Vous aimerez peut-être aussi
- Us 20080264323Document26 pagesUs 20080264323ASeaSlugPas encore d'évaluation
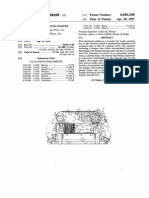
- Unlted States Patent (19) (11) Patent Number: 4,660,248: IllllllDocument15 pagesUnlted States Patent (19) (11) Patent Number: 4,660,248: Illllll113314Pas encore d'évaluation
- United States Patent (19) 4,671,227: Hollerweger Et A1. Jun. 9, 1987Document17 pagesUnited States Patent (19) 4,671,227: Hollerweger Et A1. Jun. 9, 1987marcglebPas encore d'évaluation
- European Patent Application F04B 27/10: Rotor For Variable Displacement Swash Plate CompressorDocument16 pagesEuropean Patent Application F04B 27/10: Rotor For Variable Displacement Swash Plate CompressorSelvaraji MuthuPas encore d'évaluation
- Us 6388353Document10 pagesUs 6388353Feno Mena AhhadPas encore d'évaluation
- United States: (12) Patent Application Publication (10) Pub. No.: US 2007/0256911 A1Document9 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2007/0256911 A1DANESIPas encore d'évaluation
- Bbbebeb: 60088401 NNNNMNNS 1110000315 66606262Document12 pagesBbbebeb: 60088401 NNNNMNNS 1110000315 66606262ErkanAksoyluPas encore d'évaluation
- United States Patent (16) Patent N6 US 8,226,291 B2: Zamirowski Et Al. (45) Date of Patent: Jul. 24, 2012Document26 pagesUnited States Patent (16) Patent N6 US 8,226,291 B2: Zamirowski Et Al. (45) Date of Patent: Jul. 24, 2012Soma GhoshPas encore d'évaluation
- EP2065596A1Document10 pagesEP2065596A1duffy5555Pas encore d'évaluation
- Az 3420192022Document4 pagesAz 3420192022IJMERPas encore d'évaluation
- EP09166154NWA1Document10 pagesEP09166154NWA1maes.daan1Pas encore d'évaluation
- Sliding Gate Movement SystemDocument8 pagesSliding Gate Movement SystemRohit BirajdarPas encore d'évaluation
- EP06808858NWB1Document13 pagesEP06808858NWB1keikhosravy.mPas encore d'évaluation
- United States Patent (19) (11) Patent Number: 4,727,781: Yuehui Et Al. (45) Date of Patent: Mar. 1, 1988Document31 pagesUnited States Patent (19) (11) Patent Number: 4,727,781: Yuehui Et Al. (45) Date of Patent: Mar. 1, 1988Siul OtreborPas encore d'évaluation
- EP1939114A1Document17 pagesEP1939114A1Chaman KumarPas encore d'évaluation
- 518 STD USA Centrifuge Manual Part 90-90-061-RevADocument109 pages518 STD USA Centrifuge Manual Part 90-90-061-RevAkanwarPas encore d'évaluation
- Patent Application Publication (10) Pub. No.: US 2010/0105516 A1Document11 pagesPatent Application Publication (10) Pub. No.: US 2010/0105516 A1KrozePas encore d'évaluation
- Umted States Patent (191 (111 4,372,411: Flower ' (45) Feb. 8, 1983Document8 pagesUmted States Patent (191 (111 4,372,411: Flower ' (45) Feb. 8, 1983Sugarboy3 SurPas encore d'évaluation
- Construction and Manufacture of AutomobilesD'EverandConstruction and Manufacture of AutomobilesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Compressed Air MotorDocument10 pagesCompressed Air Motorjahson362Pas encore d'évaluation
- US 518 Centrifuge ManualDocument109 pagesUS 518 Centrifuge ManualMarius50% (2)
- United States Patent (19) : ChiappettiDocument6 pagesUnited States Patent (19) : ChiappettiOctavio HernandezPas encore d'évaluation
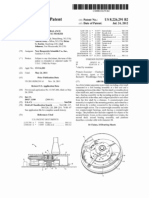
- (12 Ulllted States Patent (10) Patent No.: US 6,860,188 B2Document13 pages(12 Ulllted States Patent (10) Patent No.: US 6,860,188 B2Selvaraji MuthuPas encore d'évaluation
- EP2369289A1Document10 pagesEP2369289A1awe234100% (1)
- Patent Application Publication (10) Pub. No.: US 2013/0157528A1Document7 pagesPatent Application Publication (10) Pub. No.: US 2013/0157528A1Tâm DươngPas encore d'évaluation
- Braking RollerDocument14 pagesBraking Rollerbhargav hhPas encore d'évaluation
