Vous aimerez peut-être aussi
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
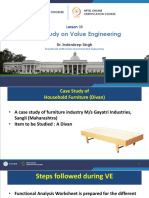
- Case Study On Value Engineering: Lesson 10Document16 pagesCase Study On Value Engineering: Lesson 10arunPas encore d'évaluation
- Pneumatic Level Indicator UnitelDocument1 pagePneumatic Level Indicator UnitelJayesh SanganiPas encore d'évaluation
- Norflow Controls: Gate Valves, Globe Valves, NON Return ValvesDocument5 pagesNorflow Controls: Gate Valves, Globe Valves, NON Return ValvesnorflowvalvesPas encore d'évaluation
- CA Business Intelligence For CAServDeskMgr PDFDocument395 pagesCA Business Intelligence For CAServDeskMgr PDFOctavio DiazPas encore d'évaluation
- Republic of Indonesia Ministry of Transportation: Moored Balloons, Kites, Unmanned Rockets and Unmanned Free BalloonsDocument12 pagesRepublic of Indonesia Ministry of Transportation: Moored Balloons, Kites, Unmanned Rockets and Unmanned Free BalloonsastriwiditakPas encore d'évaluation
- Seminar On Split Cavity MouldDocument43 pagesSeminar On Split Cavity MouldasgrutuPas encore d'évaluation
- Form and Position: LubricationDocument72 pagesForm and Position: LubricationSavoPas encore d'évaluation
- Db-Manual WPM ExtractDocument43 pagesDb-Manual WPM ExtractSamuel MatiasPas encore d'évaluation
- InternalAuditSOP 012413Document29 pagesInternalAuditSOP 012413Rony Lesbt100% (3)
- 200 Kva Servo Controlled Automatic Voltage Stabilizer EnquiryDocument17 pages200 Kva Servo Controlled Automatic Voltage Stabilizer EnquirySunil SinghPas encore d'évaluation
- Process Maps and Turtle Diagrams ExampleDocument2 pagesProcess Maps and Turtle Diagrams ExampleJohn Oo100% (1)
- MEG ProfileDocument1 pageMEG ProfileelainejournalistPas encore d'évaluation
- PR-1148 - Entry Into A Confined Space ProcedureDocument24 pagesPR-1148 - Entry Into A Confined Space Procedureromedic36Pas encore d'évaluation
- Caycho Cespedes - Structural Characterization of Ecommerce - ResumenDocument2 pagesCaycho Cespedes - Structural Characterization of Ecommerce - ResumenEmmanuel Elías Vela PolancoPas encore d'évaluation
- Management Information System 01Document332 pagesManagement Information System 01ahmadfiroz75% (4)
- Catalog YorkDocument91 pagesCatalog YorkedenPas encore d'évaluation
- Mitutoyo - Katalog USA-1005Document580 pagesMitutoyo - Katalog USA-1005D.T.Pas encore d'évaluation
- QW-191.2 Ultrasonic ExaminationDocument1 pageQW-191.2 Ultrasonic ExaminationJuan ortega castellarPas encore d'évaluation
- A Game PDFDocument6 pagesA Game PDFCAMILO GONZALEZPas encore d'évaluation
- Harley Davidson Case Analysis - Ronnie PhilipsDocument3 pagesHarley Davidson Case Analysis - Ronnie PhilipsRonnie PhilipsPas encore d'évaluation
- Interview Questions For Sap SD PDFDocument50 pagesInterview Questions For Sap SD PDFRajan S PrasadPas encore d'évaluation
- A Project Report On Financial Performance Evaluation With Key Ratios at Vasavadatta Cement Kesoram Industries LTD Sedam GulbargaDocument82 pagesA Project Report On Financial Performance Evaluation With Key Ratios at Vasavadatta Cement Kesoram Industries LTD Sedam GulbargaK Sagar KondollaPas encore d'évaluation
- Trimble R4 GPSDocument2 pagesTrimble R4 GPSgustalcPas encore d'évaluation
- Bid For Consultant Feeder Separation WorkDocument100 pagesBid For Consultant Feeder Separation Workbalajisuguna100% (1)
- LGDocument63 pagesLGPriyanka GuptaPas encore d'évaluation
- Post-Fire Short Circuit PhenomenaDocument9 pagesPost-Fire Short Circuit PhenomenaBishwajyoti DuttaMajumdarPas encore d'évaluation
- Catawissa BrochureDocument12 pagesCatawissa Brochurepacho916Pas encore d'évaluation
- ERP Project - FinalDocument66 pagesERP Project - FinalHiral PatelPas encore d'évaluation
- BSC Project Proposal DefenceDocument24 pagesBSC Project Proposal DefenceAbdul Wahab KhanPas encore d'évaluation
- Goods and Service Design: David A. Collier and James R. EvansDocument46 pagesGoods and Service Design: David A. Collier and James R. EvansHoàng OanhPas encore d'évaluation