Vous aimerez peut-être aussi
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Toaz - Info Fermentation of Carrot Juice Wheat Flour Gram Flour Etc PRDocument17 pagesToaz - Info Fermentation of Carrot Juice Wheat Flour Gram Flour Etc PRBhumika SahuPas encore d'évaluation
- Mental Status ExaminationDocument34 pagesMental Status Examinationkimbomd100% (2)
- AcquaculturaDocument145 pagesAcquaculturamidi64100% (1)
- E3sconf 2F20187307002Document4 pagesE3sconf 2F20187307002Nguyễn Thành VinhPas encore d'évaluation
- Palf PDFDocument16 pagesPalf PDFKamal Nadh TammaPas encore d'évaluation
- Environmental Product Declaration: Plasterboard Knauf Diamant GKFIDocument11 pagesEnvironmental Product Declaration: Plasterboard Knauf Diamant GKFIIoana CPas encore d'évaluation
- Analyzing Activity and Injury: Lessons Learned From The Acute:Chronic Workload RatioDocument12 pagesAnalyzing Activity and Injury: Lessons Learned From The Acute:Chronic Workload RatioLukas ArenasPas encore d'évaluation
- RISK MANAGEMENT - Imo Multilingual Glossary On Risk Management (Secretariat)Document17 pagesRISK MANAGEMENT - Imo Multilingual Glossary On Risk Management (Secretariat)Martin NiPas encore d'évaluation
- Macroscopic Physics Chemistry HW #1Document11 pagesMacroscopic Physics Chemistry HW #1Akash ModyPas encore d'évaluation
- Erich FrommDocument2 pagesErich FrommTina NavarroPas encore d'évaluation
- Hasil Pemeriksaan Laboratorium: Laboratory Test ResultDocument1 pageHasil Pemeriksaan Laboratorium: Laboratory Test ResultsandraPas encore d'évaluation
- TelfastDocument3 pagesTelfastjbahalkehPas encore d'évaluation
- Chapter 11-15Document172 pagesChapter 11-15Mansoor AhmadPas encore d'évaluation
- OpenStax - Psychology - CH15 PSYCHOLOGICAL DISORDERSDocument42 pagesOpenStax - Psychology - CH15 PSYCHOLOGICAL DISORDERSAngelaPas encore d'évaluation
- High CarbonDocument2 pagesHigh CarbonKarisoPas encore d'évaluation
- Drill Site Audit ChecklistDocument5 pagesDrill Site Audit ChecklistKristian BohorqzPas encore d'évaluation
- Capacitor BanksDocument49 pagesCapacitor BanksAmal P RaviPas encore d'évaluation
- DSM-5 Personality Disorders PDFDocument2 pagesDSM-5 Personality Disorders PDFIqbal Baryar0% (1)
- Reading Assignment Nuclear ChemistryDocument2 pagesReading Assignment Nuclear Chemistryapi-249441006Pas encore d'évaluation
- Guidelines For Forensic Report Writing: Helping Trainees Understand Common PitfallsDocument54 pagesGuidelines For Forensic Report Writing: Helping Trainees Understand Common PitfallsNorfolk Journal100% (1)
- AppendicitisDocument7 pagesAppendicitisTim LuoPas encore d'évaluation
- S:/admin/mpi/MP1169 - Amaia Skies Samat/000 - ACTIVE DOCUMENTS/09 - SPECS/2013-07-23 - Design Development/04-Plumbing/15050Document19 pagesS:/admin/mpi/MP1169 - Amaia Skies Samat/000 - ACTIVE DOCUMENTS/09 - SPECS/2013-07-23 - Design Development/04-Plumbing/15050Lui TCC BariaPas encore d'évaluation
- Variable Compression Ratio Engines A Literature Review: December 2018Document15 pagesVariable Compression Ratio Engines A Literature Review: December 2018Er Samkit ShahPas encore d'évaluation
- Wa0016Document3 pagesWa0016Vinay DahiyaPas encore d'évaluation
- Tracheo Esophageal FistulaDocument6 pagesTracheo Esophageal Fistulablast2111Pas encore d'évaluation
- ICSE Class 10 HRJUDSK/Question Paper 2020: (Two Hours)Document9 pagesICSE Class 10 HRJUDSK/Question Paper 2020: (Two Hours)Harshu KPas encore d'évaluation
- Polikanov 2019-05-14 Curriculum Vitae YuryDocument6 pagesPolikanov 2019-05-14 Curriculum Vitae Yuryapi-460295531Pas encore d'évaluation
- Rahu Yantra Kal Sarp Yantra: Our RecommendationsDocument2 pagesRahu Yantra Kal Sarp Yantra: Our RecommendationsAbhijeet DeshmukkhPas encore d'évaluation
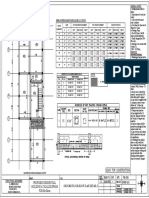
- G.f.roof Beam & Slab DetailDocument1 pageG.f.roof Beam & Slab Detailahmad anasPas encore d'évaluation
- EDC MS5 In-Line Injection Pump: Issue 2Document57 pagesEDC MS5 In-Line Injection Pump: Issue 2Musharraf KhanPas encore d'évaluation