- Illlllllllllilllllllllilllllllllli: United States Patent (191Document3 pagesIlllllllllllilllllllllilllllllllli: United States Patent (191dgfsduuwioPas encore d'évaluation
- Transmission Inertia Brake Ball Ramp ActuationDocument15 pagesTransmission Inertia Brake Ball Ramp Actuationolduren53Pas encore d'évaluation
- Fractal Impeller Agitator PatentDocument21 pagesFractal Impeller Agitator PatentDilip MauryaPas encore d'évaluation
- EP1321438B1Document10 pagesEP1321438B1Alessandro PatanèPas encore d'évaluation
- EP99108363NWA2Document16 pagesEP99108363NWA2d54ddqcpfqPas encore d'évaluation
- Thrust Reverser Hook Latch System PatentDocument13 pagesThrust Reverser Hook Latch System PatentkevnwongPas encore d'évaluation
- (Gina Carol Barney) Elevator Traffic Handbook The (BookFi)Document7 pages(Gina Carol Barney) Elevator Traffic Handbook The (BookFi)AdiyPas encore d'évaluation
- Monorail - US4996928Document8 pagesMonorail - US4996928Rob ZelPas encore d'évaluation
- United States Patent (10) Patent N0.: US 8,494,725 B2Document11 pagesUnited States Patent (10) Patent N0.: US 8,494,725 B2sarkrassPas encore d'évaluation
- Detc2014-34171 Design and Evaluation of A Passive Ankle ProsthesisDocument7 pagesDetc2014-34171 Design and Evaluation of A Passive Ankle ProsthesisFABIANCHO2210Pas encore d'évaluation
- Scissor Lift ReportDocument32 pagesScissor Lift ReportPranav Ekhande100% (3)
- Rig-E???': Gill!Document6 pagesRig-E???': Gill!luiscremaschiPas encore d'évaluation
- Optimizing Screw ConveyorDocument6 pagesOptimizing Screw ConveyorChem.Engg100% (1)
- Laboratory Experiment Sheet: Universiti Kuala Lumpur Malaysia France Institute Mechanical Engineering SectionDocument9 pagesLaboratory Experiment Sheet: Universiti Kuala Lumpur Malaysia France Institute Mechanical Engineering SectionluqmanmazelanPas encore d'évaluation
- Link Belt LS278H Specifications PDFDocument52 pagesLink Belt LS278H Specifications PDFJorge BarceloPas encore d'évaluation
- TEPZZ - 4 885B - T: European Patent SpecificationDocument10 pagesTEPZZ - 4 885B - T: European Patent SpecificationshamsPas encore d'évaluation
- United States Patent (19) : Miiller (45) Date of PatentDocument8 pagesUnited States Patent (19) : Miiller (45) Date of PatentRodrigoPomaPas encore d'évaluation
- 1-S1548 FinalDocument13 pages1-S1548 Finalpandavision76Pas encore d'évaluation
- United States Patent (19) : Johnston (11) Patent Number: (45) Date of PatentDocument9 pagesUnited States Patent (19) : Johnston (11) Patent Number: (45) Date of Patentsanjay0910Pas encore d'évaluation
- United States: (12) Patent Application Publication (10) Pub. No.: US 2012/0227970 A1Document14 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2012/0227970 A1zbhdzpPas encore d'évaluation
- Us 5271461Document18 pagesUs 5271461ask101Pas encore d'évaluation
- 414 Centrifuge IOM Rev2Document104 pages414 Centrifuge IOM Rev2Giorgiana RosuPas encore d'évaluation
- MP-I - Lab Manual DarshanDocument159 pagesMP-I - Lab Manual DarshanNitinGothiPas encore d'évaluation
- EP1070663A2Document4 pagesEP1070663A2atabPas encore d'évaluation
- Us 8485010Document14 pagesUs 8485010dnddownloaderPas encore d'évaluation
- Us 2912244Document9 pagesUs 2912244alexhkiPas encore d'évaluation
- Operating InstructionsDocument34 pagesOperating InstructionsCarlos IntriagoPas encore d'évaluation
- Design of A Self-Balancing Tower CraneDocument7 pagesDesign of A Self-Balancing Tower Cranesuresh_501Pas encore d'évaluation
- ?T T T - FT ?: April 9, 1968Document6 pages?T T T - FT ?: April 9, 1968Pooria1989Pas encore d'évaluation
- Crane How+to+Use+Load+ChartDocument7 pagesCrane How+to+Use+Load+ChartAnonymous d2wsnS9UkPas encore d'évaluation
