évaluation
- Sorbothane SPG Sheet StockDocument8 pagesSorbothane SPG Sheet Stockkhal73Pas encore d'évaluation
- Selecting The Right WaterjetDocument25 pagesSelecting The Right WaterjetFilipe AntunesPas encore d'évaluation
- Abrasive CuttingDocument7 pagesAbrasive CuttinggaborodcPas encore d'évaluation
- 2 - Ashby Method: 2.1 - Introduction To Materials SelectionDocument25 pages2 - Ashby Method: 2.1 - Introduction To Materials Selectionsgr_kansagraPas encore d'évaluation
- Water Jet: A Promising Method For Cutting Optical GlassDocument5 pagesWater Jet: A Promising Method For Cutting Optical GlassmohamadazareshPas encore d'évaluation
- Huntsman RenshapeToolingBoard MDSDocument4 pagesHuntsman RenshapeToolingBoard MDSIsczuPas encore d'évaluation
- RP Lab Handout - Lasers Small1Document12 pagesRP Lab Handout - Lasers Small1api-246710030Pas encore d'évaluation
- Materials SLADocument30 pagesMaterials SLAR RAJESWARIPas encore d'évaluation
- Yp Yp Yp Yp YpDocument8 pagesYp Yp Yp Yp YpShantaram ZanwarPas encore d'évaluation
- Cutting Know HowDocument18 pagesCutting Know Howlugarx100% (1)
- Effect of Number of Flutes of An End MillDocument3 pagesEffect of Number of Flutes of An End MillAtul GaurPas encore d'évaluation
- Abro SandpapersDocument1 pageAbro SandpapersKaustav PatraPas encore d'évaluation
- SH-G350D Machine With & Certification, High Quality, High Speed, High PrecisionDocument8 pagesSH-G350D Machine With & Certification, High Quality, High Speed, High Precisionmario ramonPas encore d'évaluation
- Strong: StuffDocument9 pagesStrong: StuffAnonymous FO2ABXXPas encore d'évaluation
- Machining GuidelinesDocument34 pagesMachining GuidelinesHamsini712Pas encore d'évaluation
- Laser Cutting Information 2015Document5 pagesLaser Cutting Information 2015MageshwarPas encore d'évaluation
- Topography & Roughness Study: of Various Sandpaper GritsDocument8 pagesTopography & Roughness Study: of Various Sandpaper GritsrankomanPas encore d'évaluation
- H-93481 Cutting Machining NOMEX Press BoardDocument8 pagesH-93481 Cutting Machining NOMEX Press BoardmelihozdoganPas encore d'évaluation
- Fiberglass Design GuideDocument4 pagesFiberglass Design GuideMarcos SoarPas encore d'évaluation
- The Design of Plastic Cutting Tools PDFDocument3 pagesThe Design of Plastic Cutting Tools PDFmuhammad imam100% (1)
- X1 MaterialData 420SS 062519Document2 pagesX1 MaterialData 420SS 062519Nicola MerzagoraPas encore d'évaluation
- Mechanical Advanced Machining Processes: Abrasive Jet Machining-AJM Ultrasonic machining-USMDocument31 pagesMechanical Advanced Machining Processes: Abrasive Jet Machining-AJM Ultrasonic machining-USMsajjad NPas encore d'évaluation
- Laser and Waterjet CapabilitiesDocument5 pagesLaser and Waterjet CapabilitiesioanchiPas encore d'évaluation
- Fibreglass Boat BuildingDocument11 pagesFibreglass Boat BuildingLadi O Daniel100% (1)
- Comparison Between Laser Cut Stencil and Etching Stencil in SMT IndustryDocument8 pagesComparison Between Laser Cut Stencil and Etching Stencil in SMT IndustryjackPas encore d'évaluation
- Laser Cutting: Diagram of A Laser CutterDocument9 pagesLaser Cutting: Diagram of A Laser CutterSuraj NagpalPas encore d'évaluation
- Laser Cut Quality GuideDocument18 pagesLaser Cut Quality Guidepaulo gonzalez100% (2)
- Brochure TIMREX Graphites For Carbon Brushes and Carbon PartsDocument12 pagesBrochure TIMREX Graphites For Carbon Brushes and Carbon PartsvarundodhiaPas encore d'évaluation
- Gasket Manufacturing: Laserqc®Document2 pagesGasket Manufacturing: Laserqc®Frandika PrimayogaPas encore d'évaluation
- Grit Comparison ChartDocument3 pagesGrit Comparison ChartAlex LomakovPas encore d'évaluation
- Fiberglass Design GuideDocument4 pagesFiberglass Design Guide0410636Pas encore d'évaluation
- Laser SettingsDocument1 pageLaser SettingsPedro Mendoza BarriosPas encore d'évaluation
- Paper Screen WireDocument7 pagesPaper Screen Wirexiaochi1989Pas encore d'évaluation