- European Patent Specification: Rotating Proprotor Arrangement For A Tiltrotor AircraftDocument23 pagesEuropean Patent Specification: Rotating Proprotor Arrangement For A Tiltrotor AircraftgorgiPas encore d'évaluation
- General Design Energy Principles For Bulk Conveying of Particulate Solids John Dartnall, 2003Document9 pagesGeneral Design Energy Principles For Bulk Conveying of Particulate Solids John Dartnall, 2003slitantPas encore d'évaluation
- Pressure Vessel and Stacks Field Repair ManualD'EverandPressure Vessel and Stacks Field Repair ManualÉvaluation : 4 sur 5 étoiles4/5 (4)
- Panki FGD Gds r00 1600398998Document120 pagesPanki FGD Gds r00 1600398998Kalai SelvanPas encore d'évaluation
- 03c EIL MR 3002 dd1059Document146 pages03c EIL MR 3002 dd1059Kalai Selvan100% (1)
- Amendment No. 2ererDocument345 pagesAmendment No. 2ererKalai SelvanPas encore d'évaluation
- 22.1 Itp Rot 001 PDFDocument3 pages22.1 Itp Rot 001 PDFAdades Safede EfdPas encore d'évaluation
- 2 Instructions To Bidders (ITB)Document265 pages2 Instructions To Bidders (ITB)Saurabh Kumar SharmaPas encore d'évaluation
- Oil IndiaDocument445 pagesOil IndiaJayadevDamodaranPas encore d'évaluation
- Mucg06m1tw - List of DocumentsDocument62 pagesMucg06m1tw - List of DocumentsKalai SelvanPas encore d'évaluation
- DSR PuneDocument298 pagesDSR PuneAsif KhanPas encore d'évaluation
- Hood Design Data - Range of Capture VelocitiesDocument3 pagesHood Design Data - Range of Capture VelocitieszshehadehPas encore d'évaluation
- Full TextDocument341 pagesFull Textcevapcic100Pas encore d'évaluation
- A133 3211 1062 MR 0Document49 pagesA133 3211 1062 MR 0Kalai SelvanPas encore d'évaluation
- Engineering Consultancy Services: Tender Document FORDocument69 pagesEngineering Consultancy Services: Tender Document FORKalai SelvanPas encore d'évaluation
- FL Flywheel Coupling/ Guardex Type FLD Pulley Coupling: Altra Industrial MotionDocument8 pagesFL Flywheel Coupling/ Guardex Type FLD Pulley Coupling: Altra Industrial MotionKalai SelvanPas encore d'évaluation
- Mohitdhullprojectreport12162035 141124013553 Conversion Gate01Document53 pagesMohitdhullprojectreport12162035 141124013553 Conversion Gate01Kalai SelvanPas encore d'évaluation
- A133 3211 1062 MR 0Document49 pagesA133 3211 1062 MR 0Kalai SelvanPas encore d'évaluation
- Norsok StandardDocument58 pagesNorsok StandardstephlyonPas encore d'évaluation
- 5.4 Design Basis For Co2 Recovery PlantDocument41 pages5.4 Design Basis For Co2 Recovery PlantBao KimPas encore d'évaluation
- Flywheel Drive Couplings & Engine Pump Mounts: Altra Industrial MotionDocument4 pagesFlywheel Drive Couplings & Engine Pump Mounts: Altra Industrial MotionKalai SelvanPas encore d'évaluation
- TS For NML Supply of ValvesDocument19 pagesTS For NML Supply of ValvesKalai SelvanPas encore d'évaluation
- Engineering Layout of Fuel Tanks in A Tank Farm - J of LPDocument7 pagesEngineering Layout of Fuel Tanks in A Tank Farm - J of LPthawdarPas encore d'évaluation
- RivSol Article 2 - Engineering ProcessDocument1 pageRivSol Article 2 - Engineering ProcessKalai SelvanPas encore d'évaluation
- Deluge System ManualDocument64 pagesDeluge System ManualAsman Ahmad100% (3)
- Cat CSVDocument36 pagesCat CSVaqhammamPas encore d'évaluation
- Astrum BrochureDocument22 pagesAstrum BrochureKalai SelvanPas encore d'évaluation
- CDQDocument2 pagesCDQKalai SelvanPas encore d'évaluation
- GDN 145Document123 pagesGDN 145pandyatushar100% (1)
- HPCL - Palanpur Terminal EIADocument130 pagesHPCL - Palanpur Terminal EIAKalai SelvanPas encore d'évaluation
- Apt 60928 Evs TM 08 1Document108 pagesApt 60928 Evs TM 08 1Mohan JhaPas encore d'évaluation
- Fan Laws PDFDocument3 pagesFan Laws PDFKalai SelvanPas encore d'évaluation
- File20 PDFDocument1 pageFile20 PDFKalai SelvanPas encore d'évaluation
- 74 L3 Oct07 XDocument20 pages74 L3 Oct07 XJimmy HaddadPas encore d'évaluation
- SJ6832RT Service Manual PDFDocument144 pagesSJ6832RT Service Manual PDFszerelPas encore d'évaluation
- Ue117 Pressure SwitchDocument12 pagesUe117 Pressure SwitchkurmakkPas encore d'évaluation
- Manual Maquina de CapsulasDocument30 pagesManual Maquina de CapsulasJose SanchezPas encore d'évaluation
- Installation and Instruction Manual: Eminox Electronic Service IndicatorDocument20 pagesInstallation and Instruction Manual: Eminox Electronic Service Indicatorsixin93551Pas encore d'évaluation
- MPPT T40Document5 pagesMPPT T40situ omongPas encore d'évaluation
- Belt Conveyor - Pull Rope Switch NTS: Kiepe 638Document4 pagesBelt Conveyor - Pull Rope Switch NTS: Kiepe 638lewinPas encore d'évaluation
- Series Switch IB-016IDocument13 pagesSeries Switch IB-016Imastelecentro100% (1)
- ALC-20658-Relay Pack For ZN551Document4 pagesALC-20658-Relay Pack For ZN551usgl-scbd3639Pas encore d'évaluation
- EKC 202ABC ManualDocument16 pagesEKC 202ABC ManualJose CencičPas encore d'évaluation
- Additional Pressure and Temperature Switch Application InformationDocument2 pagesAdditional Pressure and Temperature Switch Application InformationJean GonzalezPas encore d'évaluation
- Product Data Sheet: Tesys Vario - Emergency Stop Switch Disconnector - 32 A - On DoorDocument2 pagesProduct Data Sheet: Tesys Vario - Emergency Stop Switch Disconnector - 32 A - On DoorEdu SilvaPas encore d'évaluation
- SR200 Electrical PDFDocument5 pagesSR200 Electrical PDFAnonymous Hd32bhq100% (2)
- Acs 1026Document11 pagesAcs 1026José InácioPas encore d'évaluation
- Water Cooled Screw Chiller: PFS Sizes: 150 - 200 Vintage: ADocument33 pagesWater Cooled Screw Chiller: PFS Sizes: 150 - 200 Vintage: AAbdulSattarPas encore d'évaluation
- Experiment 5Document8 pagesExperiment 5suprotipPas encore d'évaluation
- Renishaw Encoders - RH200 Encoder SystemDocument2 pagesRenishaw Encoders - RH200 Encoder SystemjuliangoalPas encore d'évaluation
- Technical Training Level II HA12CJ - EN - E02-14Document118 pagesTechnical Training Level II HA12CJ - EN - E02-14Enrique EmmanuelPas encore d'évaluation
- EVO192 Zone Expansion ZXD-EI02Document2 pagesEVO192 Zone Expansion ZXD-EI02Dan RaducanuPas encore d'évaluation
- Fire Safety RFQDocument71 pagesFire Safety RFQAbdulgaffar HawaldarPas encore d'évaluation
- Lenovo Ideapad Yoga 13: Hardware Maintenance ManualDocument72 pagesLenovo Ideapad Yoga 13: Hardware Maintenance Manualsandmike_83Pas encore d'évaluation
- Ats 01 ManualDocument34 pagesAts 01 ManualRoberto BernalPas encore d'évaluation
- SR881 PDFDocument43 pagesSR881 PDFUltisolarPas encore d'évaluation
- Scania Electrical System in P, R, T Series - Introduction and General TroubleshootingDocument72 pagesScania Electrical System in P, R, T Series - Introduction and General Troubleshootinglaurens100% (2)
- 2.change Over Switch - L&TDocument12 pages2.change Over Switch - L&Trajpre1213Pas encore d'évaluation
- 570Document205 pages570Brijendra Singh100% (1)
- Operation Manual: The Fifth Edition Edited JULY 01, 1997 FOR TM6X+T6C SequenceDocument165 pagesOperation Manual: The Fifth Edition Edited JULY 01, 1997 FOR TM6X+T6C SequenceJam AnjumPas encore d'évaluation
- CPFG 3000Document2 pagesCPFG 3000kothat82Pas encore d'évaluation
- Uk - Usa: Read This Manual Carefully Before UseDocument12 pagesUk - Usa: Read This Manual Carefully Before UseВасяPas encore d'évaluation
- Ansaldo STS US Railway Signaling Catalog - 2013Document497 pagesAnsaldo STS US Railway Signaling Catalog - 2013anders_wallen5420Pas encore d'évaluation