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersD'EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersÉvaluation : 3.5 sur 5 étoiles3.5/5 (2)
- Getting Started with Handplanes: How to Choose, Set Up, and Use Planes for Fantastic ResultsD'EverandGetting Started with Handplanes: How to Choose, Set Up, and Use Planes for Fantastic ResultsÉvaluation : 1 sur 5 étoiles1/5 (1)
- Fresh Designs for Woodworking: Stylish Scroll Saw Projects to Decorate Your HomeD'EverandFresh Designs for Woodworking: Stylish Scroll Saw Projects to Decorate Your HomeÉvaluation : 5 sur 5 étoiles5/5 (2)
- Family Handyman Do-It-Yourself Basics Volume 2D'EverandFamily Handyman Do-It-Yourself Basics Volume 2Family HandymanÉvaluation : 5 sur 5 étoiles5/5 (2)
- Basic Picture Framing: All the Skills and Tools You Need to Get StartedD'EverandBasic Picture Framing: All the Skills and Tools You Need to Get StartedPas encore d'évaluation
- Easy Handmade Toys & Puzzles: 35 Wood Projects & PatternsD'EverandEasy Handmade Toys & Puzzles: 35 Wood Projects & PatternsÉvaluation : 4 sur 5 étoiles4/5 (1)
- 2005 KJ ChassisDocument56 pages2005 KJ Chassismock_erPas encore d'évaluation
- Pravilnik o Tlačnoj OpremiDocument51 pagesPravilnik o Tlačnoj Opremidane05Pas encore d'évaluation
- Temperature Transients in A Cylindrical Pressure Vessel Filled From VacuumDocument8 pagesTemperature Transients in A Cylindrical Pressure Vessel Filled From Vacuumdane05100% (1)
- Area Moment of Inertia Section Properties Half Tube Calculator - Engineers Edge - WWW - EngineersedgeDocument2 pagesArea Moment of Inertia Section Properties Half Tube Calculator - Engineers Edge - WWW - Engineersedgedane05Pas encore d'évaluation
- Injectors EcuDocument5 pagesInjectors Ecudane05100% (1)
- Cijevi KatalogDocument15 pagesCijevi Katalogdane05Pas encore d'évaluation
- Buckling Analysis of Cold Formed Silo ColumnDocument12 pagesBuckling Analysis of Cold Formed Silo Columndane05Pas encore d'évaluation
- Folien SFPS 5Document13 pagesFolien SFPS 5psiunia974Pas encore d'évaluation
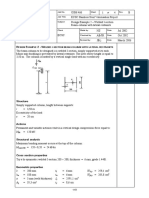
- Example 4Document4 pagesExample 4dane05Pas encore d'évaluation
- Budownictwo Zeszyt 1 B (11) 2015 7Document12 pagesBudownictwo Zeszyt 1 B (11) 2015 7EddySyahputraBenSyahrenPas encore d'évaluation
- Calculation Sheet: Esign Xample Esistance To Concentrated LoadsDocument6 pagesCalculation Sheet: Esign Xample Esistance To Concentrated LoadsprakashPas encore d'évaluation
- Example2 PDFDocument4 pagesExample2 PDFdane05Pas encore d'évaluation
- Example 13Document9 pagesExample 13droates100% (1)
- Laser Z Axis AutofocusDocument2 pagesLaser Z Axis Autofocusdane05Pas encore d'évaluation
- Kovani10 Ukrasne Plocice RoseteDocument7 pagesKovani10 Ukrasne Plocice Rosetedane05Pas encore d'évaluation
- Scan Gap To DPI 25Document1 pageScan Gap To DPI 25dane05Pas encore d'évaluation
- RasterToVector CorelDocument11 pagesRasterToVector Coreldane05Pas encore d'évaluation
- Nacrt Kosnica LRDocument9 pagesNacrt Kosnica LRDamir Becirevic100% (1)
- Radiator Selection Guide 2008 UK-file026034Document36 pagesRadiator Selection Guide 2008 UK-file026034dane05Pas encore d'évaluation
- Corel Engrave BricksDocument7 pagesCorel Engrave Bricksdane05Pas encore d'évaluation
- AlDocument50 pagesAldane05Pas encore d'évaluation
- Whats New in Asme A 2010Document19 pagesWhats New in Asme A 2010Sudhanshu ShekharPas encore d'évaluation
- Kovani7 Profili RukohvatiDocument16 pagesKovani7 Profili Rukohvatidane05Pas encore d'évaluation
- Steam Boiler Technology EbookDocument14 pagesSteam Boiler Technology Ebookeligius884129Pas encore d'évaluation
- 04 035 042 Corrugated GasketsDocument8 pages04 035 042 Corrugated Gasketsdane05Pas encore d'évaluation
- 02 009 015 Gasket ProfilesDocument7 pages02 009 015 Gasket Profilesdane05Pas encore d'évaluation
- BioEnergy VKKDocument24 pagesBioEnergy VKKdane05Pas encore d'évaluation
- HM Galant Korrekturfaktor enDocument1 pageHM Galant Korrekturfaktor endane05Pas encore d'évaluation
- Rochester GaugesDocument20 pagesRochester Gaugesdane05Pas encore d'évaluation
- Proposed Pre Final-1 Time Table With Weightage.. MPC, Bipc&Civils-AP&TsDocument17 pagesProposed Pre Final-1 Time Table With Weightage.. MPC, Bipc&Civils-AP&TsAbhiram muddanaPas encore d'évaluation
- Hitec - Mikroskopy Pomiarowe QZW1 - 2016 ENDocument2 pagesHitec - Mikroskopy Pomiarowe QZW1 - 2016 END.T.Pas encore d'évaluation
- Nikon Coolpix B700 Digital Camera InformationDocument1 pageNikon Coolpix B700 Digital Camera InformationPrachi PandeyPas encore d'évaluation
- E275-08 (2013) Standard Practice For Describing and Measuring Performance of Ultraviolet and Visible SpectrophotometersDocument11 pagesE275-08 (2013) Standard Practice For Describing and Measuring Performance of Ultraviolet and Visible Spectrophotometersislamaktham100% (3)
- User Manual D3 UsDocument26 pagesUser Manual D3 UsserddsPas encore d'évaluation
- Labsphere PDFDocument44 pagesLabsphere PDFfmtzvargasPas encore d'évaluation
- Physics Manual BSPH-191Document65 pagesPhysics Manual BSPH-191Doge DogePas encore d'évaluation
- Direction: Our BranchesDocument2 pagesDirection: Our Branchescarerer572Pas encore d'évaluation
- Fem To Second LaserDocument4 pagesFem To Second LaserIlham Suryo Wibowo AntonoPas encore d'évaluation
- 4.4 Waves - Electromagnetic Waves QPDocument30 pages4.4 Waves - Electromagnetic Waves QPwillowchenchenPas encore d'évaluation
- Eagau08 Acnechartv6-090208Document2 pagesEagau08 Acnechartv6-090208yxmrsxPas encore d'évaluation
- OG Operator Guide Advia 2120iDocument470 pagesOG Operator Guide Advia 2120iEstie Kiriwenno100% (1)
- Electronic Eye VijeeshDocument25 pagesElectronic Eye VijeeshRuble ThomasPas encore d'évaluation
- Zeeman Effect Queen-MaryDocument11 pagesZeeman Effect Queen-MaryAnonymousPas encore d'évaluation
- Handbook of X-Ray Photoelectron Spectroscopy 1995Document51 pagesHandbook of X-Ray Photoelectron Spectroscopy 1995natasja8100% (1)
- Modelo de Cor RGBDocument15 pagesModelo de Cor RGBbdromeiraPas encore d'évaluation
- Fiber Optic GyroscopesDocument40 pagesFiber Optic GyroscopesFrancisco100% (1)
- Eye Exam FormDocument2 pagesEye Exam FormRichard BakerPas encore d'évaluation
- Astm C1036-16Document10 pagesAstm C1036-16josemanuel0525100% (3)
- PST Optic ExamplesDocument31 pagesPST Optic ExamplesnkosidlaminiPas encore d'évaluation
- Book Prescott, Harley & Klein - Microbiology Cap 02 The Study of Microbial Structure Microscopy and SP PDFDocument24 pagesBook Prescott, Harley & Klein - Microbiology Cap 02 The Study of Microbial Structure Microscopy and SP PDFfath badi100% (1)
- Investigations of Riboflavin Photolysis Via Coloured Light in The Nitro Blue Tetrazolium Assay For Superoxide Dismutase ActivityDocument8 pagesInvestigations of Riboflavin Photolysis Via Coloured Light in The Nitro Blue Tetrazolium Assay For Superoxide Dismutase ActivitySonny RawlsPas encore d'évaluation
- ThaumatropeDocument4 pagesThaumatropeapi-262193618Pas encore d'évaluation
- LC-100 IsocraticDocument1 pageLC-100 Isocraticعبد الرزاق الغراءPas encore d'évaluation
- Minimum Semi-Cylindrical Illuminance and Modelling in Residential Area-PAPERDocument13 pagesMinimum Semi-Cylindrical Illuminance and Modelling in Residential Area-PAPERIBRAHIM ESMAILPas encore d'évaluation
- Application in Daily LifeDocument4 pagesApplication in Daily LifeNurulHazwaniMohdSobri100% (1)
- SOP To Provide The Procedure For Performance Verification and Maintenance of PDA and Spectrofluorometric Detectors. - SOP's For BA - BE StudiesDocument6 pagesSOP To Provide The Procedure For Performance Verification and Maintenance of PDA and Spectrofluorometric Detectors. - SOP's For BA - BE Studiesblack moon funPas encore d'évaluation
- Mpae PDFDocument70 pagesMpae PDFKABADDI RISINGPas encore d'évaluation
- Optical Fiber CommunicationDocument73 pagesOptical Fiber Communicationhardcore85Pas encore d'évaluation
- Snell's Law Sample Problem 1:: Toward The NormalDocument3 pagesSnell's Law Sample Problem 1:: Toward The Normalamethyst grandePas encore d'évaluation